Изобретение относится к строительству и может быть использовано в производстве ограждающих конструкций зданий и сооружений из легких металлических конструкций.......
Наиболее близким техническим решением к заявленному является способ изготовления панелей, включающий развертывание листов обшивки, их профилирование, прогрев, укладку или заливку, вспениваниё и выдержку утеплителя с последующей разрезкой на панели заданной длины.
Недостатками данного решения является ограниченные технологические возможности, низкая производительность линии изготовления панелей, узкая номенклатура выпускаемых панелей.
Цель изобретения - упрощение технологии изготовления и увеличение производительности линии по производству панелей и, кроме того, расширение номенклатуры выпускаемых панелей.
Поставленная цель достигается тем, что в способе изготовления панелей, включающем развертывание листовой обшивки, их профилирование, прогрев, укладку или заливку утеплителя со вспёнйваШём и вь1дер- жкой, резку на панели заданной длины, кромки листовой обшивки в процессе профилирования выполняют с разнонаправл е н- ными отгибами, после чего изгибают во внутрь периферийные части листа обшивки, формируя боковые стенки и наружную обшивку, а укладку или заливку утеплителя осуществляют до окончательного формирования наружной обшивки панелей путем закатки отгибов листа наружной обшивки в фальц.
При этом на листовой обшивке в местах отгиба боковых стенок наружной обшивки выполняют просечки, на расстоянии 2...4 толщин листа друг от друга в продольном направлении, при этом со отношение длин просечек к расстоянию между ихтшйцами составляет 1/4... 1/20.
Кроме того, просечки выполняют П-, Л,-иП-образной формы и располагают основаниями на линиях отгиба в шахматном порядке.
Помимо этого, в процессе профилирования обшивку панелей образуют, по крайней
ел G
Ч
ю
ю со
мере, из двух листов путем соединения их соседних кромок в фальц.
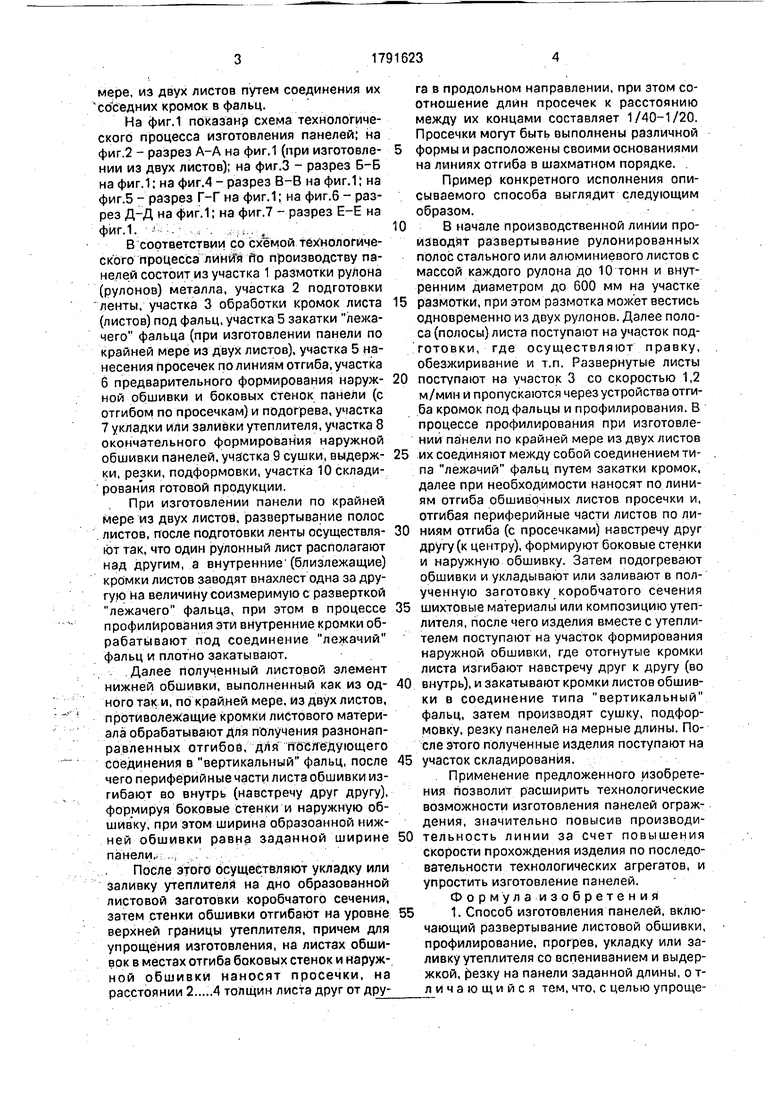
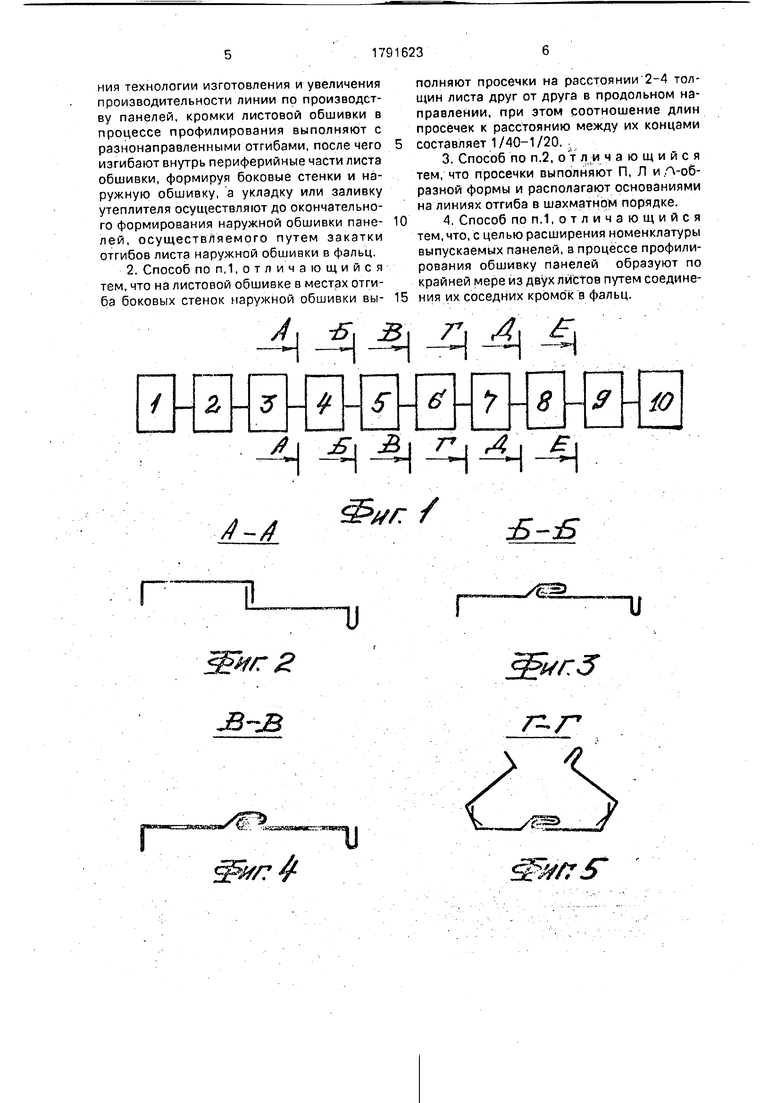
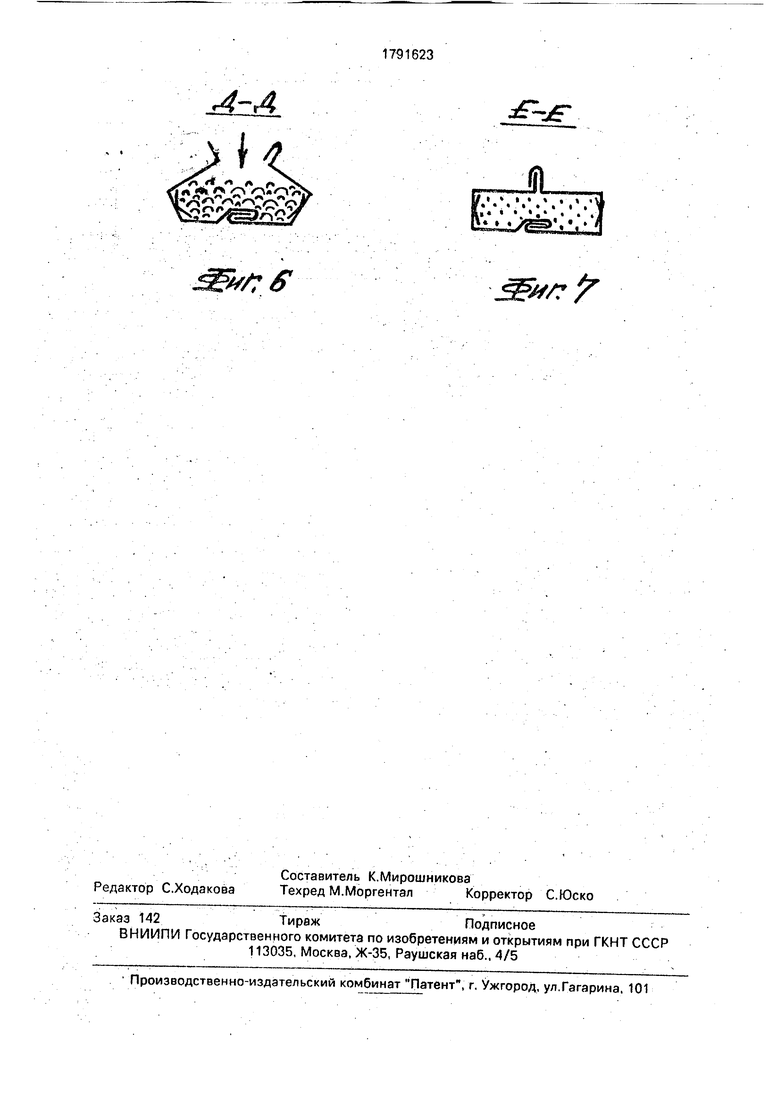
На фиг.1 показан схема технологического процесса изготовления панелей; на фиг.2 - разрез А-А на фиг.1 (при изготовлении из двух листов); на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - разрез Д-Д на фиг.1; на фиг.7 - разрез Е-Е на
фИГ.1. --. : -... . ..;..-;..- ..
В соответствии со схемой тёх нологиче- ского процесса линия гТо производству панелей состоит из участка 1 размотки рулона (рулонов) металла, участка 2 подготовки ленты, участка 3 обработки кромок листа (листов) под фальц, участка 5 закатки лежачего фальца (при изготовлении панели по крайней мере из двух листов), участка 5 нанесения просечек по линиям отгиба, участка
6 предварительного формирования наружной обшивки и боковых стенок панели (с отгибом по просечкам) и подогрева, участка
7 укладки или заливки утеплителя, участка 8 окончательного формирования наружной обшивки панелей, участка 9 сушки, выдержки, резки, подформовки, участка 10 склэди рования готовой продукции.
При изготовлении панели по крайней мере из двух листов, развертывание полос
. листов, после подготовки ленты осуществляют так, что один рулонный лист располагают над другим, а внутренние (близлежащие) кромки листов заводят внахлест одна за другую на величину соизмеримую с разверткой лежачего фальца, при этом в процессе профилирования эти внутренние кромки обрабатывают под соединение лежачий фальц и плотно закатывают.
.Далее полученный листовой элемент нижней обшивки, выполненный как из одного так и, по крайней мере, из двух листов, противолежащие кромки листового материала обрабатывают для получения разнонап- равленных отгибов, для посяёдующего соединения в вертикальный фальц, после чего периферийные части листа обшивки изгибают во внутрь (навстречу друг другу), формируя боковые стенки и наружную обшивку, при этом ширина образоанной нижней обшивки равна заданной ширине панели.; .... ..
, После этого бсущеётвляют укладку или заливку утеплители на дно образованной листовой заготовки коробчатого сечения, затем стенки обшивки отгибают на уровне верхней границы утеплителя, причем для упрощения изготовления, на листах обшивок в местах отгиба боковых стенок и наруж- ной обшивки наносят просечки, на расстоянии 2.....4 толщин листа друг от друга в продольном направлении, при этом соотношение длин просечек к расстоянию между их концами составляет 1/40-1/20. Просечки могут быть выполнены различной
формы и расположены своими основаниями на линиях отгиба в шахматном порядке.
Пример конкретного исполнения описываемого способа выглядит следующим образом.
В начале производственной линии производят развертывание рулонированных полос стального или алюминиевого листов с массой каждого рулона до 10 тонн и внутренним диаметром до 600 мм на участке
размотки, при этом размотка может вестись одновременно из двух рулонов. Далее полоса (полосы) листа поступают на участок под- готовки, где осуществляют правку, обезжиривание и т.п. Развернутые листы
поступают на участок 3 со скоростью 1,2 м/мин и пропускаются через устройства отгиба кромок под фальцы и профилирования. В процессе профилирования при изготовлении панели по крайней мере из двух листов
их соединяют между собой соединением типа лежачий фальц путем закатки кромок, далее при необходимости наносят по линиям отгиба обшивочных листов просечки и, отгибая периферийные части листов по линиям отгиба (с просечками) навстречу друг другу (к центру), формируют боковые стенки и наружную обшивку. Затем подогревают обшивки и укладывают или заливают в полученную заготовку коробчатого сечения
шихтовые материалы или композицию утеплителя, после чего изделия вместе с утеплителем поступают на участок формирования наружной обшивки, где отогнутые кромки листа изгибают навстречу друг к другу (во
внутрь), и закатывают кромки листов обшивки в соединение типа вертикальный фальц, затем производят сушку, подфор- мовку, резку панелей на мерные длины. После этого полученные изделия поступают на
участок складирования.
. Применение предложенного изобретения позволит расширить технологические возможности изготовления панелей ограждения, значительно повысив производительность линии за счет повышения скорости прохождения изделия по последовательности технологических агрегатов, и упростить изготовление панелей. Формула.изобретен и я
1. Способ изготовления панелей, включающий развертывание листовой обшивки, профилирование, прогрев, укладку или заливку утеплителя со вспениванием и выдержкой, резку на панели заданной длины, о тли чающийся тем, что, с целью упрощения технологии изготовления и увеличения производительности линии по производству панелей, кромки листовой обшивки в процессе профилирования выполняют с разнонаправленными отгибами, после чего изгибают внутрь периферийные части листа обшивки, формируя боковые стенки и наружную обшивку, а укладку или заливку утеплителя осуществляют до окончательного формирования наружной обшивки панелей, осуществляемого путем закатки отгибов листа наружной обшивки в фальц. 2. Способ по п,1,отличающийся тем, что на листовой обшивке в местах отгиба боковых стенок наружной обшивки вы0
полняют просечки на расстоянии 2-4 толщин листа друг от друга в продольном направлении, при этом соотношение длин просечек к расстоянию между их концами составляет 1/40-1/20.,
3. Способ по п.2, от Л;И чающийся тем, что просечки выполняют П, Л и .А-образной формы и располагают основаниями на линиях отгиба в шахматном порядке.
4. Способ по п.1,отличающийся тем, что, с целью расширения номенклатуры выпускаемых панелей, а процессе профилирования обшивку панелей образуют по крайней мере из двух листов путем соединения их соседних кромо к в фальц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поточного изготовления трехслойных панелей | 1988 |
|
SU1620560A1 |
| Висячее покрытие | 1990 |
|
SU1747627A1 |
| Трехслойная панель ограждения и способ ее изготовления | 1991 |
|
SU1796752A1 |
| Строительная панель | 1989 |
|
SU1654491A1 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2003 |
|
RU2273704C2 |
| Трехслойная панель с внутренними ребрами | 2023 |
|
RU2821876C1 |
| АНТИОБЛЕДЕНИТЕЛЬНАЯ КРОВЛЯ СКАТНЫХ И УСЛОВНО-ПЛОСКИХ ПЛОСКОСТНЫХ КРЫШ, СПОСОБ РЕКОНСТРУКЦИИ СУЩЕСТВУЮЩИХ СИСТЕМ НАРУЖНОГО ОРГАНИЗОВАННОГО ВОДОСТОКА С НАКЛОННЫХ МЕТАЛЛИЧЕСКИХ КРОВЕЛЬ ПРЕИМУЩЕСТВЕННО ДЛЯ ТАЛЫХ ВОД И АНТИОБЛЕДЕНИТЕЛЬНЫЙ НАДСТЕННЫЙ ЖЕЛОБ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА РЕКОНСТРУКЦИИ | 2005 |
|
RU2301869C2 |
| МЕТАЛЛИЧЕСКАЯ КРОВЛЯ КРЫШИ И СПОСОБ ЕЕ ВОЗВЕДЕНИЯ | 2004 |
|
RU2273706C1 |
| ЭЛЕМЕНТ МНОГОСЛОЙНОЙ ЛЕГКОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2522359C2 |
| ПОЛОТНО МЕТАЛЛИЧЕСКОЙ ДВЕРИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МЕТАЛЛИЧЕСКОЙ ДВЕРИ | 2015 |
|
RU2583770C1 |
Использование: в строительстве, в частности в технологии изготовления, трехслойных панелей. Техническая сущность: укладку или заливку утеплителя в полость па н ели осуществлю ют до н ача л йчател ь- ного формирования элементов наружной обшивки панели. 3 з.п. ф-лы, 7 ил.
4 5 JEJ Zj Ai 5
- | |
€) .Ai Ил Ал JL -| | -| -и
5Й//Г /г- ,
1
J3-JB
;Ш.
1)
л-л
«5ЈL/ T
«, t &
Ј-Ј
&Ж
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
