Изобретение относится к технологии изготовления и укладки обмоток однофазных электрических машин и может быть использовано в электромашиностроении.
Известен способ механизированного изготовления обмоток электрических машин с открытыми пазами [1], по которому концентрические сосредоточенные катушечные группы наматывают, изолируют, формируют и запекают вне статора с последующим введением в пазы, исключая процесс всыпания вручную проводников в пазы через узкие щели. Это обеспечивает общее снижение трудоемкости (включая ручные работы) изготовления обмоток в двигателях малой мощности примерно в 2 раза.
Однако такая технология изготовления обмоток вразвалку при количестве катушечных полугрупп в них, в четыре раза большем числа пар полюсов обмотки и при единой расщепляемой в процессе пуска полюсно-фазной зоне (ПФЗ), лобовые части которой неконцентричны между собой, непригодна. Действительно, ПФЗ формируют из четырех различающихся между собой катушечных полугрупп (КПГ) [2].
Целью изобретения является снижение трудоемкости изготовления обмоток вразвалку при единой расщепляемой при пуске на две части полюсно-фазной зоне, лобовые части которой неконцентричны между собой, а число катушечных полугрупп в фазе в четыре раза превышает число пар полюсов обмотки.
Цель достигается тем, что при изготовлении обмотки вначале выполняют пускорабочую часть обмотки, только частично заполняют полюсно-фазную зону и отгибают лобовую часть в первом ярусе. После этого выполняют с применением другой оснастки рабочую часть обмотки. Завершают формирование ПФЗ в пазах и отгибают лобовые части вторым ярусом, изолируют в лобовых частях части обмотки и магнитокапсулированием закрепляют активные стороны катушечных полугрупп в пазах. Таким образом объект изобретения характеризуется порядком и совокупностью выполнения действий во времени.
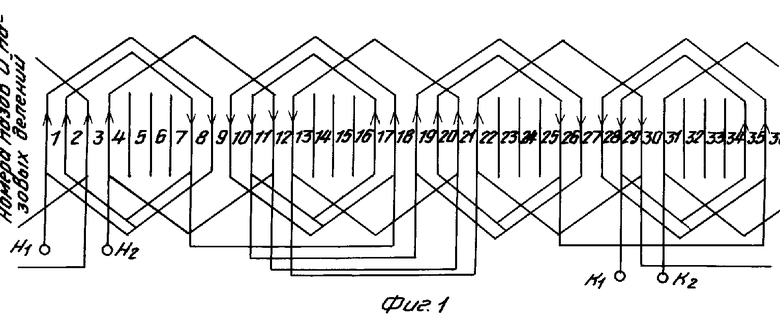
Изобретение иллюстрируется на примере изготовления обмотки однофазного асинхронного четырехполюсного двигателя, содержащей восемь катушечных полугрупп двух видов, размещенных вразвалку в двух ярусах по лобовым частям, как это показано на фиг.1. При этом все катушки равновитковые из провода одного сечения. Следовательно, соотношение чисел витков рабочей части и пускорабочей равно двум.
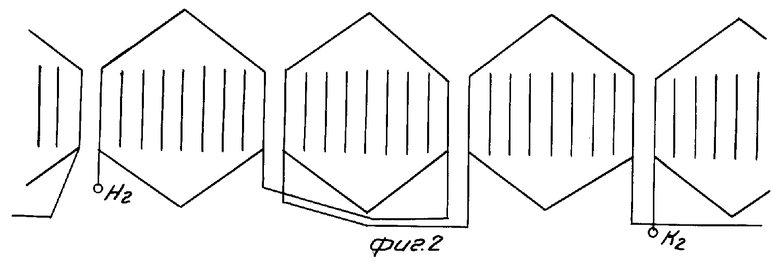
Вначале на многоручьевом намоточном шаблоне - спутнике упорядоченно наматывают без разрыва провода четыре катушечные полугруппы пускорабочей части обмотки и, разъединяя их, однокоординатно перемещают вразвалку в фальшпазовый спутник по фиг.2 с шагом 8 в пазы которого предварительно закладывают фальцованные семигранные, с клеящим слоем, самозавертывающиеся при осадке пазовых частей катушечных полугрупп. После освобождения намоточных шаблонов-спутников опрессовывают с помощью фальшпазовой крышки активные стороны КПГ в фальшпазах и запекают до монолитного состояния. После удаления КПГ из фальшпазов однокоординатным перемещением рабочего инструмента перемещают в радиальном направлении КПГ в ориентирующий спутник, с помощью которого осаживают пазовые части КПГ в пазы и формуют первый ярус лобовых частей при частично заполненной ПФЗ, как это показано на фиг.2.
На фиг.3 представлена расчлененная по полюсно-фазной зоне рабочая часть обмотки с двумя катушками с шагами 8 и 6 в КПГ. Изготовляют рабочий инструмент, позволяющий технологически автономно со всеми внутренними присоединениями по вышеприведенному технологическому процессу изготовить эту часть вне статора и уложить в открытые пазы сердечника.
Применение в однофазном двигателе провода одного сечения, наряду с разгрузкой магнитопровода за счет того, что на части расточки нет пазов, способствует применению алюминиевых эмальпроводов, что важно по технологическим и экономическим соображениям [3].
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБМОТКА ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2045803C1 |
| Способ Шкилько изготовления обмотки статора электрической машины | 1989 |
|
SU1791913A1 |
| Способ механизированного изготовления обмоток электрических машин | 1969 |
|
SU454645A1 |
| СТАТОР ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1989 |
|
RU2025864C1 |
| РОТОР ШКИЛЬКО ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2045802C1 |
| Статор Шкилько Г.Я. однофазного асинхронного электродвигателя | 1988 |
|
SU1686616A1 |
| СПОСОБ ТЕПЛОВОГО ДЕФЕКТОСКОПИЧЕСКОГО КОНТРОЛЯ ЭЛЕКТРОПРОВОДНЫХ ИЗДЕЛИЙ ШКИЛЬКО | 1991 |
|
RU2029945C1 |
| АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ ШКИЛЬКО | 1989 |
|
RU2051455C1 |
| Обмотка электрической машины | 1989 |
|
SU1758776A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |

Использование: в технологии изготовления обмоток электрических машин. Сущность изобретения: при изготовлении обмотки вначале выполняют пускорабочую часть обмотки, только частично заполняют полюсно-фазную зону (ПФЗ) и отгибают лобовую часть в первом ярусе. После этого выполняют с применением другой оснастки рабочую часть обмотки. Завершают формирование ПФЗ в пазах и отгибают лобовые части вторым ярусом. Затем изолируют в лобовых частях части обмотки и магнитокапсулированием закрепляют активные стороны катушечных полугрупп в пазах. 3 ил.
Способ изготовления и укладки обмоток электрических машин с открытыми пазами статора, однофазных, с пускорабочей и рабочей частями единой полюсно-фазной зоны, согласно которому катушечные группы обмоток наматывают с равномерным натяжением провода на шаблон-спутник, растягивают их до требуемой формы и вводят пазовые части их в спутник-фальшпазы с самозавертывающими гильзами со слоем клея, опрессовывают активные стороны катушек после удаления шаблона-спутника и монолитно запекают, извлекают катушечные группы из фальшпазов, перемещают в ориентирующий спутник, устанавливают его против пазов сердечника и укладывают их в пазы сердечника, осаживают лобовые и пазовые части и магнитокапсулированием закрепляют в пазах, отличающийся тем, что, с целью снижения трудоемкости обмоток с расщепляемой при пуске единой полюсно-фазной зоной, лобовые части которой неконцентричны между собой, осуществляют раздельное и последовательное изготовление частей обмотки при сохранении всех внутренних соединений, причем при укладке в пазе статора вначале перемещают в пазы магнитопровода изготовленную вне его, на соответствующей конструктивным особенностям оснастке, пускорабочую часть обмотки, отгибают ее лобовую часть, затем изготавливают на другой оснастке и перемещают также в радиальном направлении в пазы рабочую часть обмотки, отгибают и изолируют последнюю от пускорабочей.
| ОДНОФАЗНЫЙ ДВИГАТЕЛЬ | 0 |
|
SU315249A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
