s
е
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения некачественной сборки | 1989 |
|
SU1639938A1 |
| Способ диагностики технического состояния трубопровода путем анализа декремента модального затухания | 2022 |
|
RU2778631C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УЗЛОВ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2480741C1 |
| СПОСОБ СБОРКИ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2010 |
|
RU2445200C2 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2414339C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА УСТАНОВКИ АНКЕРНОГО СТЕРЖНЯ В СКВАЖИНЕ | 1991 |
|
RU2011748C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СХВАТА МАНИПУЛЯТОРА | 2004 |
|
RU2288092C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ | 1992 |
|
RU2022751C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ И ПЛОТНОСТИ ГОЛОЛЕДНЫХ ОТЛОЖЕНИЙ | 2013 |
|
RU2542622C1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2251687C1 |
Изобретение относится к испытаниям а именно к неразрушающйм методам контроля, и может быть использовано в автоматизированном сборочном производстве. Цель - повышение точности контроля. В способе возбуждают в изделии упругие колебания ударом и принимают возбужденные колебания. В качестве информационного параметра используют декремент затухания колебаний. Причем возбуждения проводят последовательно в нескольких направлениях, количество которых определено конфигурацией детали, а при оценке качества сборки используют зависимость Декремента затухания от угла возбуждения колебания. 1 ил.
Изобретение относится к методам не- р|азрушающего контроля и может быть использовано в автоматизированном сборочном производстве. Целью изобретения является повыше- йие точности контроля качества сборки деталей. . .
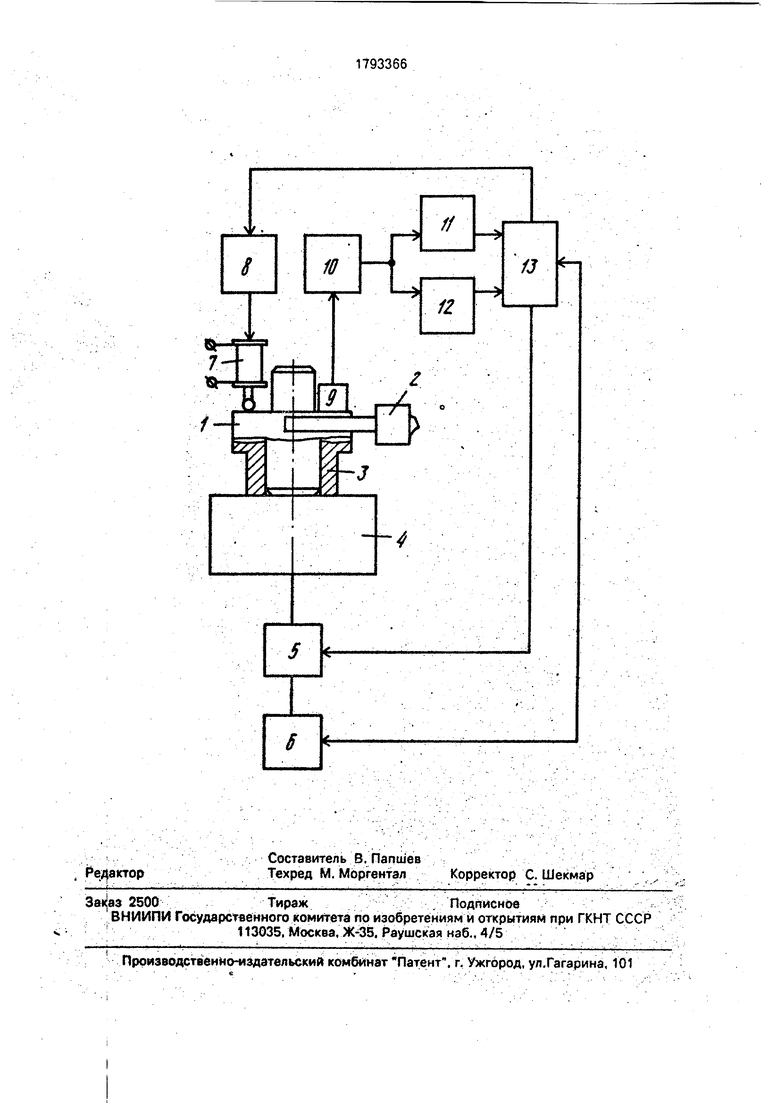
На чертеже представлено устройство, поясняющее реализацию предложенного |пособа..
I Устройство содержит деталь 1, собираемую при помощи схвата робота 2 с деталью 3, закрепленной на поворотном столе 4, приводимым в движение с помощью приво- Да 5, угловое положение которого фиксируется с помощью датчика 6 углового положения. Электромагнитный ударник 7 бвязан с выходом блока 8 управления удар- йиком. На детали 1 закреплен датчик вибраций 9, выход которого связан с входом фильтра 10 нижних частот, выход которого связан с входом частотного анализатора 11 и одновременное входом анализатора амплитуды 12, выходы которых связаны с первым и вторым входами компьютера 13, третий вход которого связан .с датчиком 6, а выходы с приводом 5 и блоком 8 управления ударником.
Изобретение иллюстрируется следующим примером.
Деталь 1с помощью схвата робота 2 соединяется с деталью 3, закрепленной на поворотном столе 4. С помощью датчика углового положения 6 фиксируется угол относительного положения деталей и запоминается в компьютере 13. Далее компьютер 13 выдает команду на блок управления ударником, который подключает ударник 7, поХ|
О
ы со о о
следний импульсом удара возбуждает упругие колебания в собираемых деталях. Возбужденные колебания фиксируются датчиком вибрации 9, а далее полученный сигнал поступает на фильтр нижних частот и оттуда в блоки анализа амплитуды 12 и частоты 11. Далее информация поступает в компьютер, где вычисляется логарифмический декремент затухания колебаний, который компьютер запоминает. Затем компьютер выдает сигнал на приводб, который поворачивает поворотный стол 4 с деталью 3 определенный угол,. Угол поворота выбирается в зависимости от параметров макро- и микрогеомётрии (волнистость, шероховатость), контактирующих поверхностей и связан с базовой длиной, на которой определяются указанные параметры. Угол фиксируется датчиком 6 углового положения и далее повторяется цикл определения декремента затухания колебаний в пределах полного относительного поборота деталей. Строится зависимость декремента затухания колебаний от взаимного углового положения деталей и сравнивается с эта- зависимостью, определяя оптимальное угловое положение деталей друг относительно друга. , . :
Таким образом, предложенный способ позволяет повысить точность контроля качества в процессе сборки деталей путем локализации отклонений формы поверхностей сопряжения за счет последовательного возбуждения колебаний одиночными импульсами в нескольких направлениях, анализа
отклика и построения зависимости декре мента затухания от угла возбуждения колебаний. . .. .- -; .-.. - .: ....-; .-.. -.- Применение предложенного способа повышает точность контроля качества сборки деталей, увеличивая работоспособность соединений без ужесточения тех«ологиче- ских режимов изготовления и сборки.
Формула изобретения
Способ контроля качества сборки деталей изделия, заключающийся в том, что в изделии возбуждают упругие колебания ударом, принимают возбужденные колебания, измеряют параметры принятых колебаний и по сравнению с эталонными значениями судят о качестве сборки, о т л и- ч а ю щ и и с в тем, что, с целью повышения точности контроля, возбуждение проводят последовательно в нескольких
направлениях, количество которых определено конфигурацией деталей, в качестве информационного параметра используют декремент затухания колебаний, а при оценке качества сборки используют эааисиместь декремента затухания от угла возбуждения колебаний..
