Изобретение относится к области машиностроения, а именно к автоматизации сборочных операций, и может быть использовано для автоматической сборки равноосных контуров (РК) - профильных и шлицевых соединений с зазором.
Из уровня техники известен способ сборки соединений (авторское свидетельство СССР, №1553303, B23P 19/04, 1990 г.), при котором процесс ведут с использованием вибрирующего основания и зажимного приспособления, базовую деталь размещают по оси сборки в зажимном приспособлении, фиксируют от смещения в определенной заданной точке и сообщают его торцу колебательные движения. Присоединяемую втулку свободно устанавливают на вибрирующее основание, после чего усилием сборки обеспечивают контакт между торцами соединяемых деталей, добиваясь смещения присоединяемой втулки под действием колебаний основания и торца вала в сторону оси сборки до полного совмещения сопрягаемых поверхностей.
Его недостатком является малое допустимое начальное рассогласование положения осей деталей. Необходимость высокой точности установки: либо базовой детали, либо вала в зажимном приспособлении - требует повышенной точности используемого для осуществления способа оборудования и усложняет алгоритм сборки, что повышает временные и материальные затраты на сборку и отсутствие вращения для сборки профильных валов.
Также из уровня техники известен способ ориентирования деталей типа вал-втулка по (авторскому свидетельству СССР №1516296, B23P 19/10, 1989 г.). Процесс сборки по известному способу включает размещение соосно оси сборки базовой детали на основании, фиксация последней от смещения, подача присоединяемой детали с обеспечением ее вертикального перемещения и осуществление ориентирования деталей относительно друг друга.
Недостатком указанного способа является отсутствие управляемого вращения для сборки профильных соединений с зазором, нет компенсации погрешностей положения деталей.
Из уровня техники также известен способ сборки соединений типа «вал-втулка» (патент на изобретение РФ №2381095, B23P 19/04, 2010 г.), принятый за прототип.
В данном способе одну деталь определяют базовой, а другую - присоединяемой, процесс ведут с использованием вибрирующего основания и зажимного приспособления для размещения этих деталей. Базовую деталь размещают по оси сборки, фиксируют от смещения и обеспечивают ей колебательные движения, после чего усилием сборки обеспечивают контакт между торцами соединяемых деталей, добиваясь смещения присоединяемой детали под действием колебаний базовой детали в сторону оси сборки до полного совмещения сопрягаемых поверхностей.
Его недостатком является отсутствие управляемого вращения для сборки профильных соединений с зазором свыше 0,01 мм.
Задача изобретения состоит в создании такого способа сборки профильных соединений с зазором, который позволит оптимизировать требования к точности сборочного оборудования при повышении надежности и производительности сборочных работ.
Сущность изобретения состоит в том, что сборку профильных соединений с зазором осуществляют посредством вибрирующего основания, на котором соосно оси сборки размещают базовую деталь (втулку), фиксируя ее от смещения и обеспечивая ей колебательные движения. Затем подают присоединяемую деталь (профильный вал), размещенную в схвате робота, с обеспечением ее вертикального перемещения и усилием сборки обеспечивают контакт между торцами соединяемых деталей посредством пневмопривода и движений вибрирующего основания.
Отличие состоит том, что дополнительно к колебательным движениям вибрирующего основания с размещенной на нем базовой деталью осуществляют вращательные движения вокруг оси сборки с помощью управляемого электропривода, установленного рядом с вибрирующим основанием.
Техническим результатом является расширение диапазона допустимого начального рассогласования положения профильных деталей как по оси, так и по углу.
Сущность изобретения поясняется чертежами, на которых изображено:
фиг.1 - схема способа сборки;
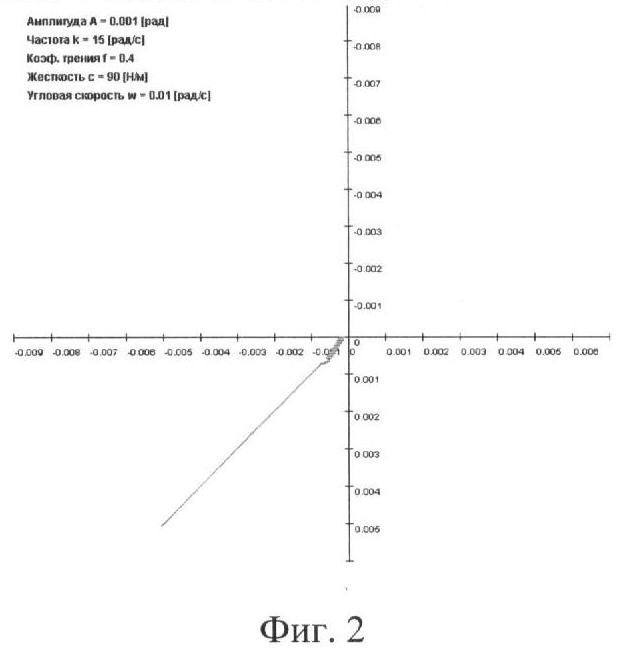
фиг.2, 3, 4 - траектории направленного движения присоединяемой детали к центру базовой детали.
Предложенный способ осуществляют на установке для сборки деталей, которая состоит из: закрепленного в подающем устройстве пассивного адаптивного схвата робота 1, обеспечивающего не только возможность упругих перемещений, но и компенсацию погрешностей углового положения сопрягаемых деталей с закрепленной в нем присоединяемой деталью (профильным валом) 2, как минимум, по двум степеням свободы, базовой детали (втулки) 3, установленной на вибрирующем основании 4 и сообщающей ей колебательные движения, по гармоническим законам вокруг двух взаимно перпендикулярных осей, а именно: оси 5 (Y) и оси 6 (X), а также вращательное движение вокруг оси 7 (Z) с помощью управляемого электропривода 8, и датчиков, установленных вне вибрационного устройства (на схеме не показано), которые контролируют изменения амплитуды колебаний вибрирующего основания 4.
Способ сборки профильного соединения с зазором осуществляют следующим образом. Базовую деталь (втулку) 3 устанавливают на вибрирующем основании 4 по оси сборки, фиксируют ее от смещения с обеспечением колебательных движений. Причем колебательные движения обеспечиваются генератором низкочастотных колебаний, частота которых контролируется с помощью электронного частотомера, а фактическая амплитуда колебаний вибрирующего основания 4 отслеживается бесконтактными лазерными датчиками (на чертеже не изображено) и все полученные сигналы собираются и обрабатываются компьютером.
При этом совокупность сообщаемых вибрирующему основанию 4 качательных движений одновременно вокруг двух взаимно перпендикулярных осей 5 (Y) и 6 (X), лежащих в одной плоскости, размещенной параллельно плоскости основания, обеспечивает за счет этих колебаний компенсацию погрешности положения деталей.
Дополнительно к колебательным движениям вибрирующего основания 4 с размещенной на нем базовой деталью 3 осуществляют вращательное движение вокруг оси сборки 7 (Z) с помощью управляемого электропривода 8, установленного рядом с вибрирующим основанием.
После достижения требуемого режима колебаний осуществляют подачу присоединяемой детали (профильного вала) 2 пневматическим приводом 8 в зону сборки с некоторой несоосностью относительно базовой детали (втулки) 3, в результате чего возникает контакт между торцами соединяемых деталей 2 и 3. Под действием вращений и колебаний базовой детали (втулки) 3 присоединяемая деталь (профильный вал) 2 смещается к ее центру до полного совмещения сопрягаемых поверхностей и происходит сборка.
Анализ экспериментальных данных и результатов численного решения рассматриваемой задачи показал, что существуют области изменения основных динамических и конструктивных параметров, при которых центр масс присоединяемой детали 2 достаточно быстро приближается к оси базовой детали 3. Эти результаты отражены в таблице и отображены на фигурах 2, 3, 4. Оптимальный вариант этих результатов отображен на фигуре 3.
Таким образом, анализ экспериментальных данных и результатов численного решения рассматриваемой задачи показал, как расширяется диапазон допустимого начального рассогласования положения осей собираемых деталей и как с помощью дополнительного вращательного движения осуществляется сборка профильных соединений с зазором свыше 0,01 мм.
Использование предложенного изобретения позволит устранить влияние на процесс сборки взаимного перекоса и смещения деталей, тем самым исключая возможность взаимного заклинивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ТИПА "ВАЛ-ВТУЛКА" | 2008 |
|
RU2381095C1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2013 |
|
RU2542201C2 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1288014A1 |
| СПОСОБ НАЖИВЛЕНИЯ И СБОРКИ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ ПО ЦИЛИНДРИЧЕСКИМ ПОВЕРХНОСТЯМ С ГАРАНТИРОВАННЫМ ЗАЗОРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2207944C2 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| УСТРОЙСТВО ВЗАИМНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ ПРИ СБОРКЕ | 2002 |
|
RU2215633C2 |
| Захватная головка манипулятора | 1988 |
|
SU1572806A1 |
| Способ сборки деталей типа вал-втулка | 2015 |
|
RU2638089C2 |
| Адаптивная сборочная головка промышленного робота | 1988 |
|
SU1618561A1 |
| Устройство для сборки деталей типа вал-втулка | 1986 |
|
SU1388258A1 |


Изобретение относится к области машиностроения, а именно к способам сборки профильных соединений с зазором. Размещают на вибрирующем основании соосно оси сборки базовую деталь, фиксируют последнюю от смещения и обеспечивают ей вращательные движения вокруг оси сборки и сложные колебательные движения. Осуществляют подачу присоединяемой детали, размещенной в схвате робота, с обеспечением ее вертикального перемещения пневматическим приводом. Обеспечивают контакт между торцами соединяемых деталей посредством упомянутого пневмопривода и за счет колебательных движений вибрирующего основания. Обеспечивают контроль сборки по изменениям параметров колебаний вибрирующего основания, которые контролируют два датчика, установленные вне вибрирующего основания. В результате расширяется диапазон допустимого начального рассогласования положения осей соединяемых деталей. 4 ил., 1 табл.
Способ сборки профильных соединений с зазором, включающий размещение на вибрирующем основании соосно оси сборки базовой детали, фиксацию последней от смещения и обеспечение ей сложных колебательных движений, подачу присоединяемой детали, размещенной в схвате робота с обеспечением ее вертикального перемещения пневматическим приводом, при этом обеспечивают контакт между торцами соединяемых деталей посредством упомянутого пневмопривода и колебательных движений вибрирующего основания, отличающийся тем, что одновременно к колебательным движениям вибрирующему основанию с размещенной на нем базовой деталью сообщают вращательные движения вокруг оси сборки с помощью управляемого электропривода, установленного рядом с вибрирующим основанием, при этом обеспечивают контроль сборки по изменениям параметров колебаний вибрирующего основания, которые контролируют два датчика, установленные вне вибрирующего основания.
| Способ ориентирования | 1987 |
|
SU1516296A1 |
| Самоустанавливающаяся сборочная головка | 1986 |
|
SU1342658A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Способ ориентирования деталей приСбОРКЕ | 1979 |
|
SU823058A2 |
| EP 1112805 A2, 04.07.2001. | |||

