Изобретение относится к области машиностроения и может быть использовано при сборке резьбовых соединений.
Известны способы сборки резьбовых соединений, включающие предварительную затяжку путем воздействия вынужденными колебаниями на резьбовое соединение и окончательную затяжку с контролем качества соединения (Патент RU №2228256 С1, В25В 21/00, 10.05.2004, Бюл. №13), [1].
Недостатком известных способов является низкая надежность соединений.
Наиболее близким по технической сущности является способ сборки резьбовых соединений, включающий предварительную затяжку, которую осуществляют с воздействием вынужденными колебаниями на резьбовое соединение, преобразование механических колебаний в электрический сигнал, регистрацию параметра качества соединения и окончательную затяжку с контролем качества полученного резьбового соединения до достижения эталонного значения параметра качества (Патент RU №2277041 С1, В25В 21/00, В23Р 19/06, 27.05.2006, Бюл. №15), [2].
Недостатком известного способа является низкое качество формируемого резьбового соединения.
Технический результат предлагаемого изобретения заключается в повышении качества формируемых резьбовых соединений.
Технический результат достигается тем, что в способе сборки резьбовых соединений, включающем предварительную затяжку, которую осуществляют с воздействием вынужденными колебаниями на резьбовое соединение, преобразование механических колебаний в электрический сигнал, регистрацию параметра качества соединения и окончательную затяжку с контролем качества полученного резьбового соединения до достижения эталонного значения параметра качества, в процессе сборки дополнительно осуществляют ударные воздействия на резьбовое соединение, а в качестве параметра качества используют логарифмический декремент колебаний формируемого соединения.
Отличительной особенностью предлагаемого способа сборки является совмещение ультразвуковых и ударных воздействий в процессе формирования резьбового соединения и анализ реакции механической колебательной системы на эти воздействия. Одновременное использование ударных механизмов с частотой воздействия 3-40 ударов в секунду и высокочастотных ультразвуковых колебаний, рабочий диапазон частот которых составляет около 20000 воздействий в секунду, дает возможность получить новые возможности, как в технологическом, так и в информационном аспектах.
Технологические преимущества разработанного способа заключаются в том, что за счет воздействия вынужденными колебаниями совместно с ударными воздействиями в соединении происходят изменения кинематических условий контактирования поверхностей, существенное снижение сил трения, а также изменяется характер напряженного состояния металла в зоне трения. Воздействие вынужденными колебаниями сопровождается уменьшением нагрузок на технологическое оборудование и снижением энергетических затрат без ухудшения несущей способности резьбовых соединений, кроме того, вибрации приводят к изменению как физико-механических свойств, так и микрогеометрии контактирующих деталей. В результате изменения параметров качества поверхностного слоя контактирующих деталей, несущая способность формируемого резьбового соединения становится выше.
Информационные преимущества разработанного способа заключаются в повышении достоверности контроля качества формируемого резьбового соединения за счет увеличения количества получаемой диагностической информации. Приложение к механической системе вынужденных колебаний с информационных позиций рассматривается как тестовое гармоническое воздействие, по реакции на которое можно определить амплитудно-частотные характеристики анализируемой системы в частотной области. С информационных позиций приложение ударных воздействий рассматривается как тестовый сигнал, подаваемый на вход анализируемой системы, реакцией которой будут затухающие колебания, параметры которых несут диагностическую информацию о свойствах анализируемой механической системы во временной области [3]. Ударное воздействие обладает намного более широким спектром по сравнению с частотным воздействием от ультразвуковых колебаний. «На практике, когда входной процесс вводится искусственно, улучшить качество идентификации можно простым увеличением до максимально возможной величины ширины спектра входного процесса» (Бендат Дж., Пирсол А. Применение корреляционного и спектрального анализа: Пер. с англ. - М.: Мир, - 1983. - 312 с. С.139), [4], а ударное воздействие обладает более широким спектром, чем гармоническое колебательное воздействие.
Изменение нормального давления в контактной зоне в процессе затяжки резьбового соединения приводит к увеличению площади контактирования деталей и изменению жесткости и демпфирования колебательной механической системы, к изменению акустического контакта в рабочей зоне и отображается в функции таких взаимосвязанных величин, как декремент затухания, коэффициент поглощения, добротность и т.д.
Импульсное (ударное) воздействие позволяет выявить внутренние колебательные свойства механической системы, которые наиболее полно выражаются при ее свободных колебаниях. Особенности снижения амплитуды свободных колебаний во времени определяются диссипативными характеристиками рассеяния энергии в механической системе и могут служить основой для получения интегральных характеристик качества сборки. Наиболее часто при экспериментальной оценке колебательных свойств систем используют логарифмический декремент колебаний [3], который характеризует темп затухания свободных колебаний в системе и определяется натуральным логарифмом отношения двух последовательных максимальных значений переменной:
 ,
,
где Ami, Ami+1 - последовательные значения убывающих амплитуд.
Логарифмический декремент колебаний показывает темп затухания возбужденных ударным импульсом свободных колебаний и для большинства машиностроительных конструкций составляет от нескольких сотых до нескольких десятых долей единицы и служит для оценки динамического качества механической системы.
На чертеже изображена структурная схема устройства для реализации предлагаемого способа.
Устройство содержит боек 1 и наковальню 2, связанную со шпинделем 3 и ключом 4, надетым на гайку 5. Собираемые детали 6 и 7 стягиваются болтом 8, с которым взаимодействует концентратор 9 ультразвуковых колебаний, к противоположному торцу которого посредством шпильки 10 поджат пьезокерамический преобразователь 11, набранный из дискретных шайб осевой поляризации. Пьезокерамический преобразователь 11 зажат между концентратором 9 и частотопонижающим элементом 12 (демпфером).
На одной из собираемых деталей 6 закреплен датчик вибрации 13, выход которого подключен к аналого-цифровому преобразователю (АЦП) 14, который соединен со входом персонального компьютера 15, к выходу которого подключен цифроаналоговый преобразователь (ЦАП) 16, соединенный со входом ультразвукового генератора 17, подключенного к пьезокерамическому преобразователю 11.
Способ сборки резьбовых соединений реализуют следующим образом.
Основными деталями ударного механизма являются боек 1 и наковальня 2. При последовательных ударных взаимодействиях бойка 1 и наковальни 2 ударные воздействия передаются через шпиндель 3 и ключ 4 на гайку 5, которая затягивается с необходимой силой. Под действием силы затяжки болт 8 растягивается, и стягиваемые детали 6 и 7 сжимаются. Такой процесс позволяет получать значительные силы затяжки при незначительной мощности привода, небольших размерах и массе гайковерта.
Одновременно в контролируемом изделии, состоящем из собираемых деталей 6 и 7, в процессе свинчивания дополнительно возбуждают и принимают колебания, добиваясь резонанса. Колебания возбуждают пьезокерамическим преобразователем 11 и усиливают по амплитуде концентратором 9. Механические колебания от ударных воздействий накладываются на вынужденные колебания, возбуждаемые пьезокерамическим преобразователем 11, преобразуются датчиком вибрации 13 в электрический сигнал, который оцифровывается в аналого-цифровом преобразователе 14 и обрабатывается в персональном компьютере 15.
Для автоматической настройки на резонанс с выхода персонального компьютера 15 сигнал в цифровом виде подается на вход цифроаналогового преобразователя 16, с выхода которого аналоговый сигнал поступает в блок возбуждения колебаний, который представляет собой перестраиваемый по частоте генератор ультразвуковых колебаний 17.
В персональном компьютере 15 производится выделение и запоминание (фиксация) максимального значения переменной (огибающей колебаний) Ami. Затем определяется и запоминается следующее максимальное значение переменной Ami+1, вычисляется их отношение  и определяется натуральный логарифм этого отношения, который и будет являться текущим значением логарифмического декремента колебаний формируемого резьбового соединения. В персональном компьютере 15 предварительно устанавливают эталонные значения логарифмического декремента колебаний для данного типа резьбового соединения и при достижении текущим значением логарифмического декремента колебаний эталонного значения процесс затяжки прекращают.
и определяется натуральный логарифм этого отношения, который и будет являться текущим значением логарифмического декремента колебаний формируемого резьбового соединения. В персональном компьютере 15 предварительно устанавливают эталонные значения логарифмического декремента колебаний для данного типа резьбового соединения и при достижении текущим значением логарифмического декремента колебаний эталонного значения процесс затяжки прекращают.
В качестве датчика вибрации 9 использовались датчики типа КВ-10 или KD-35 с пьезоэлектрической пластиной, работающей на изгиб, благодаря своей высокой чувствительности и выгодной форме датчик обеспечивает раздельное определение различно направленных составляющих колебания.
Для преобразования аналоговых сигналов в цифровую форму был использован 12 разрядный аналого-цифровой преобразователь типа JIA-2USB-12 (Россия, г.Москва, фирма «Руднев-Шиляев»), позволяющий подключать до 32 однополюсных каналов к порту USB персонального компьютера. В устройстве JIA-2USB-12 размещен и цифроаналоговый преобразователь. Имеющееся программное обеспечение позволяет проводить с помощью персонального компьютера одновременный анализ частотных и временных сигналов, что существенно повышает достоверность контроля качества соединений.
Одновременное воздействие вынужденных колебаний и ударных воздействий способствует увеличению производительности и снижению энергоемкости процесса сборки резьбовых соединений.
Совместный анализ системы во временной и частотной областях повышает достоверность оценки качества формируемого резьбового соединения за счет более полного использования диагностической информации, причем получаемая информация может быть использована как для оценки качества формируемого соединения, так и для оперативного управления ходом технологического процесса сборки.
Предлагаемый способ сборки резьбовых соединений позволяет обеспечить гарантированное качество каждого соединения без ужесточения технологии изготовления и сборки деталей за счет соответствующих средств контроля.
Источники информации
1. Патент RU №2228256. МПК В25В 21/00. Способ сборки резьбовых соединений / Шуваев В.Г., Штриков Б.Л., Шуваев И.В. №2002124027/11; Заявл. 09.09.2002; Опубл. 10.05.2004. Бюл. №13.
2. Патент RU №2277041 С1, В25В 21/00, В23Р 19/06. Способ сборки резьбовых соединений / Шуваев В.Г., Штриков Б.Л., Шуваев И.В. 27.05.2006, Бюл. №15.
3. Пановко Я.Г. Введение в теорию механических колебаний: Учебное пособие. - 2-е изд., перераб. - М.: Наука. Главная редакция физико-математической литературы, 1980. - 272 с.
4. Бендат Дж., Пирсол А. Применение корреляционного и спектрального анализа: Пер. с англ. - М.: Мир, 1983. - 312 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контролируемой сборки резьбовых соединений и устройство для его осуществления | 2020 |
|
RU2773228C2 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2277041C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2228256C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2502591C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2319603C2 |
| СПОСОБ СВАРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2343060C2 |
| СПОСОБ ЗАПРЕССОВКИ ТВЕРДОСПЛАВНЫХ ЗУБКОВ В КОРПУС ШАРОШКИ БУРОВОГО ДОЛОТА | 2008 |
|
RU2357848C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2008 |
|
RU2404031C2 |
| Способ контроля качества сборки деталей | 1991 |
|
SU1793366A1 |
| Способ неразрушающего контроля соединений | 1990 |
|
SU1805379A1 |
Изобретение относится к области машиностроения и может быть использовано при сборке резьбовых соединений. Способ включает предварительную затяжку, преобразование механических колебаний в электрический сигнал, регистрацию параметра качества соединения и окончательную затяжку с контролем качества полученного резьбового соединения до достижения эталонного значения параметра качества. В процессе формирования соединения осуществляют ударные воздействия на резьбовое соединение. В качестве параметра качества используют логарифмический декремент колебаний формируемого соединения. В результате обеспечивается повышение качества формируемых резьбовых соединений. 1 ил.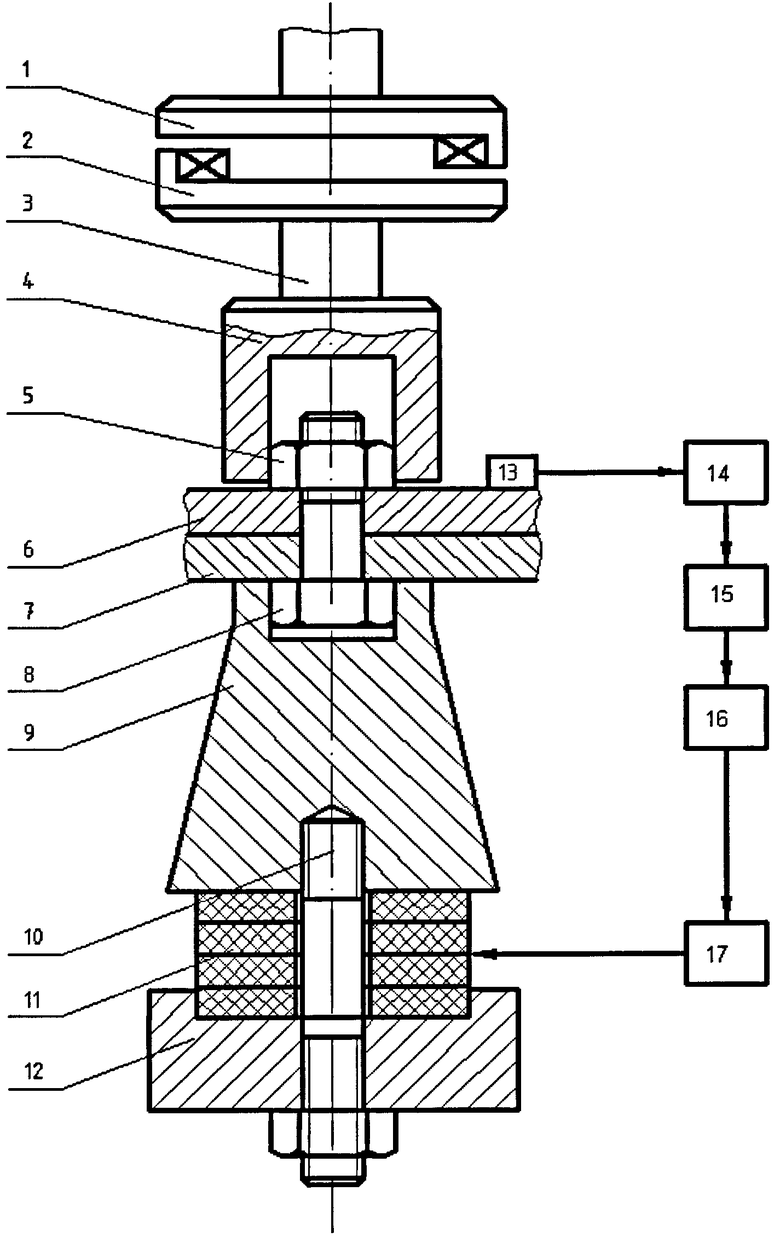
Способ сборки резьбовых соединений, включающий предварительную затяжку, которую осуществляют путем воздействия вынужденными колебаниями на формируемое резьбовое соединение, преобразование механических колебаний в электрический сигнал, регистрацию параметра качества соединения и окончательную затяжку с контролем качества полученного резьбового соединения до достижения эталонного значения параметра качества, отличающийся тем, что в процессе формирования соединения дополнительно осуществляют ударные воздействия на резьбовое соединение, а в качестве параметра качества используют логарифмический декремент колебаний формируемого соединения.
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2277041C1 |
| Способ сборки резьбовых соединений | 1987 |
|
SU1505770A1 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2228256C1 |
| УСТРОЙСТВО для АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ШЕЕК ДЕТАЛЕЙ | 0 |
|
SU221528A1 |

