Изобретение относится к машиностроению и может быть использовано для автоматизации сборочных операций.
Известно устройство, содержащее станину с направляющими, смонтированные на ней силовой цилиндр с грузовым элементом, имеющим возможность перемещения, капсулу, размещенную в верхней опоре и подпружиненную относительно нее, возбудитель механических колебаний, смонтированный в капсуле с возможностью перемещения относительно нее.
Недостатками вышеназванного устройства являются низкая производительность и невозможность пространственного относительного ориентирования собираемых деталей.
Известно устройство для сборки деталей, выбранное в качестве прототипа, содержащее схват с пьезоэлектрическим вибратором, основание с прикрепленным к нему пьезоэлектрическим вибратором.
Недостатком известного устройства является невозможность обеспечения им пространственного относительного ориентирования собираемых деталей и вследствие этого низкая производительность. В известном устройстве детали имеют возможность только линейных относительных перемещений, тогда как в реальных условиях, помимо линейных смещений, собираемые детали имеют относительное угловое смещение (рассогласование), что и приводит к снижению производительности, так как имеющееся угловое смещение собираемых деталей необходимо скомпенсировать, что требует дополнительных затрат времени.
Целью изобретения является расширение технологических возможностей и повышение производительности за счет обеспечения пространственного относительного ориентирования собираемых деталей и увеличения скорости сборки.
Это достигается тем, что в устройстве для сборки деталей, содержащем схват с пьезоэлектрическим вибратором, основание с прикрепленным к нему пьезоэлектрическим вибратором, основание выполнено в виде шарового сегмента, ориентированного вогнутостью к собираемым деталям, а пьезоэлектрический вибратор смонтирован на выпуклой стороне, в полюсной зоне шарового сегмента и забазирован посредством упругого элемента.
Сопоставительный анализ с прототипом показывает, что предлагаемое устройство отличается формой выполнения основания, а именно в виде шарового сегмента, и наличием упругого элемента, служащего для закрепления пьезоэлектрического вибратора с основанием на сборочном столе.
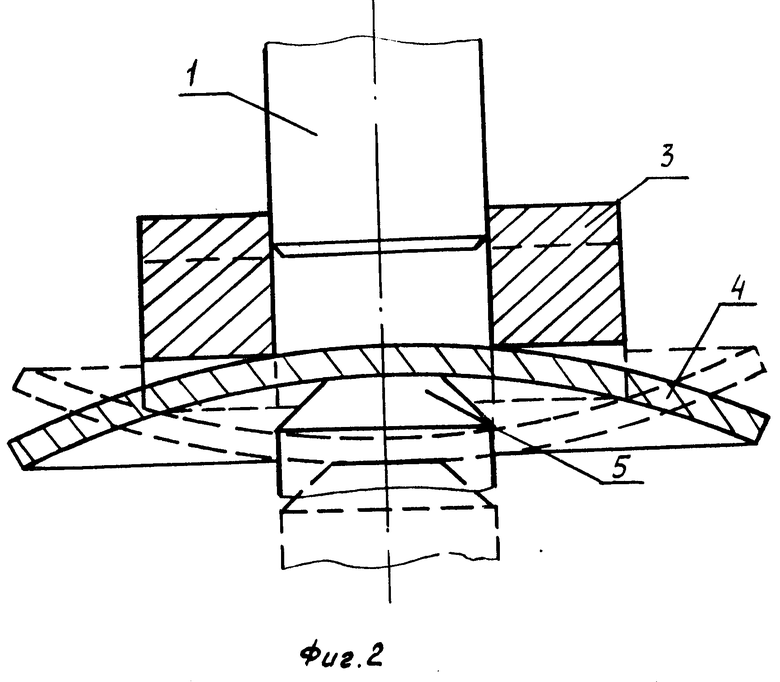
На фиг.1 изображено устройство для сборки деталей; на фиг.2 - положение собираемых деталей до и после процесса захода.
Устройство для сборки деталей содержит валик 1, закрепленный в схвате 2, втулку 3, установленную на вогнутой стороне основания 4, пьезоэлектрический вибратор 5, закрепленный на выпуклой стороне в полюсной зоне основания 4, упругий элемент 6, служащий для крепления основания 4 с пьезоэлектрическим вибратором 5 на сборочном столе 7. Схват 2 снабжен пьезоэлектрическим вибратором 8.
Устройство для сборки деталей работает следующим образом.
Валик 1 закрепляют в схвате 2 и зажимают в узле продольных колебаний, а втулку 3 свободно устанавливают на позиции сборки под валиком на основание 4, выполненное в виде шарового сегмента, к которому прикреплен пьезоэлектрический вибратор 5, установленный посредством упругого элемента 6 на сборочном столе 7. В исходном положении оси валика 1 и втулки 3 имеют линейные и угловые смещения из-за неточности позиционирования собираемых деталей. К одному торцу валика 1 прижимают пьезоэлектрический вибратор 8, а второй торец прижимают к торцу втулки 3 с усилием сборки Q. Пьезоэлектрический вибратор 8 подключают к ультразвуковому источнику питания (не показан) и в валике 1 возбуждают резонансные продольные колебания, частота которых соответствует частоте собственных продольных колебаний валика 1. При этом валик 1 совершает и изгибные колебания. При подаче на пьезоэлектрический вибратор 5 с ультразвукового источника питания (не показан) напряжения резонансной частоты он, изменяя вследствие обратного пьезоэффекта свои геометрические размеры, возбуждает изгибные колебания основания 4, причем узловые линии (линии нулевой амплитуды колебаний) имеют вид концентрических окружностей и в зависимости от порядкового номера резонанса их число в реальных конструкциях может быть равно 1-4. Под действием радиальной составляющей изгибных колебаний (аналогично формированию фигур Хладни) осуществляется процесс ориентирования втулки 3 на основании 4, при этом достигается автоматическое совмещение оси втулки 3 с осью валика 1. Совмещение осей валика 1 и втулки 3 приводит к снятию осевой нагрузки, созданной действием усилия сборки, передаваемым через валик 1 и втулку 3 на основание 4 сверху и действием усилия упругого элемента 6 на выпуклую сторону основания 4. При этом упругий элемент 6 играет и роль развязывающего элемента между сборочным столом 7 и пьезоэлектрическим вибратором 5. Снятие нагрузки вызывает скачкообразное "выхлопывание" основания 4 в направлении сборки, приводящее к быстрому заходу собираемых деталей (см. фиг.2) и далее к их окончательной сборке. В связи с тем, что новое деформированное состояние основания 4 является квазиустойчивым после снятия сборочного усилия основание 4 возвращается в исходное состояние.
Таким образом, наличие в устройстве основания в виде шарового сегмента и упругого элемента позволяет осуществить пространственное ориентирование собираемых деталей, заход и окончательную их сборку, расширяя тем самым технологические возможности и повышая производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАПРЕССОВКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2050244C1 |
| ШАРНИР ПРОТЕЗА | 1992 |
|
RU2049444C1 |
| ВИБРОДВИГАТЕЛЬ | 1991 |
|
RU2045124C1 |
| Способ контроля качества сборки деталей | 1991 |
|
SU1793366A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ПАРАМЕТРОВ ВИБРОДВИГАТЕЛЯ | 1992 |
|
RU2045094C1 |
| СПОСОБ ЗАПРЕССОВКИ ТВЕРДОСПЛАВНЫХ ЗУБКОВ В КОРПУС ШАРОШКИ БУРОВОГО ДОЛОТА | 2008 |
|
RU2357848C1 |
| СПОСОБ ЗАПРЕССОВКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182065C2 |
| Устройство для сообщения колебательного движения собираемым деталям | 1991 |
|
SU1804994A1 |
| Способ сборки деталей | 1987 |
|
SU1553303A1 |
| Способ определения качества сборки | 1989 |
|
SU1824279A1 |
Изобретение относится к машиностроению и может быть использовано для автоматизации сборочных операций. Устройство для сборки деталей содержит валик 1, к торцу которого прижимают пьезоэлектрический вибратор 8, а вибратор прижимают к торцу втулки усилием сборки. Втулка свободно устанавливается на основании 4. Вибратор 8 подключают к ультразвуковому источнику питания и в валике возбуждают радиальные колебания. Основание 4 выполнено в виде шарового сегмента, ориентированного вогнутостью к собираемым деталям. Вибратор 5 устанавливают на выпуклой стороне в полюсной зоне шарового сегмента посредством упругого элемента. 2 ил.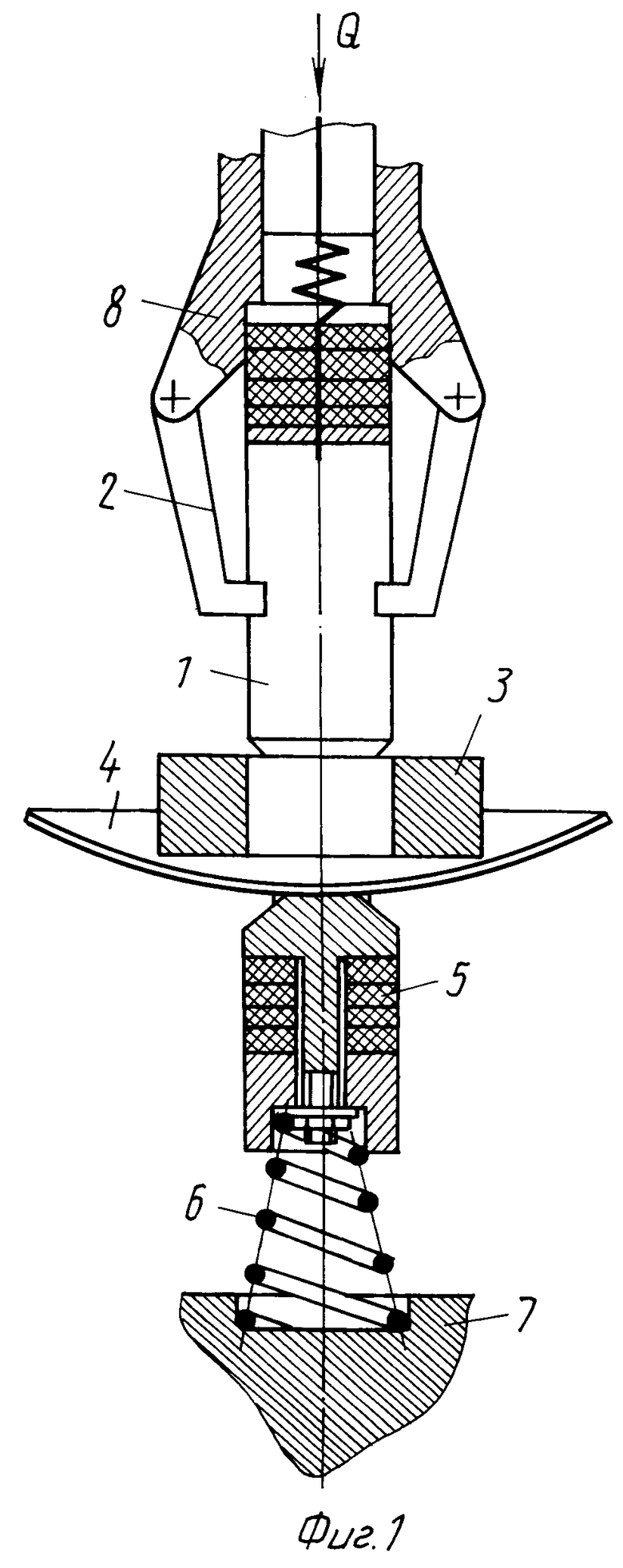
УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ, содержащее схват с пьезоэлектрическим вибратором, основание с прикрепленным к нему пьезоэлектрическим вибратором, отличающееся тем, что основание выполнено в виде шарового сегмента, ориентированного вогнутостью к собираемым деталям, а пьезоэлектрический вибратор закреплен на его выпуклой стороне в полюсной зоне шарового сегмента и смонтирован на дополнительно введенном упругом элементе.
| Способ сборки деталей | 1987 |
|
SU1553303A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
