Изобретение относится к области медицины, а именно к инструментам для проведения хирургических операций, в частности для изготовления в кости сквозного, замкнутого по длине, паза или для выполнения на ее наружной поверхности скоса.
Известная костная фреза содержит рабочую часть с центральным отверстием и с группами из двух рядов режущих и одного зачистного зубьев, расположенных по длине рабочей части и по винтовой линии. Каждый из зубьев содержит вставные режущие кромки треугольного для режущих и сплошного для зачистных профилей, причем чередующиеся через один зубья группы расположены по винтовой линии в направлении, противоположном направлению подъема винтовых линий смежных зубьев. В местах сопряжений передней и задней поверхностей каждого зуба изготовлены соединенные с центральным отверстием радиальные отверстия, служащие для отвода стружки.
Недостатками известной костной фрезы являются следующие. Так, на поверхности кости после обработки имеются следы повреждений (пересекающиеся бороздки, мелкая зыбь, рифления), природа возникновения которых в дополнительных вибрационных нагрузках, принимающих порой большие значения. При одинаковых углах наклонов винтовых линий расположения зубьев костная ткань оказывает равнозначное сопротивление проникновению в них режущих зубьев и даже при малейших вариациях условий резания (из-за имеющих место пустот и пор в тканях, или, наоборот, включений повышенной твердости) образующаяся дополнительная дестабилизирующая динамическая нагрузка, не компенсируется.
Конструкция известной костной фрезы такова, что каждый ее зуб испытывает большие нагрузки, в результате чего в зоне резания образуется значительное дополнительное тепловыделение, выделяющееся в стружку, фрезу, окружающую среду и в костную ткань.
Наличие небольших по диаметру отверстий для отвода стружки неэффективно, по- скольку из-за малой площади сечения отверстий происходит быстрое забивание их костной стружкой, а не попавшая в центральный канал стружка заполняет все свободное пространство на передней поверхности каждого зуба, попадает и на заднюю поверхность каждого зуба и, за- щемляясь между ней и стенками костного
л
vj
ю
00
канала, вызывает дополнительный травматизм костных .тканей.
Целью изобретения является обеспечение виброустойчивости обработки костной ткани и снижение трения резания.
Поставленная цель достигается тем, что в костной фрезе треугольные зубья в каждой группе расположены соосно друг другу, причем основания зубьев в средних рядах равны шагам этих рядов, а основания зубь- ев в крайних рядах выполнены меньшими оснований зубьев средних рядов, при этом зубья каждой группы выполнены с равными шагами, смещенными относительно друг друга на половину своей величины, соотно- щение углов наклонов винтовых линий противоположного направления составляет 1,5-1,7, а полости для отвода стружки выполнены в виде вытянутых прорезей, ориентированных вдоль винтовых линий. При этом, основания зубьев средних рядов превышают основания зубьев крайних рядов в два раза.
Заявляемая костная фреза отличается от изобретения формой режущих зубьев, их расположением друг относительно друга, соотношением углов наклонов винтовых линий расположения зубьев, а также формой полости для отвода стружки. Таким образом, заявляемая костная фреза соответству- ет критерию новизна.
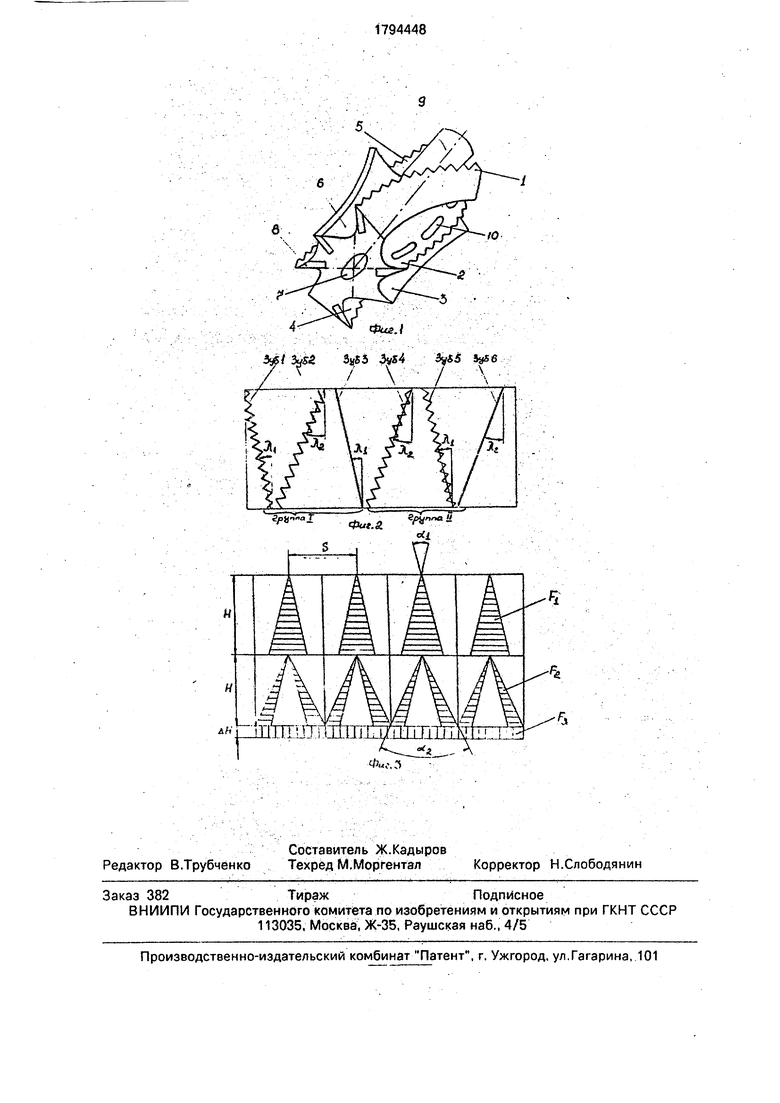
На фиг.1 изображена аксонометрическая проекция предлагаемой костной фрезы; на фиг.2 - развертка рабочей части фрезы; на фиг.З-схематичное изображение припуска, снимаемого зубьями одной группы
Костная фреза имеет рабочую часть с двумя группами зубьев, в каждую из которых входят по два режущих зуба (1 и 2 для группы I и 4 и 5 для группы II) и по одному зачистному зубу (зуб 3 группы I и зуб б группы l). Каждый режущий зуб (1,2,3 и 4) представляет собой ряд зубьев треугольного профиля,
Треугольные зубья внутри одной группы расположены соосно друг другу таким образом, что основания зубьев в средних рядах (ряд зубьев с площадью среза F2) равны S (S - шаг зубьев данного ряда), а осно- вания зубьев в крайних рядах (ряд зубьев с площадью среза Ft) выполнены меньшими оснований зубьев средних рядов и равны S/2.
Зубья каждого ряда выполнены с рав- ными шагами S, однако зубья среднего ряда смещены относительно зубьев крайнего ряда на S/2.
Крайний ряд зубьев 1 оставляет на поверхности кости след обработки в виде ряда
симметричных треугольников высотой Н и углом при вершине «1, а следующий за ним средний ряд зубьев 2 той же группы оставляет на поверхности кости поверх предыдущего следа новый след обработки в виде соосно с первыми расположенных симметричных треугольников высотой Н и углом при вершине од (а.г «1). Таким образом, профили режущих зубьев двух рядов одной группы дополняют друг друга до полного треугольного профиля с основанием S и высотой Н, фиг.З.
Площади следов срезов ряда зубьев 1 (Fi) и 2 (Fa) равны и составляют половину площади Рд полного треугольника, который они дополняют:
Fi F2 - F Д.
Все ряды режущих зубьев располагаются по длине рабочей части фрезы по винтовой линии таким образом, что чередующиеся через один зубья (например, нечетные 1, 3 и 5) располагаются по винтовой линии одного направления подъема и с одним углом AI наклона винтовой линии, а находящиеся в промежутке между ними зубья (например, четные 2,4 и 6) располагаются на рабочей части фрезы по винтовой линии противоположного, по отношению к первому, направлению с углом Д.2 наклона винтовой линии. Соотношение углов наклонов винтовых линий противоположного направления составляет Хг /Ai 1,5-1,7.
Рабочая часть фрезы имеет центральное отверстие 7, а каждый ее зуб образован пересечением передней и задней поверхностей и содержит вставные режущие кромки 8. Хвостовик 9 выполнен отдельно от рабочей части и связан с ней неразъемной прессовой посадкой, либо стыковой сваркой.
Зачистные зубья 3 и 6 обеих групп имеют прямоугольный профиль, в процессе резания производят дополнительное углубление в кости высотой ДН и оставляют след в виде прямоугольника.
Полости для отвода стружки из зоны резания выполнены в виде протяженных по длине замкнутых винтовых канавок 10, ориентированных в направлении винтовой линии своего зуба.
Хвостовик 9 изготовлен из стали 45 или 40Х по ГОСТ 1050-74, корпус 1 - из меди различных марок по ГОСТ 859-78, а вставные кромки 8 - из инструментальной быстрорежущей стали Р6М5 или Р9К10 по ГОСТ 19265-73, либо твердосплавных пластин марок Т15К6.
Костной фрезой пользуются следующим образом.
Фрезе сообщают вращение от привода (не показан) и вводят в контакт с обрабатываемой поверхностью кости. Для установки фрезы на полную глубину резания она получает движение в направлении, нормальном срезаемому припуску. Вследствие расположения рядов зубьев рабочей части по винтовой линии различного направления происходит плавное, без вибраций вреза- ние фрезы в обрабатываемую костную ткань, а из-за различных величин углов на- клонов винтовых линий ( Яг ) фактиче- ские следы припусков режущих зубьев одной группы имеют разновысотные треугольные профили, Аналогичные следы оставляют режущие зубья другой группы. В целом же происходит выравнивание следов пропусков и, соответственно, нагрузки на режущие зубья рабочей части фрезы, фиг.З.
Таким образом, реализация рабочей части в виде групп зубьев, располагаемых по длине рабочей части по разнонаправлен- ным винтовым линиям с различными углами наклона, позволили создать чередующуюся по величине нагрузку на зубья как в пределах одной группы зубьев, так и между группами зубьев с усредненным, незначительным по величине, значением нагрузки на каждый.зуб.
Возникающие дестабилизирующие возмущающие воздействия из-за неизбежной неоднородности условий резания (неоднородности костной ткани, разброса режущих свойств и др.) полностью компенсируются предлагаемой схемой резания.
Аналогичным образом усредняются (взаимно уравновешиваются) и осевые нагрузки, действующие разнонаправленно на зубья с различным направлением винтовых линий и являющиеся различными по величине из-за различных углов наклона винтовых линий.
Выделяющееся при резании тепло отводится из зоны резания, в том числе, и в корпус фрезы. Из-за высокой теплопроводности его материала оно беспрепятственно отводится далее в хвостовик 9.
Образующаяся при резании костная стружка, перемещаясь по передней поверхности, беспрепятственно попадает в протяженные замкнутые винтовые канавки 10 и далее в центральное отверстие 7, Значительные размеры канавок не позволяют стружке скапливаться в зоне резания.
Выполнение конструктивно самостоятельными основных деталей фрезы - хвостовика, рабочей части, вставок, - упростило и удешевило конструкцию. При минимальных расходах на материал наблюдается высокая эффективность в работе интенсивный теплоотвод из зоны резания и высокая виброустойчивость. Фреза прошла клинические испытания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Костная фреза | 1989 |
|
SU1690711A1 |
| Костная фреза | 1991 |
|
SU1807867A3 |
| Хирургическое сверло | 1989 |
|
SU1718851A1 |
| Концевая костная фреза | 1991 |
|
SU1804314A3 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| Фреза | 1986 |
|
SU1333478A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЛОЖА ПОД ВНУТРИКОСТНЫЙ ВИНТОВОЙ ИЛИ ЦИЛИНДРИЧЕСКИЙ ИМПЛАНТАТ | 2004 |
|
RU2285498C2 |
| Дисковая пила | 1990 |
|
SU1747041A1 |
| Способ устранения вибрации при обработке металлов | 1940 |
|
SU63206A1 |
Назначение: для проведения хирургических операций, в частности для изготовления в кости сквозного, замкнутого по длине паза или выполнения на ее внутренней поверхности скоса. Сущность изобретения: треугольные зубья фрезы расположены на ее корпусе в виде групп, в каждой из которых зубья размещены в рядах со смешением на половину своей величины, а соотношение углов наклона винтовых линий противоположных направлений составляет 1,5-1,7. 1 з.п.ф-лы, 3 ил.
Формула изобрет-ения
треугольные зубья в каждой группе расположены в рядах соосно друг с другом, причем основания зубьев в средних рядах
равны шагам этих рядов, а основания зубьев в крайних рядах выполнены меньшими оснований зубьев средних рядов, при этом зубья каждой группы выполнены с равными шагами, смещенными относительно друг
друга на половину своей величины, соотношение углов наклонов винтовых линий противоположного направления составляет 1,5-1,7, а полости для отвода стружки выполнены в виде вытянутых прорезей, ориентированных вдоль винтовых линий.
| Костная фреза | 1989 |
|
SU1690711A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
