В результате исследовательской работы по вибрациям при резании металлов, проведённой изОбретателем, установлено, что причинами самовозбуждения вибраций при резгяии являются: а) определённая зависимость сил трения металла о резец от скорости, б) периодическое изменение рабочих углов ин струмента и в) периодическое изменение сечения стружюи.
Для устранения вибраций при работе на станках уже известно применение, помимо основного резца, ещё второго резца, имеющего naiзначевие гасить вибращии. Настоящим изобретением также предл агается устранять вибрации путём срезажия одним из резцов) волн, образующихся от другого- резца на паверхности резания при нана вщихся вибрациях под определённым углом, но при этом саздаются различные условия трения на юдном и другом резцах за счёт различной их геометрии. Углы i и Х наклона кромок обоих резцо1В1 подбираются так, что1бы удовлетворять неравен1 sin tp,
ству tg ()n + -2) Г
длина волны при вибрации,
главный угол в плане и t - глубина
резания.
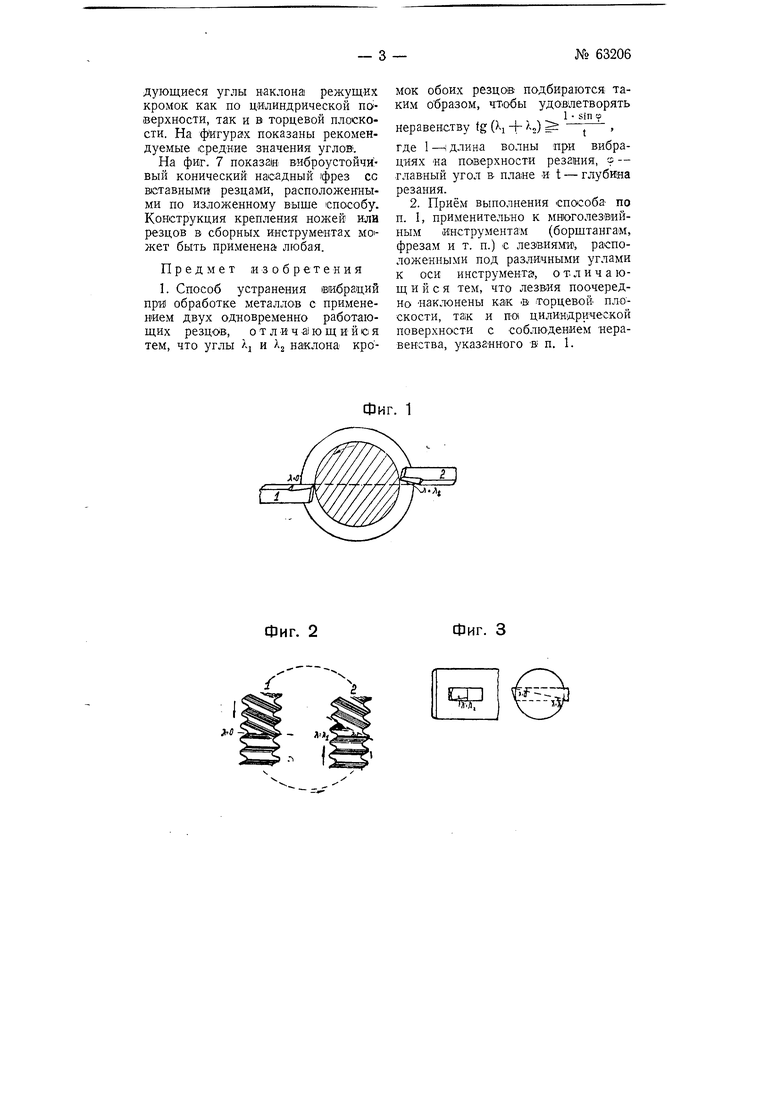
На чертеже фиг. 1 изображает иаметрально противоположное расоложение двух резцо®, фиг. 2 - хематически иллюстрирует возниковение и гашение вибраций, фиг. 3 - показывает а двух проекях борштангу, фиг. 4 - расточную головку в трёх проекциях, фиг. 5, б и 7 -торцевую, насадную и со вставными, яожамн фрезы, выполненные согласно настоящему изобретению.
Геометрия основного резца может быть любой, Б зажсимости от технологических условий обработки.
Установка и геометрия второго резца должны удовлетворять следующим условиям.
Второй резец устанавливается на одном супорте с основным, причём наиболее удобным расположением является диаметрашьно противопо/ложное, как показано на фиг. 1 (однако, может быть и любое другое расположение Hiai окружности обрабатываемого изделия).
Второй резец устамавливается «а одинаковую глубину резания с основным резцом и на небольщую толщину стружки (рекомендуется одна пятая или одна четвёртая от размера общей подачи, но можно распределить толщину струн ки даже и поровну между обоими резцами).
Сумма углаа наклоиа режущих кромок обоих резцов должна удаьлетвюрять следующему неравенству:
tg(X. + X.)g.
где ч и 2 - углы наклона режущих кромок основного И1 второго резцов, 1 - длина волны при вибрациях яа поверхности резания ei мм, - главный угол в плаие и t - глубина резания В мм. Длина) 1 .может быть определена, если- известна частота свободных колебаний
V louO системы -со из формулы 1 ,
где V - скорость резания в м/мин. Действительно, из фиг. 2 легко
1 видеть, что условие tg Xj - ,
где b - длина; стружки по главной
режущей кромке и1 - длина волны на поверхности резания, выражает собою условие пересечения наклонной режущей кромкой (см. пунктирную линию на правой стороие фиг. 2) одной целой ВОЛНЫ ( больще) на( поверхности резания, появившейся «следствие начавшихся вибраций.
t Известно, что b - .
Таки1м образом получается выра 1 sin 9
жение tg ч j- или при
наличии двух равличных Xj и .2 на обоих резца)х (учитывая практически наличие иеравенства), приближённо:
1 ЯП tg(X,+X)- Легко убедиться, что при условии пересечения главными режущими кромкам1И каждого из резцов одной целой волны сечение 1снимаемой стружки будет у ка кдого резца п оЬтоянно, даже при и-ачавшихся вибрациях. Опыт же показал, что не только при наличии райен1 Sin ства tg Xj - . ио и при
наличии прИ1В едённ1ого выще неравенства, вибрации также затухают; обратное же неравенство даёт худщие результаты.
Бели угол HaiKjiofla режущей кромки ociHOBwoiro резца равен нулю, то у второго резца этот угол должен удовлетворять приведённому (Выще неравенству:
1 sin f tgX,.
Углы в плане у второго резца должны быть одинаковы с этими углами у основиопа.
Показаиная ни фиг. 1 схема расположения основного 1 и второго 2 резцаэ конструктивно легко разрещается постан101вкой задкего рез цедержателя (с продольным и поперечным перемещением) на каретке супорга;. Это особенно пригодно для обработки длинных изделий (валов, стволов орудий и т. п.).
Предлагаемый способ одинаково применим и для многолезвийного инструмента.
На фиг. 3 показана виброустойчивая борщтанга, у которой передние грани общего ножа заточены так, что угол наклона режущей кромки с ОДН10Й стороны рашен нулю, а -с друлой стороны равеН указанной выще величине X,. Режущую кромку по цилиндрической поверхности на одной стороне также рекомендуется заточить под некоторым углом Xj, причём AJ Xj.
Крепление ножей в борщтанге может быть применено любое (на фиг. 3 по казаио клиновюе креплеHi ie).
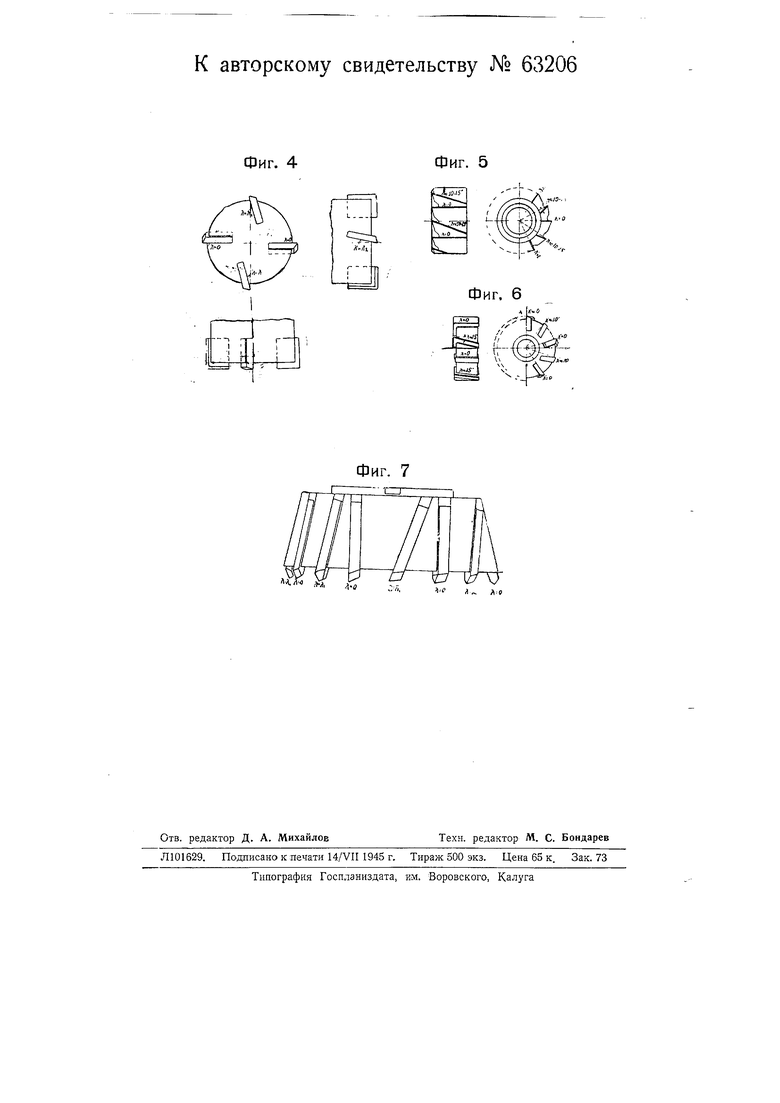
На фиг. 4 показана конструктивная схема виброуетойчивой расточной головки с четырьмя вставными ножа1ми. Углы наклона режущих кромок чередуются как в торцевой ПЛ01СКОСТИ, так и по цилиндрической поверхности. Причём, если угол наклона не равеа нулю В торце1В1ой плоскости Д А,) у какоголибо ножя, то угол наклона кромки у этого ножа по цилиндрической поверхности должен быть равен нулю (), и наоборот.
На фиг. 5 « 6 показаны виброустойчи1В1ые торцевые насадные фрезы: на фиг. 5 - цельный фрез и на фиг. 6 - со вставиыми ножами. Соседние зубья имеют также чередующиеся углы наклона режущих кромок как по цилиндрической поверхности, так и в торцевой плоскости. На фигурах показаны рекомендуемые средние значения углоВ.
На фиг. 7 показай в нброустойчивый конический насадный фрез ее вставными резцами, расположенными по изложенному выше способу. Конструкция крепления ножей или резцов в сборных инструментах MQIжет быть применена любая.
Предмет изобретения
1. Способ устранения вибраций при обработке металлов с применением двух одновременно работающих резцов, о т л и ч а1 ю щ и и о я тем, что углы AJ и Aj наклона кромок обоих резцо;в подбираются таким образом, чт.Обы удОВлетворять
1 sin ts
неравенству fg (.i -f- /-,) ,
где 1 -I длина волны при вибрациях «а noiBepxHOCTn резаиия, cs - главный угол в- плане и t - глубина резания.
2. Приём выполнения способа по п. 1, применительно к многолезвийным инструментам (борштангам, фрезам и т. п.) с лезвиями), расположенными под различными углами к оси инструмента, отличающийся тем, что лезвия поочередно Наклонены как & торцевой плоскости, так и П01 цилиндрической поверхности с соблюдением неравенства, указанного в п. 1.
Фиг. 2
Фиг. 3
TZJJ .
Фиг, 6
