Изобретение относится к металлообработке, а именно к металлорежущему инструменту с механическим креплением режущих пластин, и может быть использовано при конструировании сборных торцовых и плунжерных фрез, в частности – для обработки труднообрабатываемых материалов.
Известна фреза для плунжерного фрезерования – R220/79-12 фирмы SECO, содержащая группы сменных неперетачиваемых механически закрепляемых пластин (СНП), в каждой из которых СНП расположены с радиальным смещением друг относительно друга, то есть радиально-ступенчато. Радиально установленные режущие элементы не имеют ни осевого, ни углового смещения друг относительно друга, что снижает виброустойчивость фрезы и ее возможность работы на повышенных радиальных подачах.
Известны также фрезы для плунжерного фрезерования: R230.19-0050-SN1203-5A фирмы SECO; F86LNX-11, HTP-LN, FFV D050-05-22-R-VNO7 фирмы ISCAR; Fix-Perfect для чистовой обработки фирмы Kennametal; A425-102R38-17H фирмы Sandvik Coromant; F2036 фирмы WALTER; FMWX-063-А27-ХE12-04C фирмы ZCC; FMW315-A60-P60-LPE-190904 фирмы РЕЗ. Указанные фрезы не имеют осевого, радиального и углового смещения режущих элементов друг относительно друга, что исключает работу в режимах деления припуска и умножения подачи в схеме торцового фрезерования, а также снижает виброустойчивость фрез, особенно в условиях переменного припуска.
Также известны фрезы: R220.59-00063.072-12.4K фирм SECO и MASAM с расположением радиальных СНП винтовыми группами обратного направления, то есть так, что при правом, по часовой стрелке, направлении вращения фрезы, вершины СНП располагаются вдоль винтовой линии левого, против часовой стрелки, направления. Они работают в режиме деления припуска, но не в режиме умножения подачи, и не имеют ни радиального, ни углового смещения СНП, установленных радиально, что несколько снижает жесткость режущих элементов и виброустойчивость фрезы при работе с малыми глубинами и высокими скоростями резания.
Известны также торцовые ступенчатые фрезы (авторские свидетельства SU 1053983 A1 и SU 1053983 A), содержащие режущие элементы, расположенные группами в две ступени; а также фрезы (авторские свидетельства SU 808219 и 804236), позволяющие осевую регулировку взаимного положения режущих элементов. Ни радиального, ни углового смещения режущих элементов друг относительно друга в их конструкциях не предусмотрено. Их недостатками является относительно сложная конструкция с множеством деталей, что снижает жесткость, требует сложной и трудновыполнимой регулировки и балансировки, что не позволяет их использование на высоких скоростях резания и подачах. Эти фрезы позволяют работу в режиме деления припуска, но работа в режиме умножения подачи невозможна.
Известны торцовые ступенчатые фрезы с черновыми и чистовыми режущими элементами, расположенными встречно направленными группами с осевым смещением по спирали Архимеда (авторские свидетельства SU 66010 и 1479210).
Известна торцовая ступенчатая фреза с черновыми и чистовыми режущими элементами, расположенными группами с осевым смещением по спирали Архимеда (авторское свидетельство SU 1495023 А1). В данных фрезах не предусмотрено ни радиального, ни углового смещения режущих элементов друг относительно друга, что снижает виброустойчивость фрезы, а ее работа в режиме умножения подачи невозможна.
Известна также торцовая ступенчатая фреза для чистовой обработки (авторское свидетельство SU 952475), содержащая чередующиеся режущие и деформирующие зубья, причем режущие зубья смещены относительно друг друга в радиальном направлении, а деформирующие – в осевом направлении. Углового смещения режущих элементов не предусмотрено, что снижает виброустойчивость фрезы, а схема взаимных радиальных и осевых смещений режущих элементов не предусматривает работу фрезы в режимах деления припуска и умножения подачи.
Известна ступенчатая фреза (авторское свидетельство SU 996106), содержащая группы режущих элементов, расположенных на равных угловых расстояниях друг относительно друга по встречным Архимедовым спиралям – с радиальным смещением, и по геликоидам – с осевым смещением. Существенным недостатком такого технического решения является значительная несимметричность конструкции, приводящая к динамической неуравновешенности, что не позволяет использование фрезы на высоких скоростях резания и в условиях недостаточно жесткой технологической системы. Равномерный угловой шаг режущих элементов снижает виброустойчивость фрезы.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому техническому результату (прототипом) является торцовая ступенчатая фреза (авторское свидетельство SU 837608, опубликовано 15.06.1981 г.), содержащая режущие элементы, установленные на торце корпуса в форме усеченного конуса группами, каждая из которых расположена по спирали Архимеда. Как следует из описания изобретения и поясняющих рисунков, направление спиралей противоположное по отношению к направлению вращения фрезы, благодаря чему обеспечивается деление припуска и обеспечивается возможность работы с увеличенными подачами. Гнезда под режущие элементы на образующей усеченного конуса выполнены на участках с одинаковыми центральными углами.
Задачей и техническим результатом заявляемого изобретения является обеспечение деления припуска и увеличения подачи, что приводит к уменьшению сил резания и увеличению производительности торцового фрезерования, а также повышение виброустойчивости фрезы.
Технический результат достигается тем, что предлагаемая фреза состоит из корпуса с установленными сменными режущими пластинами тангенциального исполнения с положительными осевыми и радиальными передними углами, режущие пластины установлены аксиально симметричными группами противоположного к направлению вращения фрезы направления, причем взаимное тангенциальное и осевое смещение пластин вдоль винтовых линий обеспечивает деление припуска и обеспечивает возможность увеличения подачи по сравнению с фрезами без ступенчатого расположения режущих элементов. Специально заданный чередующийся неравномерный шаг режущих пластин в группах повышает виброустойчивость фрезы.
Торцово-плунжерная ступенчатая фреза, состоящая из корпуса с установленными сменными режущими пластинами тангенциального исполнения с положительными осевыми и радиальными передними углами, отличающаяся тем, что режущие пластины установлены аксиально симметричными группами противоположного к направлению вращения фрезы направления, а взаимное тангенциальное, осевое и угловое смещение режущих пластин в группе обеспечивает деление припуска, благодаря чему снижаются силы резания, повышается виброустойчивость фрезы и производительность процесса фрезерования, обеспечивается возможность увеличения подачи и свободный отвод фрагментированной стружки из зоны резания.
Таким образом, при сохранении площади поперечного сечения срезаемого слоя суммарное усилие резания существенно снижается, мелкая фрагментированная стружка легко удаляется из зоны резания, создаются предпосылки для повышения скорости резания и подачи при ограниченной мощности используемого оборудования.
Изобретение поясняется графическим изображением.
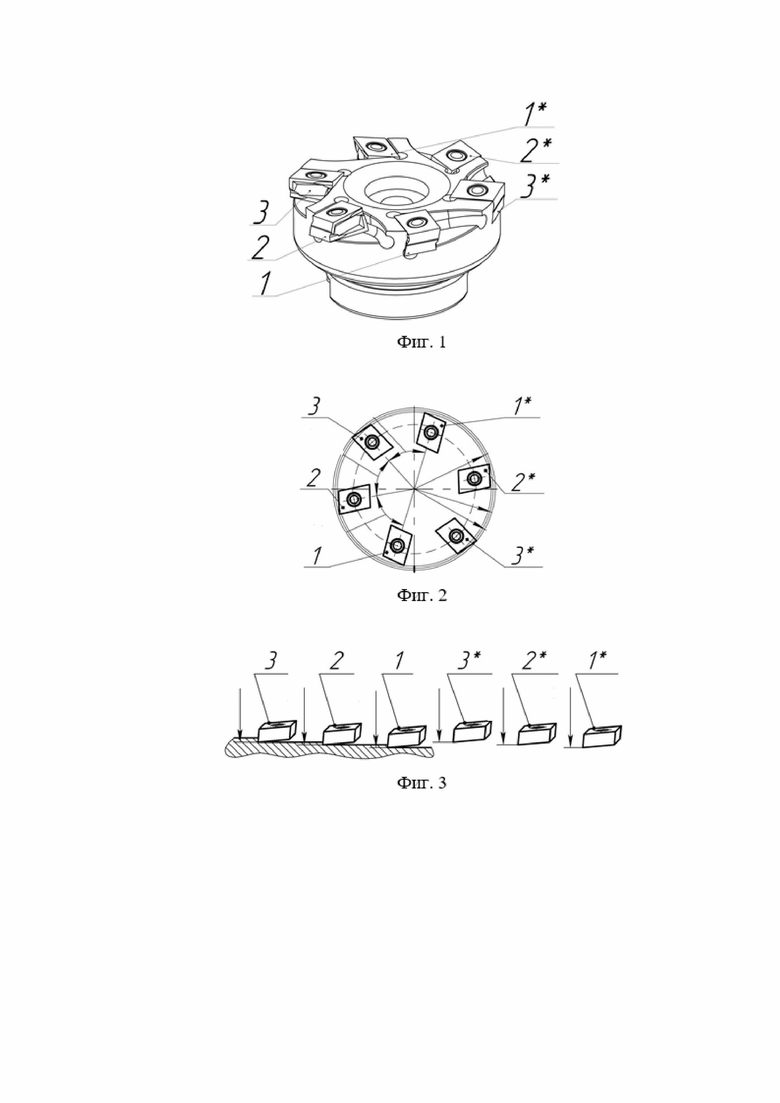
На фиг. 1 представлен общий вид торцово-плунжерной ступенчатой фрезы, где 1-2-3 и 1*-2*-3* – последовательное расположение режущих пластин в двух симметрично расположенных друг относительно друга группах (общее число групп и числа режущих элементов в группе может меняться в зависимости от размера фрезы).
Фреза содержит корпус, в котором с помощью винтов установлены аксиально режущие пластины тангенциального исполнения винтовыми группами, симметричными относительно оси фрезы (фиг. 2). Величина и знак взаимного углового смещения в группе чередуется по схеме: (0°) - (положительное смещение) - (отрицательное смещение), далее повторяется. Отмеченные на фиг. 2 пунктиром винтовые линии показывают положение вершин режущих пластин в группах (радиусы R1, R2, R3 и так далее для большего числа СНП в группе), обеспечивающее их взаимное радиальное смещение. Режущие пластины имеют также взаимное угловое смещение, задаваемое неравными углами θ1, θ2, θ3, такими, что θ2 = θ1 + Δθ1; θ3 = θ1 + Δθ2, где Δθi – угловое (положительное или отрицательное) смещение. Пластины в группах имеют также осевое смещение (фиг. 3), причем первая режущая пластина в группе, расположенная с наибольшим радиальным смещением (позиция 3 на фиг. 3), расположена в осевом направлении на наибольшей высоте в группе (размер h3 на фиг. 3), а последняя режущая пластина в группе (позиция 1 на фиг. 3), расположена в осевом направлении на наименьшей высоте в группе (размер h1 на фиг. 3). Таким образом обеспечивается деление припуска по высоте и глубине с образованием относительно узких, но толстых срезаемых слоев, что снижает усилия резания, повышая производительность процесса фрезерования. Неравномерный угловой шаг режущих пластин повышает виброустойчивость фрезы в широком диапазоне режимов резания.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает получение заявленного технического результата – деление припуска, что снижает усилия резания, и возможность увеличения подачи, что повышает производительность, и повышение виброустойчивости фрезы.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении, при использовании заявленного технического решения, следующей совокупности условий:
объект, воплощающий заявленное техническое решение, предназначен для механической обработки за счет использования установки сменных режущих пластин тангенциального исполнения с положительными осевыми и радиальными передними углами аксиально симметричными группами с взаимным радиальным, осевым и угловым смещением пластин в пределах группы, что обеспечивает снижение усилий резания за счет деления припуска, повышение виброустойчивости фрезы и производительности процесса фрезерования;
для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, по мнению заявителя, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная цилиндрическая фреза | 2023 |
|
RU2820615C1 |
| ДИСКОВАЯ ФРЕЗА | 1992 |
|
RU2014176C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| Торцовая ступенчатая фреза для чистовой обработки | 1981 |
|
SU952475A1 |
| Анизотропная фреза | 1986 |
|
SU1379019A1 |
| Торцовая ступенчатая фреза | 1982 |
|
SU1053983A1 |
| Торцовая ступенчатая фреза | 1987 |
|
SU1495023A1 |
| ТОРЦОВАЯ ФРЕЗА | 1995 |
|
RU2087272C1 |
Изобретение относится к металлообработке и может быть использовано при конструировании сборных торцовых для обработки труднообрабатываемых материалов. Торцово-плунжерная ступенчатая фреза содержит корпус с тангенциальными сменными режущими пластинами с положительными осевыми и радиальными передними углами. Режущие пластины установлены аксиально симметричными группами относительно оси фрезы из условия их взаимного тангенциального, осевого и углового смещения и обеспечения деления припуска. Повышается виброустойчивость фрезы и производительность обработки. 3 ил.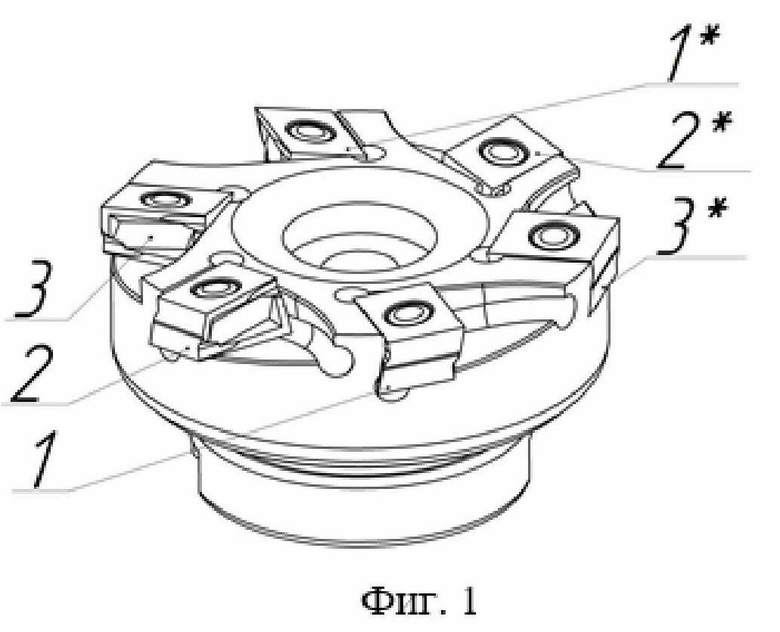
Торцово-плунжерная ступенчатая фреза, содержащая корпус, в котором установлены тангенциальные сменные режущие пластины, выполненные с положительными осевыми и радиальными передними углами, отличающаяся тем, что сменные режущие пластины установлены винтовыми группами, симметричными относительно оси фрезы, из условия взаимного радиального, осевого и углового смещения режущих пластин в группе и обеспечения деления срезаемого припуска по высоте и глубине.
| Торцевая ступенчатая фреза | 1979 |
|
SU837608A1 |
| Торцовая ступенчатая фреза | 1990 |
|
SU1796360A1 |
| ДЫКОВ А.Т | |||
| и др | |||
| ПРОГРЕССИВНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ В МАШИНОСТРОЕНИИ, МАШГИЗ, 1963, с.104 | |||
| Двухремешковый прибор для вытяжного аппарата высокой вытяжки | 1946 |
|
SU68181A1 |
| Линейный электрический двигатель | 1984 |
|
SU1179494A1 |

