Изобретение относится к области машиностроения, а именно к конструкциям металлорежущих инструментов, в частности фрез.
Известна фреза (авторское свидетельство СССР №1333478, B23C 5/10, 1986 г.) с развернутой под прямым углом волновинтовой передней поверхностью зубьев, имеющих смещение гребней и впадин волн вдоль оси фрезы и плавное сопряжение с чисто винтовыми участками у рабочего торца фрезы. С целью повышения стойкости и виброустойчивости, за счет создания более оптимальной геометрии режущей части, передние углы зубьев во впадинах волновинтовой поверхности выполнены большими передних углов на гребнях и чисто винтовых участках. Волновинтовая передняя поверхность зубьев выполнена асимметричной со смещением гребня волны в сторону рабочего торца фрезы. Чисто винтовые участки передней поверхности зубьев выполнены одинаковой длины с различным угловым шагом между собой.
Недостатком данной фрезы является то, что не все крайние точки режущей кромки зуба лежат на образующей цилиндра. Это не позволяет получать прямолинейную поверхность и лишает возможности использовать фрезу данной конструкции на получистовых и чистовых операциях. Кроме того, данная фреза не имеет каналы для внутреннего подвода смазочно-охлаждающей жидкости, что не позволяет оптимально подавать ее непосредственно в зону резания и значительно повышает вероятность сваривания обрабатываемого материала с режущей поверхностью фрезы и последующее выкрашивание режущих кромок. К недостаткам относится и отсутствие стружкоделительных канавок. Их отсутствие не позволяет оптимально разделять длинную стружку на более мелкие элементы для ее отвода из зоны резания. Особенно это будет сказываться при обработке глубоких закрытых карманов.
Задачей предполагаемого изобретения является повышение стойкости, производительности (съем объема материала в единицу времени) и применимости концевых фрез в процессе эксплуатации.
Технический результат, который обеспечивает данное изобретение, заключается в получении черновой и/или получистовой прямолинейной поверхности при фрезеровании, предотвращении возможности сваривания обрабатываемого материала с режущей поверхностью фрезы и последующего выкрашивание режущих кромок, предотвращении навивания стружки на инструмент и облегчении ее отвода из зоны резания, возможности повышения режимов резания.
Указанный технический результат достигается посредством изменения конструкции режущей части фрезы. Для этого передняя поверхность режущей кромки зуба помимо винтовой, выполнена волнообразной по передней поверхности зуба с чередующимися выступами и впадинами, и величиной волны с наибольшей амплитудой (A). При этом все крайние точки режущей кромки каждого зуба лежат на образующей цилиндра, то есть, равноудалены от оси фрезы, а передние углы зубьев во впадинах волновинтовой поверхности, на выступах и чисто винтовых участках выполнены одинаковыми. Это позволяет применять фрезы данной конструкции не только на черновых, но и на чистовых операциях, так как за фрезой получается прямолинейная поверхность. Причем волнообразная режущая кромка зуба выполняется с как можно большей амплитудой синусоиды волны, это приводит к изменению величины и направления сдвиговых деформаций срезаемого материала, вследствие постоянно изменяющегося угла наклона зуба по длине режущей кромки, что дает сбалансированные силы резания и способствует дроблению стружки. Кроме того, выступы волн последующих зубьев выполнены со смещением и для фрез с четным числом зубьев располагаются напротив впадин предыдущего зуба. Для фрез с нечетным числом зубьев выступы смещаются на иную - индивидуальную расчетную величину. Расчетная величина смещения вычисляется индивидуально, так как зависит от числа зубьев, диаметра фрезы, шага волны и технологических возможностей оборудования. Данные конструктивные особенности обеспечивают сбалансированные силы резания в процессе обработки, снижение вибраций, уменьшению нагрузки на обрабатываемую деталь и способствуют процессу дробления стружки. Само же дробление стружки обеспечивают стружкоделительные канавки V-образного профиля, которые располагают на режущей кромке зубьев фрезы. Для более мелкого дробления стружки стружкоделительные канавки располагаются в местах наименьшего угла наклона касательной к кромке волнообразной режущей кромки зуба относительно оси фрезы (ωмин.). Причем шаг стружкоделительных канавок равен шагу волнообразной режущей кромки зуба, а за счет смещения волны на последующих зубьях стружкоделительные канавки располагаются по фрезе в шахматном порядке. Подобное расположение канавок снижает их негативное влияние как концентраторов напряжений, в виду того, что на обеих сторонах канавки получаются примерно одинаковые углы заострения достаточно благоприятные для процесса резания и обе стороны канавки воспринимают одинаковую нагрузку. Это позволяет значительно повысить период стойкости фрезы и улучшает условия резания. Дополнительно, для достижения указанного технического результата, в теле фрезы выполнены основной и отводные, каналы для подвода смазывающе-охлаждающей жидкости в зону резания. Основной канал выполнен глухим в торцевой части и расположен вдоль оси цилиндра фрезы. Отводные каналы меньшего диаметра имеют выходные отверстия, расположенные в каждой стружечной канавке и обеспечивающие подачу смазывающе-охлаждающей жидкости непосредственно в зону резания. Причем отверстия первого от торца фрезы ряда расположены на одинаковом расстоянии от рабочего торца фрезы с наклоном к ее оси под углом, при котором смазывающе-охлаждающая жидкость подается в зону резания находящуюся в районе радиуса на рабочем торце фрезы. Последующие отверстия каналов для подвода смазывающе-охлаждающей жидкости располагаются в шахматном порядке от зуба к зубу перпендикулярно оси фрезы или под наклоном в сторону рабочего торца инструмента. Такое расположение каналов не снижает прочность фрезы на изгиб в сечениях, в которых просверлены отверстия и позволяют подавать смазывающе-охлаждающую жидкость равномерно в зону резания, что немаловажно при фрезеровании со значениями ширины фрезерованиями близкими к длине режущей части фрезы. Для изготовления фрезы предлагаемой конструкции использована быстрорежущая сталь, полученная методом порошковой металлургии.
Существенными признаками предлагаемого устройства, отличительными от приведенного аналога и обеспечивающими достижение указанного технического результата, являются: выполнение передней поверхности режущей кромки зуба помимо винтовой, волнообразной по передней поверхности зуба с расположением всех крайних точек режущей кромки каждого зуба на образующей цилиндра; выполнение передних углов зубьев во впадинах волновинтовой поверхности, на гребнях и чисто винтовых участках одинаковыми; выполнение выступов волн последующих зубьев со смещением относительно предыдущего зуба; выполнение на режущей кромке зубьев фрезы стружкоделительных канавок V-образного профиля, расположенных на зубьях в шахматном порядке в местах наименьшего угла наклона касательной к кромке волнообразной режущей кромки зуба относительно оси фрезы; выполнение в теле фрезы каналов для подвода смазывающе-охлаждающей жидкости, выходные отверстия которых расположены в каждой стружечной канавке; расположение отверстий первого от торца фрезы ряда на одинаковом расстоянии от рабочего торца фрезы с наклоном к ее оси под углом, при котором смазывающе-охлаждающая жидкость подается в зону резания находящуюся в районе радиуса на рабочем торце фрезы; расположение последующих отверстий каналов для подвода смазывающе-охлаждающей жидкости в шахматном порядке от зуба к зубу перпендикулярно оси фрезы или под наклоном в сторону рабочего торца инструмента.
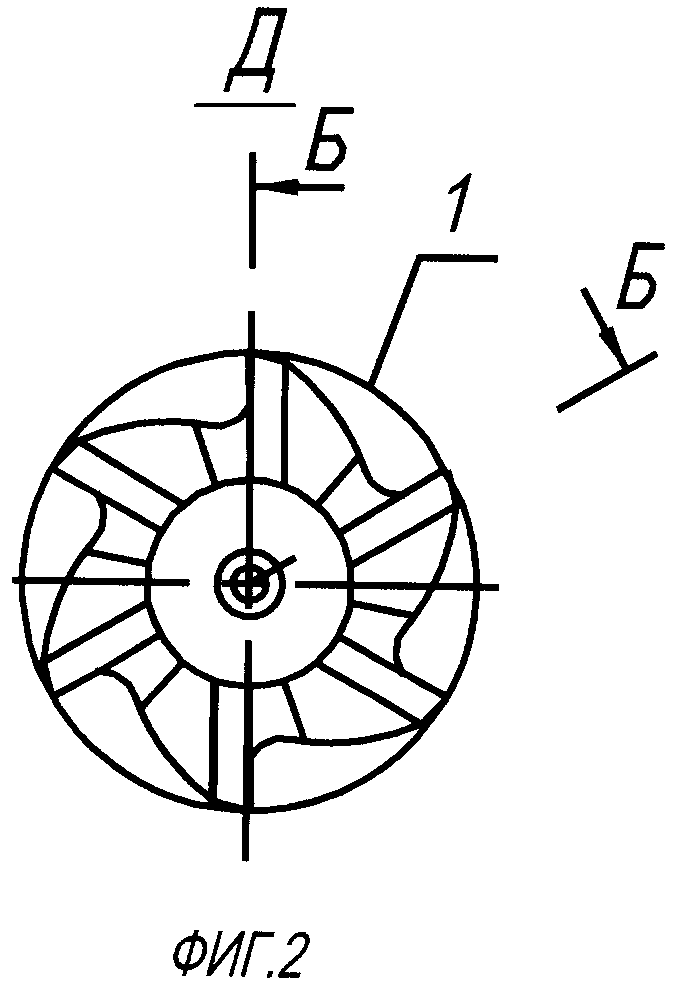
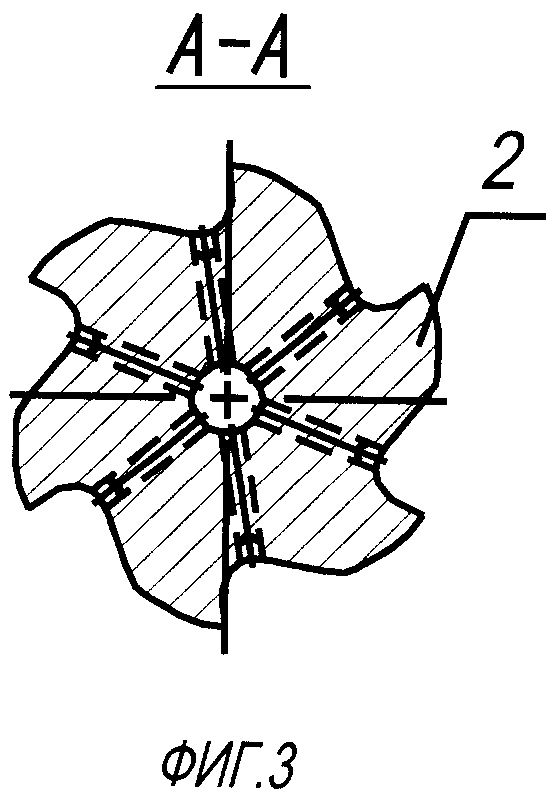
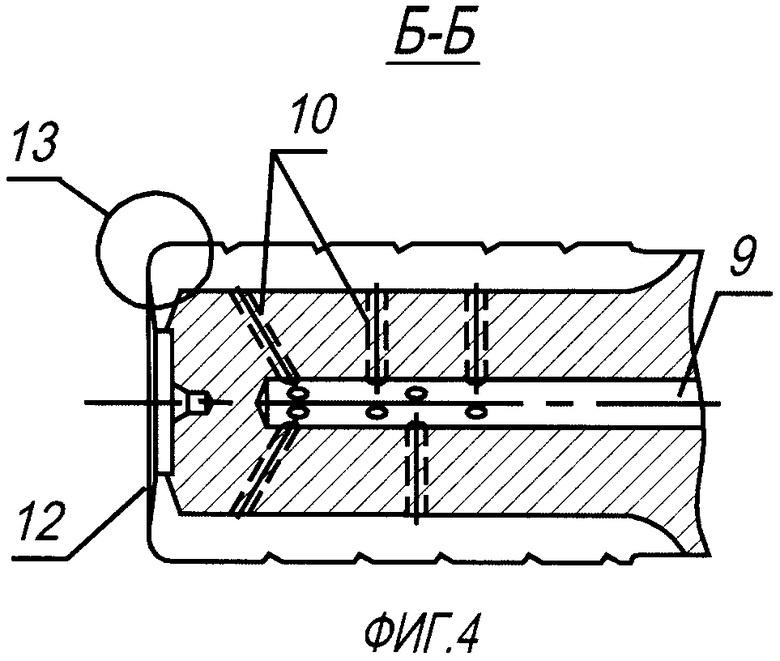
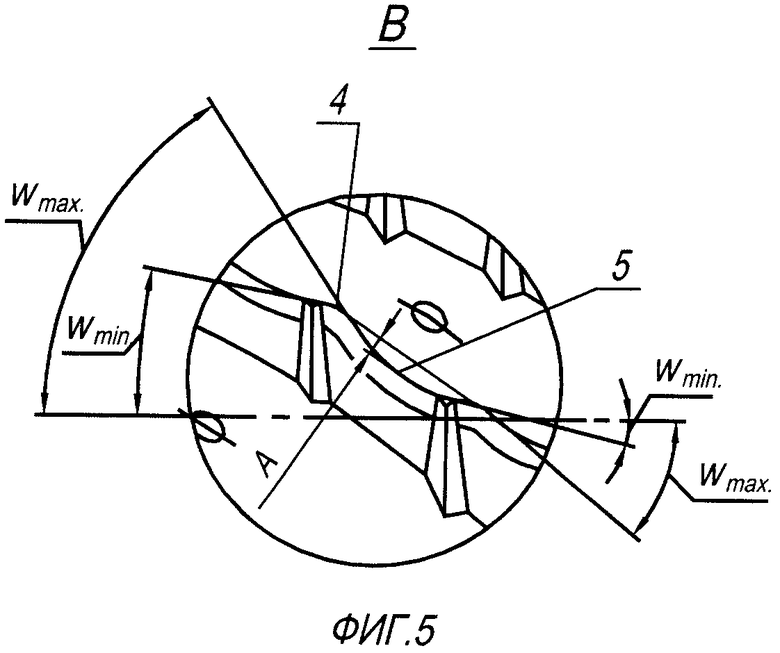
На фиг.1 изображен общий вид фрезы; на фиг.2 - вид Д, рабочий торец фрезы; на фиг.3 - разрез А-А; на фиг.4 - разрез Б-Б; на фиг.5 - вид В, места расположения стружкоделительных канавок на режущей кромке фрезы; на фиг.6 - разрез Г-Г; на фиг.7 - развертка режущей части пятизубой фрезы.
Фреза представляет собой цилиндр 1 на поверхности которого выполнены стружечные винтовые канавки, формирующие зубья фрезы 2. Передняя поверхность 3 зубьев 2 помимо винтовой, выполнена волнообразной с чередующимися выступами 4 и впадинами 5. Пересечение крайних точек волнообразной передней поверхности 3 с образующей цилиндра 1 фрезы, образуют режущую кромку 6 зубьев 2 фрезы. Режущая кромка 6 также, помимо винтовой, получается волнообразной с чередующимися выступами 4 и впадинами 5. Все точки режущей кромки 6 зуба 2 фрезы лежат на образующей цилиндра 1 то есть, равноудалены от центральной оси фрезы, что позволяет получить прямолинейную поверхность при фрезеровании. Задняя поверхность 7 зуба 2 фрезы, повторяет волнообразный профиль передней поверхности режущей кромки 6. На режущих кромках 6 фрезы выполнены стружкоделительные канавки 8. Стружкоделительные канавки 8 имеют V-образный профиль и располагаются в месте наименьшего угла наклона касательной к волнообразной режущей кромке 6 зуба 2 относительно оси фрезы (ωмин). Шаг стружкоделительных канавок 8 равен шагу волнообразной режущей кромки 6 зуба 2, расположение - в шахматном порядке.
Для фрез с четным числом зубьев 2 выступы 4 волн последующих зубьев должны располагаться напротив впадин 5 предыдущего зуба, то есть в шахматном порядке. Шаг волны (Т) для всех зубьев одинаков. Для фрез с нечетным числом зубьев 2 выступы 4 от зуба к зубу должны смещаться на расчетную величину (а). Величина смещения (a) рассчитывается индивидуально и зависит от числа зубьев, диаметра фрезы, шага волны и технологических возможностей оборудования исходя из равномерного распределения перекрытия шага волны на один оборот фрезы. Здесь одноименные точки волны второго и третьего зуба смещены относительно первого на величину a, где a=T/3, четвертый зуб идентичен первому, а пятый - второму. Такое расположение позволяет сократить длину чистовинтовых участков режущей кромки 6 фрезы и увеличить тем самым общую протяженность режущей кромки 6 за счет увеличения длины волновинтовых участков.
В теле фрезы выполнены основной 9 и отводные 10 каналы для подвода смазывающе-охлаждающей жидкости непосредственно в зону резания. Основной канал 9 выполнен глухим со стороны режущей части и расположен вдоль оси цилиндра 1 фрезы. Посредством отводных каналов 10 меньшего диаметра смазывающе-охлаждающая жидкость через выходные отверстия 11 подается в стружечные канавки, то есть в зону резания. Первые выходные отверстия 11 расположены на одинаковом расстоянии от рабочего торца фрезы с наклоном к оси фрезы под таким углом, при котором смазывающе-охлаждающая жидкость будет подаваться в зону резания находящуюся в районе радиуса 12 на рабочем торце фрезы. Угол наклона первого ряда каналов 10 подбирается индивидуально для каждого диаметра фрезы. Последующие каналы 10 для подвода смазывающе-охлаждающей жидкости предпочтительно располагать в шахматном порядке от зуба к зубу перпендикулярно оси фрезы или под наклоном в сторону ее рабочего торца.
Фреза работает следующим образом.
Режущие кромки 6 зуба фрезы, выполненные по волновинтовой поверхности, имеют более значительную длину, по сравнению с режущими кромками зуба обычной концевой фрезы, зубья которой выполнены по спирали. Благодаря волновой форме режущей кромки 6 угол поднутрения и угол подъема винтовой линии постоянно изменяются в процессе резания и создают в стружке различные внутренние напряжения. Этот эффект способствует процессу дробления стружки и в результате дает сбалансированные силы резания. При обработке глубоких карманов образуется длинная стружка и данного эффекта для дробления не достаточно. Длинная стружка навивается на тело фрезы и затрудняет процесс резания. Для более продуктивного отвода стружки происходит дополнительное разделение длинной стружки на более короткие отрезки с помощью стружкоделительных канавок 8.
Рациональное расположение по телу фрезы каналов 9 и 10 для внутреннего подвода смазывающе-охлаждающей жидкости позволяет добиться эффекта равномерного охлаждения всей зоны резания и исключить свариваемость обрабатываемого материала с режущей кромкой 6 фрезы, что чрезвычайно важно при обработке титановых сплавов. Так же создается направление давления смазывающе-охлаждающей жидкости непосредственно из зоны резания, что способствует вымыванию стружки, которая за счет стружкоделительных канавок 8 уже разделена на мелкие составляющие. Первый ряд каналов 10 для внутреннего подвода смазывающе-охлаждающей жидкости, расположенный под наклоном в зону радиуса 13 на торце 12 фрезы, во время врезания фрезы в материал обрабатываемой заготовки позволяет подавать смазывающе-охлаждающую жидкость непосредственно в зону резания в районе торца 12 фрезы и тем самым, так же исключить сваривание фрезы и обрабатываемого материала в районе торца 12 фрезы.
Примером практического использования фрезы данной конструкции служит его реализация в производственных условиях Иркутского авиационного завода - филиала ОАО «Научно-производственная корпорация «Иркут» при обработке силовых деталей каркаса планера из титановых сплавов ВТ 20 и ВТ 22 таких самолетов как Су-30МКИ и ЯК-130. Для изготовления фрезы предлагаемой конструкции может быть использована быстрорежущая сталь, полученная методом порошковой металлургии. Ее применение повышает стойкость фрезы и режимы резания, благодаря улучшенной структуре, более высоким физико-механическим свойствам, и повышенному пределу прочности на изгиб, по сравнению с идентичными по хим. составу быстрорежущими сталями, изготовленными обычными методами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2601525C2 |
| Фреза | 1986 |
|
SU1333478A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Протяжка для обработки поверхностей | 1983 |
|
SU1152794A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| Концевая фреза | 1991 |
|
SU1808521A1 |
| СМЕННАЯ ПЛАСТИНА ДЛЯ КОНЦЕВОЙ ФРЕЗЫ С ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ | 1996 |
|
RU2127653C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |


Изобретение относится к области машиностроения и может быть использовано в конструкции фрез. Фреза выполнена с волновинтовой передней поверхностью зубьев, расположенных со смешением выступов и впадин волн каждого последующего зуба вдоль винтовой поверхности зуба и выполненных с плавным сопряжением с винтовыми участками у рабочего торца фрезы. Зубья во впадинах, на гребнях и винтовых участках выполнены с одинаковыми передними углами из условия, что все крайние точки волновой режущей кромки каждого зуба расположены на образующей цилиндра фрезы, а режущие кромки зубьев выполнены с V-образными стружкоделительными канавками. Внутри фрезы выполнены каналы для подвода в зону резания смазывающе-охлаждаюшей жидкости (СОЖ), выходные отверстия которых расположены в упомянутых стружкоделительных канавках, причем основной капал расположен вдоль оси фрезы, первые отводные каналы расположены на одинаковом расстоянии от рабочего торца фрезы с наклоном к ее оси под углом, обеспечивающим подачу СОЖ в зону резания в районе радиуса на рабочем горне фрезы, а последующие каналы и стружкоделительные канавки расположены в шахматном порядке от зуба к зубу. Повышается период стойкости фрезы, улучшаются условия резания. 2 з.п. ф-лы, 7 ил.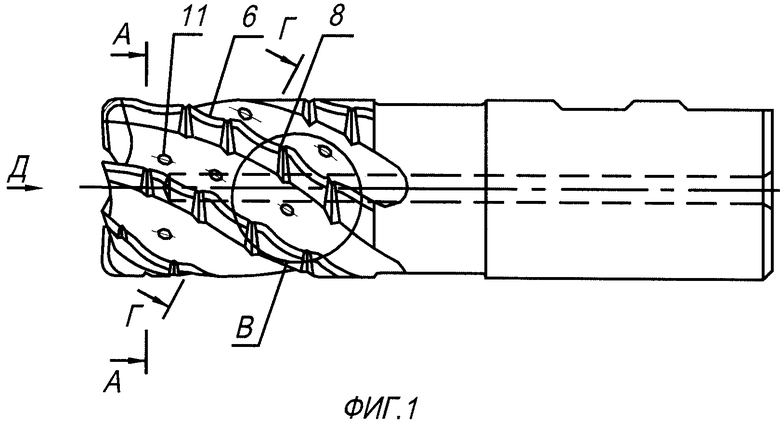
1. Фреза с волновинтовой передней поверхностью зубьев, выполненных со смещением выступов и впадин волн каждого последующего зуба вдоль винтовой поверхности зуба и плавным сопряжением с винтовыми участками у рабочего торца фрезы, отличающаяся тем, что зубья во впадинах, на гребнях и винтовых участках выполнены с одинаковыми передними углами из условия, что все крайние точки волновой режущей кромки каждого зуба расположены на образующей цилиндра фрезы, а режущие кромки зубьев выполнены с V-образными стружкоделительными канавками, при этом внутри фрезы выполнены каналы для подвода в зону резания смазывающе-охлаждающей жидкости (СОЖ), выходные отверстия которых расположены в упомянутых стружкоделительных канавках, причем основной канал расположен вдоль оси фрезы, первые отводные каналы расположены на одинаковом расстоянии от рабочего торца фрезы с наклоном к ее оси под углом, обеспечивающим подачу СОЖ в зону резания в районе радиуса на рабочем торце фрезы, а последующие каналы и стружкоделительные канавки расположены в шахматном порядке от зуба к зубу.
2. Фреза по п.1, отличающаяся тем, что при четном количестве зубьев выступы волн каждого последующего зуба расположены напротив впадин предыдущего зуба.
3. Фреза по п.1, отличающаяся тем, что при нечетном количестве зубьев величина смещения выступов и впадин волн каждого последующего зуба равна 1/3 шагу волны.
| Фреза | 1986 |
|
SU1333478A1 |
| SU 1757792 A2, 30.08.1992 | |||
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| Устройство для промывки плоских изделий | 1982 |
|
SU1115250A1 |

