Изобретение относится к стекольной промышленности и может быть использовано в шихтосоставных цехах стекольных заводов,
Известна установка для приготовления гранулированной стекольной шихты, включающая бункер, дозатор, пресс для экстру- дирования, конвейер и сушилку.
Установка конструктивно сложна и громоздка, содержит большое количество различных механизмов, которые не решают, вопроса надежности установки в процессе формования гранул стекольной шихты. Она требует дополнительных энергозатрат, т.к. предусматривает наличие процесса высокотемпературной сушки гранул и сложную организацию сушильного конвейера.
Наиболее близкой по технической сущности и достигаемому результату является установка для приготовления стекольной шихты, включающая дозатор, форсунку, гра- нулятор, камеру с лопастной мешалкой и подогревателем, пластификатором и сушилкой, гранулятор выполнен в виде экструдера, а форсунки введены в камеру с лопастной мешалкой.
Однако известная установка имеет следующие недостатки.
Наличие камеры с лопастной мешалкой и подогревателем, пластификатором и сушилкой делает установку громоздкой, требующей для получения качественных гранул дополнительной производственной площади, а процесс высокотемпературной сушки гранул увеличивает энергоемкость установ 1
ю
|Ь
00 Ч)
к
ки и требует дополнительных энергозатрат и технического обслуживания.
Целью изобретения является обеспечение устойчивого процесса формования гранул шихт для массовых видов стекол, не обладающих пластичностью и повышения качества гранул.
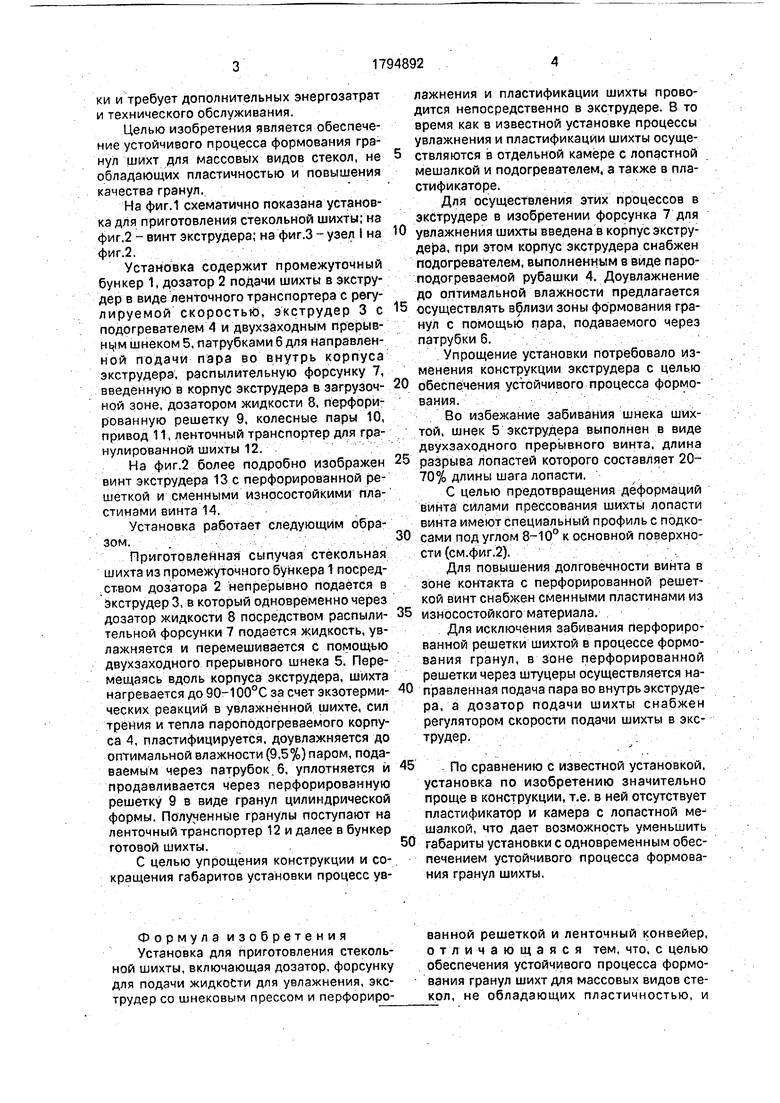
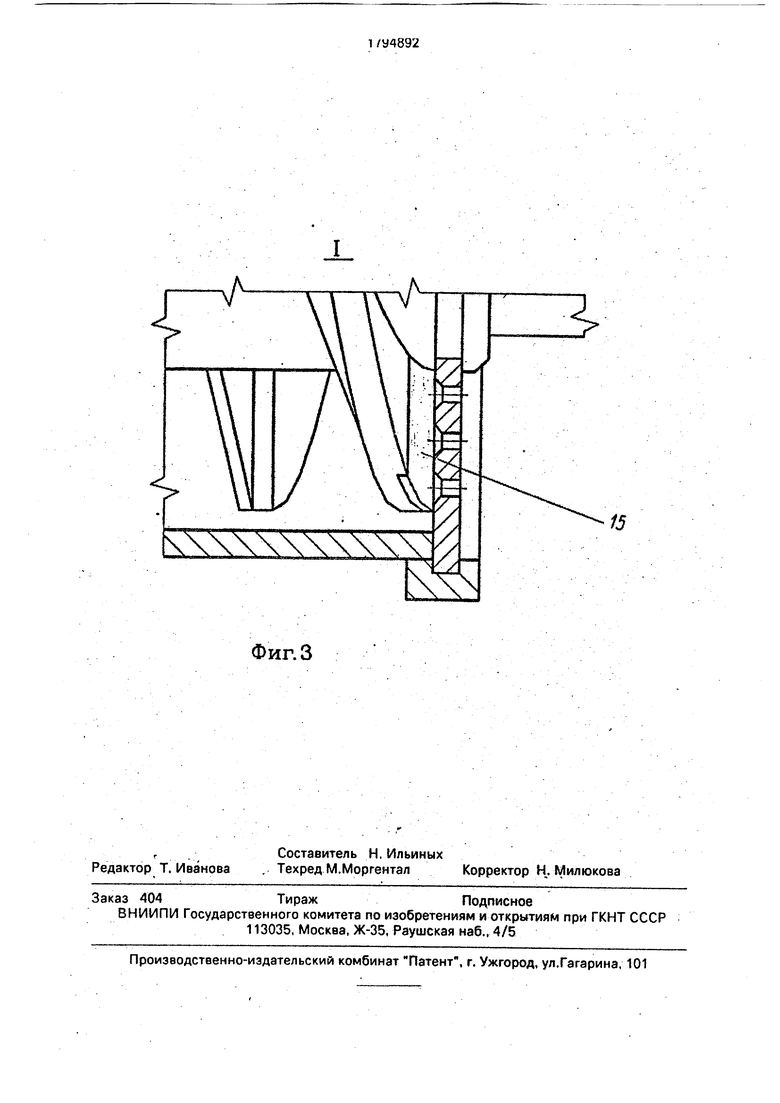
На фиг.1 схематично показана установка для приготовления стекольной шихты; на фиг.2 - винт экструдера; на фиг.З - узел I на фиг.2.
Установка содержит промежуточный бункер 1, дозатор 2 подачи шихты в экстру- дер в виде ленточного транспортера с регулируемой скоростью, экструдер 3 с подогревателем 4 и двухзаходным прерывным шнеком 5, патрубками 6 для направлен- ной подачи пара во внутрь корпуса экструдерз. распылительную форсунку 7, введенную в корпус экструдера в загрузочной зоне, дозатором жидкости 8, перфорированную решетку 9, колесные пары 10, привод 11, ленточный транспортер для гранулированной шихты 12.
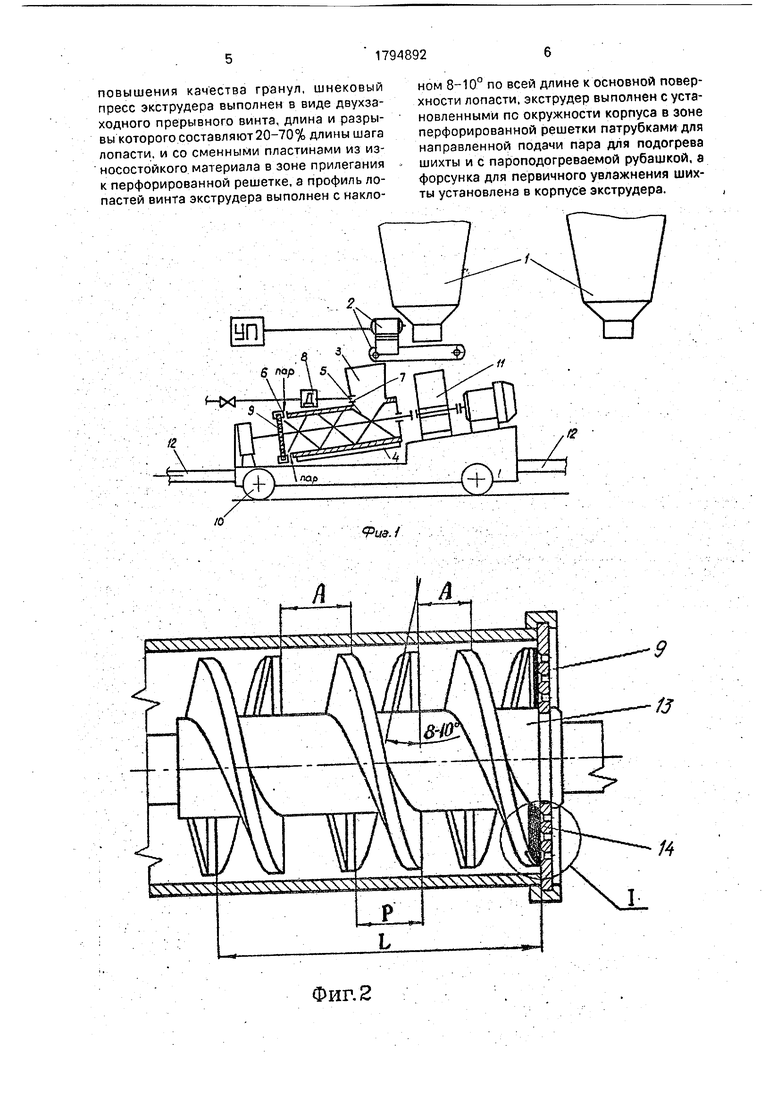
На фиг.2 более подробно изображен винт экструдера 13с перфорированной решеткой и сменными износостойкими пластинами винта 14.
Установка работает следующим Образом.. .: ..; . . ..-. ; : ;. .. . .
Приготовленная сыпучая стекольная шихта из промежуточного бункера 1 посредством дозатора 2 непрерывно подаётся в экструдер 3, в который одновременно через дозатор жидкости 8 посредством распылительной форсунки 7 подается жидкость, увлажняется и перемешивается с помощью двухзаходного прерывного шнека 5. Перемещаясь вдоль корпуса экструдера, шихта нагревается до 90-100°С за счет экзотермических реакций в увлажненной шихте, сил трения и тепла паропбдогреваемого корпуса 4, пластифицируется, доувлажняется до оптимальной влажности (9,5%) паром, подаваемым через патрубок б, уплотняется и продавливается через перфорированную решетку 9 в виде гранул цилиндрической формы. Полученные гранулы поступают на ленточный транспортер 12 и далее в бункер готовой шихты.
С целью упрощения конструкции и сокращения габаритов установки процесс увлажнения и пластификации шихты проводится непосредственно в экструдере. В то время как в известной установке процессы увлажнения и пластификации шихты осуществляются в отдельной камере с лопастной мешалкой и подогревателем, а также в пластификаторе.
Для осуществления этих процессов в экструдере в изобретении форсунка 7 для
увлажнения шихты введена в корпус экструдера, при этом корпус экструдера снабжен подогревателем, выполненным в виде паро- подогреваемой рубашки 4. Доувлажнение до оптимальной влажности предлагается
осуществлять вблизи зоны формования гранул с помощью пара, подаваемого через патрубки 6.
Упрощение установки потребовало изменения конструкции экструдера с целью
обеспечения устойчивого процесса формования. . .- . : избежание забивания шнека шихтой, шнек 5 экструдера выполнен в виде двухэаходного прерывного винта, длина
разрыва лопастей которого составляет 20- 70% длины шага лопасти.
С целью предотвращения деформаций винта силами прессования шихты лопасти винта имеют специальный профиль с подкосами под углом 8-10° к основной поверхности (см.фиг,2)..
Для повышения долговечности винта в зоне контакта с перфорированной решеткой винт снабжен сменными пластинами из
износостойкого материала.
Для исключения забивания перфорированной решетки шихтой в процессе формования гранул, в зоне перфорированной решетки через штуцеры осуществляется направленная подача пара во внутрь экструдера, а дозатор подачи шихты снабжен регулятором скорости подачи шихты в экструдер.
По сравнению с известной установкой, установка по изобретению значительно проще в конструкции, т.е. в ней отсутствует пластификатор и камера с лопастной ме шалкой, что дает возможность уменьшить
габариты установки с одновременным обеспечением устойчивого процесса формования гранул шихты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ШИХТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОГРАНУЛЯТА ДЛЯ ПЕНОСТЕКЛА | 2012 |
|
RU2491234C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ПЮРЕОБРАЗНЫХ КОНЦЕНТРАТОВ | 2006 |
|
RU2320244C1 |
| Установка для уплотнения эмалевойшиХТы | 1979 |
|
SU850614A1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ ДЛЯ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2246453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРМОВ ПУТЕМ ЭКСТРУЗИИ БИОЛОГИЧЕСКИХ И СЕЛЬСКОХОЗЯЙСТВЕННЫХ ОТХОДОВ, ЛИНИЯ ПРОИЗВОДСТВА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И КОРМ, ПОЛУЧАЕМЫЙ УКАЗАННЫМ СПОСОБОМ | 2017 |
|
RU2667161C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ПЮРЕОБРАЗНЫХ КОНЦЕНТРАТОВ ИЗ ПЛОДОВ, ЯГОД И ОВОЩЕЙ | 2008 |
|
RU2372819C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| Способ предпосевного увлажнения опушенных семян хлопчатника и установка для его осуществления | 1987 |
|
SU1553024A1 |
| Способ экологичной утилизации полимерных отходов и устройство для его осуществления | 2019 |
|
RU2768555C2 |
| ЛИНИЯ ПРОИЗВОДСТВА МОЛОЧНО-РАСТИТЕЛЬНЫХ ДЕСЕРТОВ ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2011 |
|
RU2477967C2 |
Сущность изобретения: установка содержит дозатор, форсунку для подачи жидкости для увлажнения, экструдер со шнековым прессом и перфорированной решеткой и ленточный конвейер. Шнековый пресс экструдера выполнен в виде двухза- ходного винта, длина и разрывы которого составляют 20-70% длины шага лопасти, и со стенными пластинами из износостойкого материала в зоне прилегания к перфорированной решетке. Профиль лопастей винта экструдера выполнен с наклоном 8-10° по всей длине к основной поверхности лопасти. Экструдер выполнен с патрубками для направленной подачи пара для подогрева шихты, установленными по окружности корпуса в зоне перфорированной решетки, и с пароподогреваемой рубашкой. Форсунка для первичного увлажнения шихты установлена в корпусе экструдера. 3 ил.
Формула изобретения Установка для приготовления стекольной шихты, включающая дозатор, форсунку для подачи жидкости для увлажнения, экструдер со шнековым прессом и перфорированной решеткой и ленточный конвейер, отличающаяся тем, что, с целью обеспечения устойчивого процесса формования гранул шихт для массовых видов сте- кол, не обладающих пластичностью, и
/
to
Фиг. 2
:ePu9.f.
Фиг. 3
| Установка для уплотнения эмалевойшиХТы | 1979 |
|
SU850614A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Установка для приготовления стекольной шихты | 1975 |
|
SU600095A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
