Изобретение относится к зубчатым колесам, преимущественно к крупномодуль- нымй зубьями, и может быть использовано в тяжелом и транспортном машиностроении в малонагруженных передачах. , Известно составное зубчатое колесо, включающее обод, набор отдельных зубьев, образующих зубчатый венец, и средство установки зубьев на ободе 1. Зубья выполнены сплошными из монолитного металла.
Недостатком конструкции является повышение массы и момента инерции колеса, обусловленные сплошностью зубьев..
Цель изобретения - снижение массы и момента инерции колеса.
Указанная цель достигается тем. что каждый зуб выполнен коробчатым из листового металла в виде профильного элемента, изогнутого по форме требуемого зацепления, и двух боковых стенок, жестко связанных с профильным элементом. Благодаря выполнению из листового металла зуб является пустотелым, что обеспечивает снижение массы и момента инерции колеса.
С целью повышения точности профиля зуба соединение профильного элемента с боковыми стенками может быть выполнено так, что кромки стенок примыкают к внутренней поверхности профильного элемента. При этом фигурная часть кромок боковых стенок, выполняемая путем вырубки на штампах, имеет высокую степень точности, что позволяет базировать по ней внутреннюю поверхность профильного элемента, имеющего не очень высокую точность, и в итоге добиться требуемой точности зуба при выполнении соединения профильного элемента со стенками. Дополнительным преимуществом такого выполнения является разгрузка собственно соединения, поскольку рабочие нагрузки передаются через непосредственный контакт внутренней поверхности профильного элемента с фигурными кромками стенок, а элементы
СО
С
м ю ел ю о о
соединения (сварные швы, заклепки и т.п.) в передаче усилий не участвуют.
С целью обеспечения высокой износостойкости рабочей поверхности зуба при одновременном облегчении технологии получения соединения боковых стенок с профильным элементом последний может быть выполнен из двухслойной стали: подложка - из низкоуглеродистой стали, а пла- кирующий слой - из стали высокой твердости, причем плакирующий слой обращен наружу зуба и образует его рабочую поверхность. При этом подложка, выполненная из низкоуглеродистой стали, обладаетлучшими показателями обрабатываемости, свариваемости, паяемо- сти и т.п., что облегчает осуществление сое- динения профильного элемента со стенками в различных технологических вариантах (механическом, сварном, паяном-и
др:).: . ., ;.
С целью дальнейшего снижения массы и момента инерции колеса следует уменьшить толщину боковых стенок, Чтобы не допустить при этом снижения жесткости стенок и сокращения площади контакта с профильным элементом, фигурные кромки стенок могут быть выполнены отбортованными, С этой же целью ширина плакирующего слоя может быть выполнена уже ширины подложки. При этом, если соединение выполнено сварным, получается дополнительное преимущество, связанное с уменьшением термического влияния сварки на плакирующий слой.
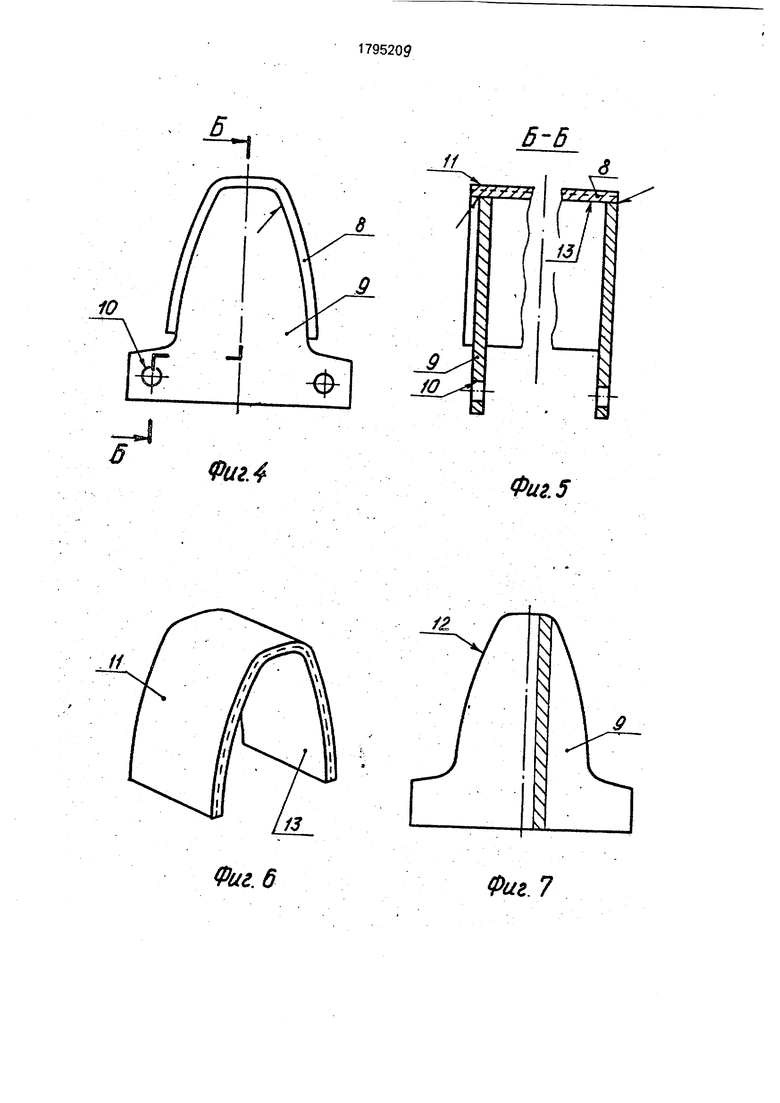
На фиг. 1 показан местный вид составного зубчатого колеса (вариант со сварным ободом для внешнего зацепления); на фиг. 2 - осевой разрез А-А на фиг. 1, слева - со средством установки в виде болтового соединения, справа - в виде заклепочного соединения; на фиг. 3 -общий вид зуба; на фиг. А - зуб с плоскими боковыми стенками, вид сбоку; на фиг. 5 - то же, поперечный разрез Б-Б на фиг, 4, слева - вариант с тавровым сварным или паяным соединением боковых стенок с профильным элементом, справа - вариант с угловым соединением; на фиг. 6 - профильный элемент зуба по фиг. 4 и 5; на фиг. 7 - боковая стенка зуба по фиг. 4 и 5; на фиг, 8 - зуб с боковыми стенками с отбортованными кромками и профильным элементом с уменьшенной шириной плакирующего слоя, вид сбоку; на фиг. 9 - то же, поперечный разрез В-В на фиг. 8, слева - вариант .. сварного соединения, справа- заклепочного; на фиг. 10-профильный элемент зуба по фиг. 8 и 9; на фиг. 11 - боковая стенка зуба по фиг, 8 и 9,
Составное зубчатое колесо (фиг. 1) содержит обод 1, комплект одинаковых зубьев 2 и средство 3 установки зубьев на ободе. 2 Обод 1 состоит из обечайки 4 (фиг. 2) и двух
приваренных к ней реборд 5. Средство 3 установки зубьев на ободе выполнено, например, в виде болтового 6 или заклепочного соединения.
Варианты конструктивного выполнения
обода и средства установки зубьев на ободе не являются отличительными существенными признаками и могут меняться в зависимости от типов колес и технологических
возможностей производства,
Зуб (фиг. 3) содержит профильный эле.- мент 8 и две боковые стенки 9. Профильный элемент 8 и стенки 9 выполнены из листового металла и жестко соединены между со- .
бой. Вариант конструктивного исполнения зуба с плоскими стенками (фиг. 4 и 5) предусматривает соединение стенок 9 с профильным элементом 8 путем, например, сварки или пайки. Вид соединения в этом
случае: тавровое (фиг. 5 слева) или угловое (фиг. 5, справа). Отверстия 10 (фиг. 4 и 5) являющиеся элементами средства установки, выполняются после выполнения соединения боковых стенок 9 с профильным
элементом 8. Профильный элемент (фиг. 6) выполнен из листового металла таким образом, что его наружная поверхность 11 соответствует требуемому типу зацепления (эвольвентному, циклоидальному и пр.) Фигурная часть 12 кромки боковой стенки 9 (фиг, 7) выполнена с обеспечением ее прилегания к внутренней поверхности 13 профильного элемента (фиг. 6), что обеспечивает передачу рабочих нагрузок от профильного
элемента на стенки путем непосредственного контакта, каковой разгружает собственно соединение. При наличии погрешностей формы профильного элемента, возможность которых не исключена
вследствие различной интенсивности упру- . того пружинения его изогнутой поверхности; фигурные кромки 12, являясь опорной базой для его внутренней поверхности 13, обеспечивают снижение величины упомянутых погрешностей, что способствует повышению точности профиля зуба. Выполнение профильного элемента из двухстадийной стали (пунктир на фиг. 5 и 6) позволяет достичь сочетания противоречивых свойств:
5 высокой твердости внешней поверхности 11 зуба и хорошей обрабатываемости, свариваемости, паяемости и других технологических характеристик, облегчающих выполнение соединения профильного элемента со стенками. Вариант конструктивното исполнения зуба с отбортованными стенками (фиг. 8 и 9) предусматривает соединение стенок 14 с профильным элементом 15 путем, например, сварки или заклепками 16. Профильный элемент (фиг. 10) также выполнен из двухслойной стали, причем твер- д ый плакирую щий слой 17 имеет ширину,меньшую, чем ширина подложки 18. Боковая стенка 14 (фиг. 11) имеет отбортованные кромки 19, увеличивающие как жесткость стенок, так и площадь контактной поверхности соединения стенок с профильным элементом, Крепежные отверстия 20 могут быть выполнены как в собранном зубе (фиг. 8 и 9), так и в отдельной стенке (фиг.
0
5
11). Для снижения контактных напряжений стенки отверстий 20 отбортованы.
Благодаря выполнению зубьев из листового материала предлагаемое зубчатое колесо имеет массу зубчатого венца э десятки раз меньшую, чем прототип со сплошными Зубьями. Исключение механической обработки профильной поверхности зуба упрощает изготовление колеса. Конструкция профильного элемента из двухслойной стали обеспечивает повышение износостойкости зубьев в сочетании с технологичностью конструкции. Выполнение стенок отбортованными обеспечивает еще большее снижение массы и момента инерции колеса.


| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ПЕРФОРИРОВАННОЙ СТЕНКОЙ | 2019 |
|
RU2715778C1 |
| Зубчатое колесо | 1990 |
|
SU1770641A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУЗОВА-ФУРГОНА | 2008 |
|
RU2388626C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ (ВАРИАНТЫ) | 2018 |
|
RU2680560C1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| ПАКЕТ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛОВ ПРОКАТКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2381093C2 |
| ШВЕЛЛЕРНЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ | 2018 |
|
RU2685013C1 |
| ЗАКЛЕПОЧНАЯ ГАЙКА И ЗАКЛЕПОЧНЫЙ БОЛТ, А ТАКЖЕ КОМБИНАЦИЯ ЗАКЛЕПОЧНОЙ ГАЙКИ ИЛИ ЗАКЛЕПОЧНОГО БОЛТА С ЛИСТОВОЙ ДЕТАЛЬЮ | 2007 |
|
RU2435995C2 |
| ПЕРЕДАЧА С СИНХРОННЫМ ПЛОСКИМ РЕМНЕМ | 2008 |
|
RU2461754C2 |
| ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ | 2017 |
|
RU2641333C1 |


Использование: составное зубчатое колесо, преимущественно большого диаметра с крупномодульными зубьями, относится к тяжелому и транспортному машиностроению. Сущность: в колесе, содержащем обод набора зубьев, образующих зубчатый венец, и средство установки зубьев на ободе, каждый зуб выполнен коробчатым из листового металла в виде профильного элемента, изогнутого по форме зуба и двух боковых стенок, жестко связанных с профильным элементом. 3 з.п. ф-лы, 11 ил.
Формула изобретения
внутренней поверхности профильного элемента.
А-А
увеличено
Фиг 2
Ј Мф
9 Мф
р гяф
602S6il
| Теплообменник | 1985 |
|
SU1303804A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
