ПРЕДПОСЫЛКИ К ИЗОБРЕТЕНИЮ - ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Это изобретение относится к передаче с синхронным плоским ремнем, как указано во введении к пункту 1 формулы изобретения. Его можно отнести к кодам МКП F16H 7/02, F16H 55/30 и F16H 55/36.
ПРЕДПОСЫЛКИ К ИЗОБРЕТЕНИЮ - ОБЗОР УРОВНЯ ТЕХНИКИ - ИСТОРИЯ ИЗОБРЕТЕНИЯ
С тех пор как в своей повседневной жизни человечество начало применять технику, оно столкнулось с проблемой трения. Из-за него, например, в двигатель внутреннего сгорания необходимо подать больше энергии в виде топлива, чтобы получить номинальные рабочие характеристики, чем это было бы необходимо согласно законам термодинамики. Это происходит в силу того, что трение мешает движению частей двигателя и поэтому часть поданного топлива надо потратить для преодоления этого трения, при этом выделяется тепло, которое бесполезно рассеивается в окружающей среде. Несмотря на все наши достижения в областях электроники, генной инженерии или нанотехнологии, мы очевидно не может справиться с трением. Вместо этого мы пытаемся снизить его, снабжая, например, наши машины смазкой, которая стала такой же привычной, как законы природы. При этом мы явно забыли о простых механических решениях, хотя человек с удовольствием использует их на коне-качалке в свои первые годы жизни и в кресле-качалке в последние годы жизни. Этот принцип заключается в том, чтобы не скользить вдоль поверхности, а катиться по поверхности.
Отсюда рождается это изобретение. Цель заключается в том, чтобы посредством качения передавать вращательное движение в наших машинах.
Ошибочно часто полагают, что плоское зубчатое колесо, например, с системой эвольвентных зубьев, которое очень широко распространено, например, в коробках передач автомобилей, выполняет такое движение качения. К сожалению, это не так, ибо иначе мы могли хотя бы отказаться от масла в коробке передач. При медленной эмуляции движения (см. http://de.wikipedia.org/wiki/Bild:Involute_wheel.gif), которое совершает зуб, находящийся в зацеплении с системой зубьев другого ответного зубчатого колеса, можно легко заметить, что сначала зуб скользит по ответному зубу, затем катится по кругу качения и впоследствии вновь скользит по ответному зубу. При этом на зубьях возникают повреждения поверхности (питинг). Движение качения выполняется только на основной окружности. По этой окружности прокатывается инструмент при формировании профиля зубьев. Выше и ниже основной окружности происходит скольжение, которое создает потребляющее энергию динамическое трение.
Как логическое следствие здесь предлагается разрешить зубу зацепляться за систему зубьев ответного зубчатого колеса только на основной окружности. Можно легко представить это в виде зубчатой рейки, которая уменьшена до тонкого слоя вокруг линии качения. С первого взгляда такая конструкция представляется неосуществимой, поскольку ответный зуб с таким маленьким выступом в направлении высоты зуба вряд ли будет иметь необходимую прочность (коробление), чтобы выдержать усилие входящего в зацепление зуба. Более того, как можно передать усилие в зубчатой рейке или на зубчатом колесе? Здесь наступает очередь следующего шага изобретения. Система слоя с тонким зубом формируется не как работающий на сжатие элемент, а как работающий на растяжение элемент. Хорошо известно, что тонкие слои способны передавать большие нагрузки натяжения. Тем не менее здесь также возникает проблема передачи усилия, которое приложено зацепляющимся зубом к ответной системе зубьев.
Поэтому в следующем шаге изобретения работающий на растяжение слой формируется гибким и направляется вокруг зубчатого колеса. Однако такой направленный работающий на растяжение слой будет защемляться в системе зубьев при приложении к его концам силы натяжения, при этом снова может возникнуть сила трения. Это необходимо предотвратить, а именно гибкий тонкий слой с ответной системой зубьев должен направляться на определенном расстоянии от вала зубчатого колеса. Это заданное расстояние реализуется на обычном ответном зубчатом колесе с помощью подшипника на этом ответном зубчатом колесе. Однако такой подшипник невозможен для тонкого гибкого слоя ответной системы зубьев. Здесь наступает очередь следующего шага изобретения. А именно, такая опорная функция выполняется в радиальном направлении с помощью цилиндрических дисков, имеющих заранее заданный одинаковый диаметр и заранее заданную ширину, которые установлены с двух сторон зубчатого колеса, непосредственно рядом с зубчатым колесом, и соосно с валом зубчатого колеса. Тем самым определен диаметр, который больше, чем диаметр окружности основания системы зубьев зубчатого колеса. Так что теперь при приложении силы натяжения к его концам этот тонкий гибкий слой с системой ответных зубьев может опираться в радиальном направлении на цилиндрические периферийные поверхности с двух сторон рядом с зубчатым колесом и выполнять движение вокруг зубчатого колеса при движении чистого качения.
Теперь может быть решена проблема передачи усилия, которое приложено зацепляющимся зубом к ответной системе зубьев. А именно, тонкий слой ответной системы зубьев поддерживается непосредственно рядом с цилиндром качения, который определяется периферийными поверхностями цилиндрических дисков, расположенных рядом с зубчатым колесом, по направлению касательной к этому цилиндру качения системы зубьев зубчатого колеса. А именно, вдоль полной окружности намотки между тонким гибким слоем ответной системы зубьев и цилиндром качения, который определен периферийными поверхностями цилиндрических дисков. В отличие от зацепления двух зубчатых колес сила зацепления зубчатого колеса с тонким гибким слоем ответной системы зубьев предается не в одной точке контакта между двумя зубьями, а с помощью последовательности опорных линий, которые тонкий гибкий слой ответной системы зубьев образует вместе с системой зубьев зубчатого колеса вдоль окружности намотки. Конкретно, каждый зуб зубчатого колеса толкает вперед в направлении движения зубчатого колеса вдоль по окружности намотки зуб тонкого гибкого слоя ответной системы зубьев, как конь тянет свою упряжь. Зуб зубчатого колеса, который входит в новое зацепление, сначала касается зуба тонкого гибкого слоя ответной системы зубьев, когда при виде сбоку зубчатого колеса линия, которая проходит от центра зубчатого колеса через ось симметрии нового входящего в зацепление зуба, расположена перпендикулярно к тонкому подходящему распрямленному гибкому слою ответной системы зубьев. Начиная отсюда новый зуб образует опорную линию, которая проходит рядом с цилиндром качения и выровнена параллельно оси цилиндра качения (в системе прямозубого цилиндрического колеса). Однако новый входящий в зацепление зуб должен нести свою нагрузку не в одиночку, а разделить нагрузку вместе с другими тянущими зубьями вдоль окружности намотки, как отдельные спортсмены при перетягивании каната.
За счет образования таких пар зубчатого колеса и соседних цилиндрических дисков с одной стороны и тонкого гибкого слоя ответной системы зубьев с другой стороны можно передавать вращательное движение за счет чистого качения.
При использовании таких пар для передачи движения чистым качением, например, для привода распределительного вала коленчатым валом, оба цилиндрических диска с двух сторон зубчатого колеса и зубчатое колесо могут быть жестко соединены с валом. Для применения в управляемой коробке передач цилиндрические диски с двух сторон зубчатого колеса в следующем шаге изобретения, например, могут быть жестко соединены с валом, а зубчатое колесо может быть соединено с валом управляемым механическим соединением. При этом зубчатые колеса, которые еще не обеспечивают передачу усилия на вал (управляемое механическое соединение еще не установлено), вращаются на этом валу, приводимые тонким гибким слоем ответной системы зубьев, например, при холостом ходе, облегая тем самым включение сцепления.
Однако в действительности изобретение еще не раскрыто полностью. Ибо этот тонкий гибкий слоя ответной системы зубьев должен естественно изгибаться при движении и поэтому необходима энергия на деформацию. Поэтому все наши усилия для устранения динамического трения окажутся напрасными, если теперь сэкономленное топливо придется тратить на создание энергии для деформации тонкого гибкого слоя ответной системы зубьев. Однако здесь мой опыт по конструированию крыльев, состоящих из тонких слоев из композитного материала с углеродными волокнами, может неожиданно обеспечить дальнейшее продвижение. А именно, первоначально незначительное повреждение, едва заметное снаружи, может развиться за счет ударного воздействия на такой тонкий слой до катастрофического отказа для воздушного судна, при расслоении конфигурации слоев под действием рабочей нагрузки, начиная с состояния незначительного повреждения, которое с течением времени занимает большую площадь и в результате приводит к поломке структуры крыла.
Причину этого можно понять после небольшого математического анализа. Как известно, момент инерции однородного слоя с толщиной t0 и шириной b0 равен:
 ;
;
с другой стороны, момент инерции слоя, который состоит из отдельных не соединенных друг с другом тонких слоев, каждый с толщиной t=t0/n (n=2, 3, 4,…) (всего n тонких отдельных слоев) и с шириной b0 каждого отдельного тонкого слоя из b слоев и с моментом инерции каждого:
In=b0·(t0/n)3/12;
и более того, полный момент инерции слоя из n отдельных тонких слоев равен:
I=n·In=n·b0·(t0/n)3/12=I0/n2;
то есть если слой с той же полной толщиной t0, как у однородного слоя, состоит, например, из 10 отдельных тонких не соединенных друг с другом слоев (n=10), то удивительно, но такой полный слой имеет момент инерции в 100 раз меньше, что в свою очередь приводит к другому модулю упругости Е и к другой жесткости к изгибу. Таким образом, расслоившееся крыло обладает только малой долей исходной жесткости к изгибу и неизбежно должно сломаться.
Это явление имеет катастрофические последствия для крыла, но гораздо более приятные последствия для тонкого гибкого слоя с ответной системой зубьев. Ибо поскольку величина энергии деформации, необходимой для обеспечения вращения тонкого гибкого слоя ответной системы зубьев, пропорциональна величине жесткости при изгибе, то при образовании тонкого гибкого слоя ответной системы зубьев из n отдельных тонких слоев с одинаковой суммарной толщиной энергию деформации, необходимую для обеспечения движения, можно уменьшить до малой доли, равной 1/n2 от исходного значения (для n=1).
Более того, известно, что тонкие слои, в частности металлические слои, можно изготавливать методом холодной прокатки и при этом они обладают большой прочностью на разрыв. Это значит, что тонкий гибкий слой ответной системы зубьев из набора n отдельных тонких слоев работает не только почти без потребления энергии деформации, но также тонкий гибкий слой ответной системы зубьев из набора n отдельных тонких слоев, как ни удивительно, имеет более высокую прочность на разрыв, чем идентичный по полной толщине тонкий гибкий слой ответной системы зубьев, имеющий один слой. Поэтому можно либо уменьшить полную толщину тонкого гибкого слоя ответной системы зубьев из набора n отдельных тонких слоев относительно рассчитанного значения для реализации с одним слоем, либо можно увеличить коэффициент запаса прочности на разрыв.
Теперь с помощью описанных здесь элементов изобретения согласно этому изобретению можно модернизировать редукторы, системы главного привода, системы вторичного привода, муфты и т.п.
Более того, для коммерческого всемирного применения этого изобретения важно, чтобы изобретение можно было хорошо интегрировать в уже имеющуюся систему деталей машин. Таким образом, большое преимущество при использовании зубчатых колес, которые входят в зацепление с тонким гибким слоем ответной системы зубьев, дает использование уже применяемых унифицированных зубчатых колес.
Здесь описана история этого изобретения. Далее описаны дополнительные элементы данного изобретения.
ПРЕДПОСЫЛКИ К ИЗОБРЕТЕНИЮ - ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ -ОБСУЖДЕНИЕ
Теперь займемся обсуждением известного уровня техники. При этом в последующем тонкий гибкий слой ответной системы зубьев будет называться плоским ремнем, имеющим последовательность отверстий, и в последующем система зубьев зубчатого колеса будет называться последовательностью выступов, а цилиндрические диски, которые расположены рядом с зубчатым колесом с двух его сторон, будут называться шкивами.
Передачи с синхронным плоским ремнем в технологии передач в широком смысле применяются для синхронной передачи вращательного движения. Они в основном состоят из, по меньшей мере, одного цилиндрического ведущего шкива и по меньшей мере одного цилиндрического ведомого шкива, одного плоского ремня открытой или закрытой конструкции и устройства натяжения для плоского ремня, при этом плоский ремень образует вместе со шкивами в результате силы статического трения, которая действует вдоль окружности намотки между плоским ремнем и соответствующим шкивом, силы фрикционного соединения, и при этом плоский ремень образует вместе со шкивами в результате зацепления последовательности отверстий на плоском ремне с последовательностью выступов на соответствующем шкиве вдоль окружности намотки между плоским ремнем и соответствующим шкивом дополнительно к упомянутому выше фрикционному соединению еще механическое соединение.
Передачи с синхронным плоским ремнем в сравнении с другими синхронными передачами, например передачей с роликовой цепью и передачей с зубчатым ремнем, имеют следующие преимущества: низкий уровень шума благодаря аэродинамически гладкой поверхности плоского ремня, низкие расходы на производство благодаря простой конструкции плоского ремня и отсутствие эффекта многоугольника благодаря опоре плоского ремня на рабочую поверхность цилиндрического шкива.
Тем не менее до настоящего времени передачи с синхронным плоским ремнем не нашли широкого распространения, так как в известных передачах с плоскими ремнями зацепление качения между отверстиями плоского ремня и выступами шкива не позволяло получить чистое качение. Поэтому при эксплуатации передачи с синхронным плоским ремнем возникали фрикционные потери и повышенный износ. Более того, движущиеся плоские ремни не были образованы из отдельных тонких разделенных слоев, поэтому при вращении надо было затрачивать большую энергию на деформации.
В частности, в приводах с синхронными плоскими ремнями согласно патентам США 1,683,955 (11.09.1928), США 2,408,666 (01.10.1946), США 3,642,120 (15.02.1972), США 3,772,930 (20.11.1973), США 4,568,320 (04.02.1986), WIPO WO 86/01570 (13.03.1986) и США 5,129,865 (14.07.1992) выступы имели круглое поперечное сечение, при этом с помощью таких выступов помимо функции синхронизации выполнялась также функция бокового направления плоского ремня по боковой координате. Более того, между отдельными выступами в направлении окружности шкива плоский ремень в радиальном направлении по отношению к оси шкива опирался на рабочую поверхность соответствующего шкива. При обеих операциях, а именно при входе отверстия на выступ и при выходе отверстия с выступа возникают силы трения. Эти силы трения снижают КПД плоского ремня и вызывают износ как выступов, так и отверстий. Более того, отходы износа, вызываемого силами трения, скапливаются непосредственно в области основания выступов на рабочей поверхности шкива. Такое уменьшение эффективной высоты выступа вместе с расширением отверстия из-за износа может приводить к незацеплению отверстия с выступом, в результате чего плоский ремень еще больше повреждается, и он не может обеспечивать синхронность.
Кроме того, плоские ремни в известных передачах с синхронными плоскими ремнями не изготовлялись с конфигурацией слоев из по меньшей меры одной ленты, имеющей несколько слоев, при этом получалась более высокая жесткость к изгибу и меньшая прочность на разрыв при той же самой полной толщине плоского ремня. При этом не реализовывался фактор высокого КПД, потому что при вращении плоского ремня с одним слоем очевидно нужно затратить большую энергию на деформацию, чем при вращении плоского ремня с несколькими слоями с такой же полной толщиной плоского ремня.
Более того, синхронизация в известных приводах с синхронным плоским ремнем не была управляемой. При этом во время работы было невозможно сдвинуть фазу передачи назад или вперед или во время эксплуатации передачи с синхронным плоским ремнем выключить или включить синхронизацию.
Более того, известные передачи с синхронным плоским ремнем не были унифицированы и также не могли быть интегрированы в стандартную систему деталей машин технологии передач.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ - ЦЕЛЬ И ДОСТИЖЕНИЕ
Целью изобретения является создание передачи с синхронным плоским ремнем, в которой без потери указанных выше преимуществ в сравнении с другими синхронными передачами, например с передачей с роликовой цепью и с передачей с зубчатым ремнем, устранены все из указанных выше недостатков. Эта цель достигается в передаче с синхронным плоским ремнем согласно этому изобретению в соответствии с отличающими особенностями формулы изобретения.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ - СУЩЕСТВЕННЫЕ ОСНОВНЫЕ ЭЛЕМЕНТЫ ИЗОБРЕТЕНИЯ
Для лучшего понимания ниже описываются основные элементы изобретения, причем это описание никак не ограничивает объем изобретения, который определяется в приложенной формуле изобретения и в их юридической интерпретации.
Первым существенным элементом изобретения является передача усилия без силы трения, возникающая при движении чистого качения между плоским ремнем многослойной конструкции и цилиндрическим телом зацепления, имеющим поворотные элементы, на каждом из которых имеется последовательность выступов, и имеющим шкивы, причем качение тела зацепления происходит вдоль продольной оси плоского ремня по плоской стороне ровно расположенного плоского ремня по последовательности отверстий в плоском ремне. А именно, в движущемся плоском ремне последовательность отверстий плоского ремня опирается на последовательность выступов тела зацепления непосредственно по цилиндру качения в направлении, фактически только касательном к этому цилиндру качения. При этом плоский ремень опирается в радиальном направлении по отношению к оси тела зацепления фактически только на шкивы тела зацепления.
Вторым существенным элементом изобретения является то, что вхождение выступов в отверстия и последующее выхождение их происходит без трения. Это реализовано за счет осевого направления плоского ремня за пределами участка зацепления, за счет наличия у отверстий плоского ремня в осевом направлении тела зацепления бокового зазора относительно выступов в области зацепления и за счет направления продольных сторон плоского ремня по обоим внешним шкивам.
Третьим существенным элементом изобретения является возможность создания плоского ремня с высокой прочностью, который за счет своей низкой жесткости относительно изгиба перемещается почти без потребления энергии деформации. Это достигается за счет изготовления плоского ремня бесконечной или открытой конструкции в виде многослойной конструкции из отдельных бесконечных или открытых лент.
Пятым существенным элементом изобретения является возможность, например, на этапе запуска выключать синхронизацию вращательного движения между поворотными элементами и шкивами тела зацепления, и также выполнять это на нескольких телах зацепления в передаче с синхронным плоским ремнем, и впоследствии включать синхронизацию после стабилизации скорости вращения. Это реализовано за счет обеспечения соединения поворотных элементов со шкивами тела зацепления путем управляемого механического соединения, например, с помощью механизма с вытяжной шпонкой или путем управляемого фрикционного соединения, например, с помощью фрикционной муфты.
Шестым существенным элементом изобретения является, например, использование унифицированных зубчатых колес в качестве поворотных элементов, при этом имеющаяся система унификации элементов машин производственных передач расширяется семейством унифицированных плоских ремней и семейством унифицированных шкивов в передаче с синхронным плоским ремнем.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ - ОБЛАСТИ
В будущем возможно применение настоящего изобретения в прецизионной механике, в автомобильной технике, в судостроении, в авиационной технике и в общем машиностроении. При этом передаваемая мощность лежит в диапазоне от нескольких ватт до нескольких сотен киловатт.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На прилагаемых чертежах осуществления изобретения показаны только для примеров, и они никак не ограничивают изобретения, эти чертежи описаны ниже.
Описания по рисункам
На рис.1а показан вид с частичным разрезом первого осуществления изобретения, имеющего два тела зацепления и плоский ремень, при этом оба тела зацепления используют звездочку в качестве поворотного элемента;
на рис.1b показан вид сбоку на вид с частичным разрезом первого осуществления изобретения с рис.1а;
на рис.1с показан вид с частичным разрезом тела зацепления первого осуществления изобретения вдоль линии А-А на рис.1а, при этом поворотный элемент находится в соединении сварного типа с обоими соседними шкивами;
на рис.1d показан вид с разрезом тела зацепления первого осуществления изобретения вдоль линии А-А на рис.1а, при этом поворотный элемент находится в соединении механического типа с обоими соседними шкивами с помощью призматической шпонки;
на рис.1е показан вид с разрезом тела зацепления первого осуществления изобретения вдоль линии А-А на рис.1а, при этом поворотный элемент находится в соединении фрикционного типа с обоими соседними шкивами с помощью плоского ремня, который находится в зацеплении с поворотным элементом, с помощью трения покоя между соответствующим работающим на растяжение кордом плоского ремня и соответствующей рабочей поверхностью шкива вдоль окружности намотки между соответствующим работающим на растяжение кордом плоского ремня и соответствующей рабочей поверхностью шкива;
на рис.1f показан вид с разрезом тела зацепления первого осуществления изобретения вдоль линии А-А на рис.1а, при этом поворотный элемент находится в соединении управляемого механического типа с обоими соседними шкивами с помощью механизма с вытяжной шпонкой и пары призматических шпонок средней длины;
на рис.1g показана часть плоского ремня первого осуществления изобретения при виде с направления Х на рис.1а;
на рис.1h показан вид с разрезом части плоского ремня первого осуществления изобретения вдоль линии D-D на рис.1g;
на рис.1i схематически показана траектория плоского ремня замкнутой конструкции первого осуществления изобретения, при этом плоский ремень состоит из одной бесконечной ленты;
на рис.2а показан вид с частичным разрезом второго осуществления изобретения, имеющего два тела зацепления и плоский ремень, при этом оба тела зацепления используют звездочку в качестве поворотного элемента;
на рис.2b показан вид сбоку на вид с частичным разрезом второго осуществления изобретения с рис.2а;
на рис.2с показан вид с частичным разрезом тела зацепления второго осуществления изобретения вдоль линии В-В на рис.2а, при этом поворотный элемент находится в соединении сварного типа с обоими соседними шкивами;
на рис.2d показан вид с разрезом тела зацепления второго осуществления изобретения вдоль линии В-В на рис.2а, при этом поворотный элемент находится в соединении механического типа с обоими соседними шкивами с помощью призматической шпонки;
на рис.2е показан вид с разрезом тела зацепления второго осуществления изобретения вдоль линии В-В на рис.2а, при этом поворотный элемент находится в соединении фрикционного типа с обоими соседними шкивами с помощью плоского ремня, который находится в зацеплении с поворотным элементом, с помощью трения покоя между соответствующим работающим на растяжение кордом плоского ремня и соответствующей рабочей поверхностью шкива вдоль окружности намотки между соответствующим работающим на растяжение кордом плоского ремня и соответствующей рабочей поверхностью шкива;
на рис.2f показан вид с разрезом тела зацепления второго осуществления изобретения вдоль линии В-В на рис.2а, при этом поворотный элемент находится в соединении управляемого механического типа с обоими соседними шкивами с помощью механизма с вытяжной шпонкой и пары призматических шпонок средней длины;
на рис.2g показана часть плоского ремня второго осуществления изобретения при виде с направления Y на рис.2а;
на рис.2h показан вид с разрезом части плоского ремня второго осуществления изобретения вдоль линии Е-Е на рис.2g; при этом соединительные элементы закрыты дополнительными фигурными элементами в форме втулки, поперечное сечение которых имеет форму круга;
на рис.2i показан вид с разрезом части плоского ремня второго осуществления изобретения вдоль линии Е-Е на рис.2g; при этом соединительные элементы закрыты дополнительными фигурными элементами в форме втулки, поперечное сечение которых имеет форму "0";
на рис.2j показан вид с разрезом части плоского ремня второго осуществления изобретения вдоль линии Е-Е на рис.2g; при этом соединительные элементы закрыты дополнительными фигурными элементами в форме втулки, поперечное сечение которых имеет форму "8";
на рис.2k схематически показана траектория плоского ремня замкнутой конструкции второго осуществления изобретения, при этом плоский ремень состоит из одной открытой ленты, которая намотана в несколько слоев;
на рис.3а показан вид с частичным разрезом третьего осуществления изобретения, имеющего два тела зацепления и плоский ремень, при этом оба тела зацепления используют плоское зубчатое колесо в качестве поворотного элемента;
на рис.3b показан вид сбоку на вид с частичным разрезом третьего осуществления изобретения с рис.3а;
на рис.3с показан вид с частичным разрезом тела зацепления третьего осуществления изобретения вдоль линии С-С на рис.3а, при этом поворотный элемент находится в соединении сварного типа с обоими соседними шкивами;
на рис.3d показан вид с разрезом тела зацепления третьего осуществления изобретения вдоль линии С-С на рис.3а, при этом поворотный элемент находится в соединении механического типа с обоими соседними шкивами с помощью призматической шпонки;
на рис.3е показан вид с разрезом тела зацепления третьего осуществления изобретения вдоль линии С-С на рис.3а, при этом поворотный элемент находится в соединении фрикционного типа с обоими соседними шкивами с помощью плоского ремня, который находится в зацеплении с поворотным элементом, с помощью трения покоя между соответствующим работающим на растяжение кордом плоского ремня и соответствующей рабочей поверхностью шкива вдоль окружности намотки между соответствующим работающим на растяжение кордом плоского ремня и соответствующей рабочей поверхностью шкива;
на рис.3f показан вид с разрезом тела зацепления третьего осуществления изобретения вдоль линии С-С на рис.3а, при этом поворотный элемент находится в соединении управляемого механического типа с обоими соседними шкивами с помощью механизма с вытяжной шпонкой и пары призматических шпонок средней длины;
на рис.3g показана часть плоского ремня третьего осуществления изобретения при виде с направления Z на рис.3а;
на рис.3h показан вид с разрезом части плоского ремня третьего осуществления изобретения вдоль линии F-F на рис.3g;
на рис.3i показан вид с частичным разрезом части плоского ремня измененного третьего осуществления изобретения, имеющего три тела зацепления, отдельное плоское зубчатое колесо и плоский ремень, при этом все три тела зацепления используют плоское зубчатое колесо в качестве поворотного элемента, и при этом тело зацепления с поворотным элементом находится в зацеплении с отдельным плоским зубчатым колесом;
на рис.3j схематически показана траектория плоского ремня замкнутой конструкции третьего осуществления изобретения, при этом плоский ремень состоит из двух бесконечных лент в многослойной конфигурации;
на рис.3k схематически показана траектория еще одного плоского ремня замкнутой конструкции третьего осуществления изобретения, при этом плоский ремень состоит из двух слоев, и при этом внутренний слой образован из двух открытых лент, которые в положениях, соответствующих часовой стрелке при времени 12:00 и 06:00, соединены встык друг с другом, и при этом внешний слой состоит из бесконечной ленты;
на рис.4 схематически показана геометрия номинального профиля согласно стандарту DIN 867;
на рис.5 схематически показана геометрия для вычисления u(у) и v(y);
на рис.6 схематически показана геометрия для вычисления u(у*) и v(y*).
ОПИСАНИЕ ВОПЛОЩЕНИЙ
После начального общего описания воплощений будет подробно описано первое специальное воплощение с его размерами, а также в качестве дополнительных воплощений описаны второе и третье воплощения.
В общем описании воплощений на первом этапе представлены используемые компоненты, а на втором этапе обсуждаются аспекты, связанные с конструкцией воплощений, затем на третьем этапе объясняется изготовление компонентов, и на четвертом этапе представлены области применения воплощений, и, наконец, на пятом этапе представлено описание работы воплощений. При этом используются ссылки на чертежи специальных воплощений, а представленные на чертежах рисунки служат только для демонстрационных целей и никак не ограничивают объем изобретения, который определяется в пунктах формулы изобретения и в их юридической интерпретации.
На рисунках идентичным компонентам разных специальных воплощений даны одинаковые условные обозначения.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ
В общем случае передача с синхронным плоским ремнем согласно данному изобретению содержит следующие перечисленные элементы, которые также могут присутствовать многократно.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ТЕЛО ЗАЦЕПЛЕНИЯ
Тело зацепления 500 состоит из n (n=1, 2, 3, …) поворотных элементов 200 и n+1 шкивов 300, при этом один поворотный элемент 200 располагается между парой соосных шкивов 300 соосно с этой парой, и при этом шкив 300, расположенный у стороны тела зацепления, имеет кольцевую выемку 301, рабочую поверхность шкива 302 и направляющий элемент 303 вдоль по окружности шкива, а шкив 300, расположенный во внутренней части тела зацепления между парой поворотных элементов 200, содержит в симметричной компоновке две кольцевые выемки 301 и между ними рабочую поверхность шкива 302, и при этом ширина тела зацепления 500 (без фрикционных дисков) определяется по следующей формуле:
beb=n·b+(n+1-2)·bip+2·bop.
В теле зацепления 500 n поворотных элементов 200 могут быть соединены с соседней парой шкивов 300 сварным соединением (смотрите рисунки 1с, 2с и 3с), механическим соединением (смотрите рисунки 1d, 2d и 3d), фрикционным соединением (смотрите рисунки 1е, 2е и 3е), управляемым механическим соединением (смотрите рисунки 1f, 2f и 3f) и управляемым фрикционным соединением (не показано на рисунках), при этом используется вал 600 только одного соединительного типа, и при этом можно использовать различные виды соединений тел зацепления 500 в передаче с синхронным плоским ремнем в различных комбинациях и количествах, ведущие или ведомые, с вращением по часовой стрелке или против часовой стрелки, в виде части или не в виде части устройства натяжения, в качестве натяжного шкива с системой зубьев 210 или без нее, с большим или малыми диаметрами, на обеих плоских сторонах открытого или закрытого плоского ремня 100 в зацеплении с плоским ремнем 100.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - НАТЯЖНОЙ ШКИВ
Цилиндрический натяжной шкив применяется как часть устройства натяжения для передачи с синхронным плоским ремнем согласно цилиндрическому телу зацепления 500, при этом n поворотных элементов 200 изготавливаются с системой зубьев 210 или без нее.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ПОВОРОТНЫЕ ЭЛЕМЕНТЫ
Поворотный элемент (200), например, может быть изготовлен как унифицированное плоское зубчатое колесо, например, с системой эвольвентных зубьев для зацепления с номинальным профилем согласно стандарту DIN 867 или соответственно ISO 53, или как унифицированная звездочка с системой зубьев согласно стандарту DIN 8196 для зацепления с роликовой цепью согласно стандарту DIN 8187 и DIN 8188.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ШКИВ
Диаметр цилиндрической рабочей поверхности шкива 300, например, может быть выполнен больше или равным диаметру начальной окружности зубчатого колеса и меньше диаметра окружности вершин зубьев поворотного элемента 200 с формой зубчатого колеса, при этом шкив 300 имеет заранее определенную ширину.
Более того, шкив 300, соседний с поворотным элементом 200, может иметь кольцевую выемку 301, расположенную соосно оси шкива, которая в осевом направлении начинается у боковой стенки шкива и заканчивается на заранее определенном расстоянии от этой боковой стенки, а в радиальном направлении начинается на заранее определенной высоте от оси шкива и заканчивается на круговой периферийной поверхности шкива 300.
Рядом с кольцевой выемкой 301 на шкиве 300 расположена цилиндрическая рабочая поверхность шкива 302, причем ее ширина в направлении оси, например, меньше или приблизительно равна ширине корда плоского ремня 103.
И более того, у шкива 300, расположенного с одной стороны тела зацепления 500, на его круговой периферийной поверхности рядом с продольной стороной плоского ремня 100 вдоль по окружности шкива может располагаться боковой направляющий элемент 303 для плоского ремня 100.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ПЛОСКИЙ РЕМЕНЬ
Плоский ремень 100 состоит из пары плоских сторон, пары продольных сторон, последовательности из n отверстий 101 и n+1 работающих на растяжение кордов 103 плоского ремня. Он изготовлен в виде бесконечной или открытой конструкции с по меньшей мере одной лентой 110 в многослойной конфигурации с по меньшей мере одним слоем, при этом отдельные ленты 110 размещены в слоях так, что их концы нахлестываются, соединяются встык или с зазором между ними, и при этом отдельная лента 110 также образует несколько слоев, и при этом она намотана или сложена, и при этом также одна лента является бесконечной ленточной 110 частью конфигурации слоев.
Таким образом, плоский ремень 100 может быть образован из нескольких очень тонких лент 110, например из тонких металлических лент 110 из выбранного материала, упроченного при холодной прокатке. В результате плоский ремень 100, состоящий из нескольких очень тонких металлических лент 110, может иметь заметно более высокую прочность на разрыв, чем плоский ремень 100 из единственной металлической ленты 110 с толщиной, равной сумме толщин отдельных металлических лент 110.
Более того, плоский ремень 100, изготовленный из нескольких очень тонких металлических лент 110, может иметь заметно более низкую жесткость на изгиб E·I, чем плоский ремень 100 из единственной металлической ленты 110 с толщиной, равной сумме толщин отдельных металлических лент 110. Для ленты с прямоугольным поперечным сечением, ширина которой равна ширине b0 плоского ремня 100, а толщина t=t0/n (n=2, 3, 4, …), где t0 - это толщина плоского ремня 100, a n - это число лент в плоском ремне 100, можно получить момент инерции ленты 110 (причем n лент 110 образуют плоский ремень 100):
In=b0·(t0/n)3/12.
В сравнении с этой величиной момент инерции плоского ремня 100 из единственной металлической ленты 110, с толщиной t0, равной сумме толщин отдельных металлических лент 110:
 ;
;
и далее, полный момент инерции плоского ремня, состоящего из n лент, равен:
I=n·In=n·b0·(t0/n)3/12=I0/n2;
это значит, что если плоский ремень 100 с идентичной полной толщиной t0 изготовлен не из одной ленты 110, а например, из 10 лент 110 (n=10), то тогда такой плоский ремень 100 имеет в 100 раз меньшую жесткость на изгиб при одинаковом модуле упругости Е.
В целом за счет изготовления плоского ремня 100 вместо единственной ленты 110 из нескольких отдельных лент 110 в многослойной конфигурации с одинаковой толщиной плоского ремня 100 можно получить более высокую прочность на разрыв и существенно более низкую жесткость на изгиб, а также добиться потребления в цикле вращения существенно меньшей энергии на деформацию.
Более того, плоский ремень 100 опирается вдоль по окружности намотки плоского ремня 100 на цилиндрическое тело зацепления 500 в радиальном направлении по отношению к оси цилиндрической рабочей поверхности шкива в основном только на рабочую поверхность шкива 302, а плоский ремень вдоль окружности намотки плоского ремня 100 на цилиндрическое тело зацепления 500 опирается на поворотный элемент 200 в основном только в направлении по касательной к цилиндрической рабочей поверхности шкива.
И более того, при этом последовательность отверстий 101 на плоском ремне 100 соответствует прокатыванию цилиндрической рабочей поверхности шкива цилиндрического тела зацепления 500 вместе с выступающими наружу выступами 210 поворотного элемента 200 по плоской стороне ровно расположенного плоского ремня 100 параллельно его продольной оси.
Более того, расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100 при зацеплении плоского ремня 100 его последовательностью отверстий 101 с поворотным элементом 200, который изготовлен как унифицированное плоское зубчатое колесо, имеющее систему эвольвентных зубьев для зацепления с номинальным профилем согласно стандарту DIN 867 или соответственно ISO 53, для радиального зацепления на участке высоты, в котором высота по радиусу определяется радиальной координатой у, с началом системы координат на диаметре начальной окружности d0 зубчатого колеса, и которая определена внутри следующих границ:
0≤y<hap,
определяется следующей формулой:
u(y)=(m·π)/2+(2·π·y)/z+2·у·tgαр-Δ1,
и при этом расстояние по перпендикуляру между двумя последующими сторонами отверстия 101 в продольном направлении плоского ремня 100 для того же самого участка высоты
определяется следующей формулой:
v(y)=(m·π)/2-2·y·tgαp+Δ1,
и при этом расстояние по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия 101 в продольном направлении плоского ремня 100 для того же самого участка высоты
определяется следующей формулой:
w=b+Δ2.
Более того, расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100 при зацеплении плоского ремня 100 его последовательностью отверстий 101 с поворотным элементом 200, который изготовлен как унифицированная звездочка, имеющая систему зубьев согласно стандарту DIN 8196 для зацепления с роликовыми цепями по стандарту DIN 8187 и DIN 8188, для радиального зацепления в области высоты, в котором высота по радиусу определяется радиальной координатой у*, с началом системы координат на окружности звездочки, и диаметр которой d* удовлетворяет следующему соотношению:
d*=Р·ctgα,
и которая определена внутри следующих границ:
0≤у*<k,
определяется следующей формулой:
u(y*)=Р·(α·ctgα-1)+d1+2·α·у*
+2·у*·tgγ-Δ3,
и при этом расстояние по перпендикуляру между двумя последующими сторонами отверстия 101 в продольном направлении плоского ремня 100 для того же самого участка высоты
определяется следующей формулой:
v(y*)=Р-d1-2·у*·tgγ+Δ3,
где, например, γ удовлетворяет следующему соотношению:
16°≤γ<22,5° или 13°≤γ≤17°,
и при этом расстояние по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия 101 в продольном направлении плоского ремня 100 для того же самого участка высоты
определяется следующей формулой:
w=В+Δ4.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ВАЛ
Вал 600 может содержать, например, длинную призматическую шпонку 601, или n коротких призматических шпонок 602 и n+1 подшипников качения 603, или n управляемых механизмов с вытяжной шпонкой 400 и n+1 призматических шпонок 604 средней длины.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ПЛОСКИЕ ЗУБЧАТЫЕ КОЛЕСА В НЕПОСРЕДСТВЕННОМ ЗАЦЕПЛЕНИИ С ТЕЛОМ ЗАЦЕПЛЕНИЯ
Более того, в конкретных установках передача с синхронным плоским ремнем может дополнительно к уже упомянутым компонентам содержать по меньшей мере одно одиночное плоское зубчатое колесо 200.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - ДОПОЛНИТЕЛЬНЫЕ ФИГУРНЫЕ ЭЛЕМЕНТЫ
Имеющий, например, форму втулки дополнительный фигурный элемент 121, установленный на по меньшей мере одном соединительном элементе 102, который охватывает соединительный элемент и имеет поперечное сечение в форме, например, круга, или "0", или "8".
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
Ниже описана конструкция отдельных компонентов.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ПАРАМЕТРЫ
Существенно определяющими параметрами для выбора материала для отдельных компонентов и для определения размера отдельных компонентов являются следующие: передаточное отношение между отдельными телами зацепления 500, величина передаваемого крутящего момента, скорость движения плоского ремня 100, температура окружающего воздуха, доступное для установки пространство, коэффициент трения покоя между плоским ремнем 100 и рабочей поверхностью шкива 302 и тип и степень присутствующих в окружающей среде загрязнений.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- МАТЕРИАЛЫ
Сначала на основании условий эксплуатации выбираются материалы для отдельных компонентов, при этом металлические материалы особенно пригодны для отдельных компонентов, используемых при высокой температуре окружающей среды. Альтернативно при низкой температуре окружающей среды можно использовать, например, пластиковый материал или составной материал.
Вал 600 может быть изготовлен из инструментальной стали, из нержавеющей стали или из любого другого подходящего материала.
Поворотный элемент 200 может быть изготовлен из инструментальной стали, из нержавеющей стали, из чугунного материала или из любого другого подходящего материала.
Шкив 300 может быть изготовлен из инструментальной стали, из нержавеющей стали, из чугунного материала или из любого другого подходящего материала.
Работающий на растяжение слой плоского ремня 100 может состоять из отдельных лент 110, каждая из которых может быть из разного материала. Предпочтительно изготавливать ленты 110 из металла, подвергшегося холодной прокатке для повышения его прочности на разрыв. Ленты 110 могут состоять из металлов X46Cr13, X5CrNi18-10, X4CrNi18-12, X10CrNi18-8, X5CrNiMo17-12-2, X2CrNiMo17-12-2, X2CrNiMo18-14-3, X2CrNiMo18-15-3, X6CrNiMoTi17-12-2, AlCuMg2, AlMg3, AlMgSi1, AlZnMgCu, C100, C125W, C70, Ck101, Ck60, Ck67, Ck75, Ck80, CuBe2Pb, CuFe2.5P, CuMg0.3, CuMg0.6, CuNi1.3Si0.25, CuNi12Zn24, CuNi12Zn25Pb1, CuNi15Sn8, CuNi18Zn19Pb1, CuNi18Zn20, CuNi2.0Si0.5Zn1Sn0.5, CuNi2.6Si0.6Zn0.8Sn0.4, CuNi2Be, CuNi30Mn1Fe, CuNi44Mn1, CuNi9Sn2, CuNiBe0.5, CuSn0.2, CuSn0.2Mg0.1Ag, CuSn2Zn10, CuSn3Zn9, CuSn4, CuSn5, CuSn8, CuZn23Al3Co, CuZn28, CuZn36, CuZn37, CuZn37Pb2, CuZn38Pb2, DC01, DC02, Durinox, Durnico, FeCr20A15, FeNi28Co21, FeNi29Co18, FeNi36, HyMu 80, HyMu 800, Nb, Ni, NiBe2, NiCr15Fe, NiCr20, NiCu30Fe, NiMo16Cr15W, NiMo28, Phynox, RFe80, Та, Ti, Zr, CuBe2, CuCo0.5Be, CuCo2Be, CuNi1.2Be, CuSn6, CuFe2P, CuNi2Si, CuNi3Si, CuNi3Si1Mg, CuCrAgFeTiSi, термопластичных пластмассовых материалов полиамид, полиэфир, полипропилен или любого другого пригодного материала.
Фрикционный слой может состоять из хлоропренового каучука, нитрилового каучука, фторсодержащего каучука, термопластичного полиуретана или любого другого пригодного материала. Такой материал может быть нанесен на работающий на растяжение корд 103 плоского ремня или на рабочие поверхности шкива 302. Альтернативно частицы из твердого материала могут быть закреплены на соответствующей поверхности, например частицы карбида, частицы нитридов, частицы боридов или алмазные частицы. Для влажной среды фрикционные слои на рабочих поверхностях шкива 302 формуются, например, с профилем наподобие протектора автомобильной шины (имеющие канавки, отверстия, текстуру "елочки" и т.п.) для слива флюида.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ТИП ПОВОРОТНОГО ЭЛЕМЕНТА
Теперь выбирается тип поворотного элемента, который единообразно используется в передаче с синхронным плоским ремнем, при этом в качестве поворотного элемента может использоваться либо унифицированное плоское зубчатое колесо с системой эвольвентных зубьев для зацепления с номинальным профилем согласно стандарту DIN 867 или соответственно ISO 53 или унифицированная звездочка с системой зубьев согласно стандарту DIN 8196 для зацепления с роликовыми цепями по стандарту DIN 8187 и DIN 8188, и при этом первый тип определяется в основном по модулю m, а второй тип определяется в основном по шагу Р роликовой цепи.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ЦИЛИНДРИЧЕСКАЯ РАБОЧАЯ ПОВЕРХНОСТЬ ШКИВА
Перед началом вычисления диаметров цилиндрических рабочих поверхностей шкивов отдельных тел зацепления 500 с учетом имеющихся серий унифицированных плоских зубчатых колес или унифицированных звездочек следует сначала определить минимальный допустимый диаметр цилиндрической рабочей поверхности шкива в зависимости от модуля упругости Е материала плоского ремня, от допустимого напряжения ózul материала плоского ремня и от толщины t0 плоского ремня, причем в этих расчетах фрикционный слой не учитывается из-за низкой величины его модуля упругости. Согласно закону Гука можно указать минимальный допустимый диаметр цилиндрической рабочей поверхности шкива для плоского ремня 100:
 .
.
Для плоского ремня 100 многослойной конфигурации можно получить толщину t отдельной ленты 110:
 ,
,
и с помощью соотношения t=t0/n:
 ,
,
откуда видно, что для плоского ремня 100 из n лент 110, имеющего полную толщину, равную полной толщине плоского ремня 100, минимальный допустимый диаметр цилиндрической рабочей поверхности шкива равен 1/n от минимального допустимого диаметра для плоского ремня 100 однослойной конфигурации с такой же полной толщиной. Это означает, что для компактной конструкции с относительно небольшими диаметрами необходимо использовать многослойную конструкцию плоского ремня 100.
После этого диаметры цилиндрических рабочих поверхностей шкивов отдельных тел зацепления 500 вычисляются с учетом имеющихся серий унифицированных плоских зубчатых колес или унифицированных звездочек, при этом для выбора модуля m плоского зубчатого колеса или шага Р звездочки следует определить доступное для монтажа передачи пространство, передаваемый крутящий момент и необходимое передаточное отношение, и при этом сначала определяется наименьший диаметр d' цилиндрической рабочей поверхности шкива тела зацепления 500 в передаче с синхронным плоским ремнем; а именно, при использовании плоского зубчатого колеса в качестве поворотного элемента 200, например, соответствующего диаметру начальной окружности d0 согласно соотношению:
d'=d0=m·z;
и при использовании звездочки в качестве поворотного элемента 200, например, аналогично соответствующего диаметру начальной окружности, но при этом согласно соотношению:
d'=d=P/sinα=P/sin(π/Z);
после этого больший диаметр передачи с синхронным плоским ремнем с нужным передаточным отношением Ü определяется согласно соотношению:
и при этом:
Ü=z1/z2 или Ü=Z1/Z2.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ - ПОСЛЕДОВАТЕЛЬНОСТЬ ОТВЕРСТИЙ ДЛЯ ЗАЦЕПЛЕНИЯ С УНИФИЦИРОВАННЫМ ПЛОСКИМ ЗУБЧАТЫМ КОЛЕСОМ
В качестве следующего шага размеры отверстий 101 и соединительных элементов 102 плоского ремня 100 определяются на основе ранее выбранной геометрии поворотных элементов 200 и вычисленного диаметра цилиндрической рабочей поверхности шкива совместно с заранее заданными размерами зазоров, при этом при определении размеров зазоров следует учесть возможное специальное окружение соединительных элементов 102 с помощью, например, дополнительных фигурных элементов 121 с формой втулки;
после выбора унифицированного плоского зубчатого колеса с системой эвольвентных зубьев для зацепления с номинальным профилем согласно стандарту DIN 867 или соответственно ISO 53 в качестве поворотного элемента 200 расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100 определяется следующим соотношением:
u(y)=(m·π)/2+(2·π·y)/z+2·у·tgαр-Δ1,
при этом это соотношение для случая у=0 (например, при d'=d0) упрощается до:
u(y)=(m·π)/2-Δ1; и
расстояние по перпендикуляру между двумя последующими сторонами отверстия 101 в продольном направлении плоского ремня 100 определяется следующим соотношением:
v(y)=(m·π)/2-2·у·tgαр+Δ1,
при этом это соотношение для случая у=0 упрощается до:
v(y)=(m·π)/2+Δ1,
и при этом расстояние по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия 101 в продольном направлении плоского ремня 100 определяется следующим соотношением:
w=b+Δ2,
при этом стандарт не указывает никаких значений для ширины b плоского зубчатого колеса; приблизительно ширину b можно взять, например, такой же величины, как ширина рабочей поверхности шкива.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ПОСЛЕДОВАТЕЛЬНОСТЬ ОТВЕРСТИЙ ДЛЯ ЗАЦЕПЛЕНИЯ С УНИФИЦИРОВАННОЙ ЗВЕЗДОЧКОЙ
При выборе унифицированной звездочки с системой зубьев согласно стандарту DIN 8196 для зацепления с роликовыми цепями по стандарту DIN 8187 и DIN 8188 в качестве поворотного элемента 200 расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100 определяется следующим соотношением:
u(y*)=Р·(α·ctgα-1)+d1+2·α·у*
+2·у*·tgγ-Δ3,
где
у*=d/2-d*/2 (потому что, например, d'=d),
d=P/sinα,
d*=P·ctgα,
α=π/Z,
γ=19° (например);
и при этом расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100 определяется следующим соотношением:
v(y*)=Р-d1-2·у*·tgγ+Δ3,
при этом диаметр ролика d1 для соответствующего шага Р берется из таблицы в стандарте;
и при этом расстояние по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия 101 в продольном направлении плоского ремня 100 для того же самого участка высоты
определяется следующей формулой:
w=В+Δ4,
при этом для ширины В звездочки согласно стандарту возможны различные значения; ширину В можно взять, например, приблизительно равной ширине рабочей поверхности шкива 302.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- СТАНДАРТНЫЕ СЕРИИ
С помощью указанных выше соотношений можно составить таблицы, с помощью которых по данной геометрии унифицированных плоских зубчатых колес или соответственно унифицированных звездочек можно будет легко определить геометрию последовательности отверстий 101 на плоском ремне 100 и геометрию шкивов 300. Такие таблицы необходимы для коммерческого унифицированного применения изобретения в мировом масштабе.
Ниже в качестве примера составлены две таблицы, в которых указаны значения величин u, v и d', характеризующих геометрию унифицированных плоских зубчатых колес согласно стандарту DIN 867 (ISO 53) и соответственно для унифицированных звездочек по стандарту DIN 8196 для зацепления с роликовыми цепями согласно стандарту DIN 8187 и DIN 8188.
Таким образом, для унифицированных плоских зубчатых колес согласно стандарту DIN 867 (ISO 53) значения величин u, v и d', характеризующих геометрию при выборе величин m, z и Δ1, можно определить по Таблице 1.
И более того, для унифицированных звездочек по стандарту DIN 8196 для зацепления с роликовыми цепями согласно стандарту DIN 8187 и DIN 8188 значения величин u, v и d' при выборе величин Р, d1, γ, Z и Δ3 можно определить по Таблице 2.
Как очевидно из Таблицы 2, значения для величин u и v зависят от числа зубьев Z. Эти результаты получены из приведенных выше соотношений для u и v, при этом сумма значений u и v всегда равна 16.14 мм, то есть шаг плоского ремня всегда одинаковый независимо от числа зубьев. При изготовлении передачи естественно можно выбрать только один набор значений для u и v для плоского ремня 100, который проходит через несколько тел зацепления 500, имеющих разные диаметры. Поэтому в этой серии было выбрано значение u=10.24 мм (наименьшее значение в серии) и v=5.90 мм (наибольшее значение в серии). Более того, значение для d' было определено только для Z=10 из формулы d'=d=P/sinα=P/sin(π/Z). Для более высоких величин Z значение d' было определено по формуле  , в которой Ü=Z1/Z2.
, в которой Ü=Z1/Z2.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ -КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ПОПЕРЕЧНОЕ СЕЧЕНИЕ РАБОТАЮЩИХ НА РАСТЯЖЕНИЕ КОРДОВ
После этого необходимое поперечное сечение работающих на растяжение кордов 103 определяется по величине передаваемого крутящего момента, при этом форма поперечного сечения выбирается в зависимости от доступного для установки передачи пространства либо в виде несколько расположенных параллельно работающих на растяжение кордов 103 и соответственно шкивов 300, например три шкива 300 с двумя поворотными элементами 200, или необходимая площадь поперечного сечения при небольшом пространстве для установки в осевом направлении вала 600 тела зацепления 500 образуется только при минимальном числе двух работающих на растяжение кордов 103 и соответственно двух шкивов 300 с одним поворотным элементом 200, в этом последнем случае толщину работающего на растяжение корда 103 и тем самым плоского ремня 100 необходимо выбрать соответственно большей, при этом толщину плоского ремня предпочтительно образовывать из слоев отдельных лент 110 для снижения жесткости на изгиб.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ГЕОМЕТРИЯ ШКИВА
На основании уже проведенного выше определения размеров работающего на растяжение корда 103 плоского ремня теперь можно определить ширину рабочей поверхности шкива 302; она должна быть меньше или приблизительно равна ширине работающего на растяжение корда 103 плоского ремня.
Она должна быть меньше, чем ширина работающего на растяжение корда 103 плоского ремня, в частности, когда дополнительные подобные втулке фигурные элементы 121 установлены на соединительных элементах 102 плоского ремня 100.
Ибо тогда выступающая за пределы круговой кромки часть работающего на растяжение корда 103 плоского ремня, ограничивающая рабочую поверхность шкива 302 со стороны поворотного элемента 200, должна предотвратить скольжение дополнительного фигурного элемента 121 вдоль стороны шкива 300, повернутой к поворотному элементу 200.
Более того, выемку 301 необходимо предусмотреть на стороне шкива, обращенной к поворотному элементу 200; такая выемка 301 предназначена для приема дополнительного подобного втулке фигурного элемента 121, установленного на соединительном элементе 102, который выступает с двух сторон поворотного элемента 200, поскольку отверстие 101 и таким образом и соединительный элемент 102 изготовлены шире, чем система зубьев поворотного элемента 200 на зазор Δ2 или Δ4, для обеспечения возможности зацепления зуба 210 поворотного элемента 200 с отверстием 101 плоского ремня 100 с боковым зазором (Δ2/2 или Δ4/2) с двух сторон поворотного элемента 200, при этом предотвращается повреждение плоского ремня 100 зацепляющимися зубьями 210 поворотною элемента 200, при этом необходимым условием для такого безотказного зацепления зуба 210 поворотного элемента 200 с отверстием 101 с боковым зазором (Δ2/2 или Δ4/2) является приблизительно беззазорное направление плоского ремня 100 боковыми направляющими элементами 303 в осевом направлении относительно оси тела зацепления 500.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ -КОНСТРУКЦИЯ КОМПОНЕНТОВ - СОЕДИНЕНИЕ ПОВОРОТНОГО ЭЛЕМЕНТА, ШКИВА И ВАЛА
n поворотных элементов 200 и n+1 шкивов 300 можно соединить непосредственно или с помощью вала 600 соединением типа сварного, механическим соединением, фрикционным соединением или управляемым механическим или фрикционным соединением.
При этом создается сварное соединение, в котором n поворотных элементов 200 с n+1 шкивами 300 образуют тело зацепления 500, изготовленное в виде одной цельной детали, которое затем соединяется с валом 600 с помощью механического соединения, например с помощью соединения канавкой и призматической шпонкой 601, или соединяется с валом 600 управляемым механическим соединением, например, с помощью механизма с вытяжной шпонкой 400.
При этом создается механическое соединение, в котором как n поворотных элементов 200, так и n+1 шкивов 300 соединяются с валом 600, например, с помощью соединения канавкой и призматической шпонкой 601.
При этом создается фрикционной соединение, в котором как n поворотных элементов 200, так и n+1 шкивов 300 соединяются с валом 600 с помощью тугой посадки.
При этом создается управляемое механическое соединение, в котором n+1 шкивов 300 соединяются с валом 600, например, с помощью соединения канавкой и призматической шпонкой 604, а n поворотных элементов 200 соединяются с валом 600 управляемым механическим соединением, например, с помощью механизма с вытяжной шпонкой 400.
При этом для специальных применений управляемое механическое соединение создается только между n поворотными элементами 200 и валом 600, в то время как n+1 шкивов 300 закреплены на валу 600 с возможностью свободною вращения, и при этом n поворотных элементов 200 соединяются с валом 600 управляемым механическим соединением, например, с помощью механизма с вытяжной шпонкой 400.
При этом создается управляемое фрикционное соединение (не показано), в котором n+1 шкивов 300 соединяются, например, при осевом перемещении относительно вала 600, причем каждый имеет фрикционный слой на стороне, непосредственно соседней к поворотному элементу 200, и при этом эти 2·n фрикционных слоя прижаты до взаимно неподвижного состояния с помощью усилия пружины к соседним боковым стенкам n поворотных элементов 200, которые опираются на вал 600 с возможностью вращения. При этом между n+1 шкивами 300 и n поворотными элементами 200 создается фрикционное соединение, и при этом с помощью устройства действие усилия пружины можно управляемо ослаблять или достигать нужного фрикционного соединения.
При этом создается управляемое фрикционное соединение (не показано), в котором, например, в каждом промежутке между шкивом 300, соединенным с валом 600 с возможностью осевого перемещения, и между соседним поворотным элементом 200 установлен тонкий фрикционный диск соосно с валом 600, имеющий фрикционное покрытие с обеих сторон, при этом такие 2·n фрикционных дисков прижаты до взаимно неподвижного состояния с помощью усилия пружины к соседним боковым стенкам n поворотных элементов 200, которые опираются на вал 600 с возможностью вращения, и n+1 шкивов 300, и при этом создается фрикционное соединение между n+1 шкивами 300 и n поворотными элементами 200 с помощью 2·n фрикционных дисков, и при этом с помощью устройства действие этого усилия пружины можно управляемо ослаблять или достигать нужного фрикционного соединения.
При этом создается управляемое фрикционное соединение (не показано), в котором, например, в каждом промежутке между шкивом 300, соединенным с валом 600 с возможностью осевого перемещения, и между соседним поворотным элементом 200 установлен тонкий фрикционный диск соосно с валом 600, имеющий фрикционное покрытие с обеих сторон, при этом такие 2·n фрикционных дисков прижаты до взаимно неподвижного состояния с помощью усилия по крайней мере одного электромагнита, расположенного в поворотном элементе 200 и (или) в шкиве 300, к соседним боковым стенкам n поворотных элементов 200, которые опираются на вал 600 с возможность вращения, и n+1 шкивов 300, и при этом создается управляемое фрикционное соединение между n+1 шкивами 300 и n поворотными элементами 200 с помощью 2·n фрикционных дисков.
Создание такого управляемого механического соединения между валом и поворотным элементом или управляемого фрикционного соединения между поворотным элементом может производиться при механическом, гидравлическом, пневматическом или электромагнитном включении соединяющих элементов.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- КОНСТРУКЦИЯ ПЛОСКОГО РЕМНЯ
Далее формируется плоский ремень 100, причем температура эксплуатации, имеющееся для установки пространство и передаваемый крутящий момент определяют воплощение бесконечного плоского ремня 100, и при этом указанные здесь принципы аналогично можно применить при разработке конструкции открытого плоского ремня 100.
При этом плоский ремень 100 имеет конструкцию, например, для двухстороннего зацепления с телом зацепления 500, и поэтому обычно имеет работающий на растяжение слой, два фрикционных слоя, расположенных с противоположных сторон от работающего на растяжение слоя, и, например, при высокой нагрузке дополнительные фигурные элементы 121.
И при этом работающий на растяжение слой в зависимости от температуры и нагрузки состоит из по меньшей мере одной ленты 110 из, например, пластикового материала или из холоднокатаного металлического сплава.
И при этом для образования работающего на растяжение слоя в бесконечном плоском ремне 100 используется по меньшей мере одна бесконечная лента 110, которая образует слой, и (или) по меньшей мере одна открытая спирально намотанная лента 110, которая также может образовать несколько слоев и при этом содержать работающие на растяжение слои обоих типов, эти типы могут быть расположены один поверх другого во всех возможных комбинациях, например сначала одна бесконечная лента 110, над ней одна открытая спирально намотанная лента 110 и поверх нее одна бесконечная лента 110, или сначала две бесконечные ленты 110, поверх них одна открытая спирально намотанная лента 110 и поверх нее две бесконечные ленты, или сначала одна открытая спирально намотанная лента 110, и поверх нее две бесконечные ленты 110, и поверх них один спиральный виток из открытой ленты 110 и так далее.
И при этом для образования работающего на растяжения слоя бесконечного плоского ремня 100 используется по меньшей мере одна бесконечная лента 110, которая образует один слой, и (или) несколько перекрывающихся открытых лент 110, которые также могут образовать несколько слоев, и при этом длина открытых лент 110 может быть явно короче длины бесконечного плоского ремня 100.
И при этом, например, при образовании бесконечного работающего на растяжение слоя из намотанной ленты 110 только расположенный снаружи конец может быть жестко закреплен к расположенной непосредственно под ним секции ленты, а другие расположенные внутри витки могут опираться "плавающим" образом, что означает наличие небольшого пространства для свободного перемещения в направлении окружности бесконечного работающего на растяжение слоя.
И при этом, например, при образовании бесконечного работающего на растяжение слоя из одной бесконечной ленты 110 и нескольких открытых лент 110 открытые ленты 110 могут быть немного короче, чем бесконечная лента 110, и могут быть размещены внутри бесконечной ленты 110, и бесконечная лента 110 и открытые ленты 110 могут быть жестко соединены друг с другом только в одном месте, а в других местах открытые ленты 110 могут опираться "плавающим" образом, что означает наличие небольшого пространства для свободного перемещения в направлении окружности бесконечного работающего на растяжение слоя. И при этом, например, конфигурация с четырьмя слоям может быть следующей: бесконечная лента 110 снаружи (четвертый слой), три открытые ленты внутри (слои с первого по третий), которые немного короче, чем бесконечная лента 110, механическое соединение четырех слоев (соединение заклепкой) или соединение сварного типа четырех слоев (линия соединения, например сварного шва, расположена перпендикулярно к продольной оси плоского ремня) располагается в месте, соответствующем часовой стрелке при времени 7 часов на выровненном по окружности работающем на растяжение слое у соединительного элемента 102, концы самой внутренней открытой ленты 110 (первый слой) в положении 1 час, концы ленты 110 (второй слой), соседней с самой внутренней лентой 110, - в положении 11 часов, и концы ленты 110 (третий слой), соседней с бесконечной внешней лентой 110, - в положении 3 часа.
Для образования бесконечного работающего на растяжение слоя в многослойной конфигурации с отдельными лентами 110 имеются два варианта, первый заключается в первоначальной сборке конфигурации слоев и последующем изготовлении последовательности отверстий 101. Во втором варианте сначала в отдельных лентах 110 изготавливается последовательность отверстий 101, и затем из этих отдельных лент 110 собирается бесконечный работающий на растяжение слой.
В частности, во втором варианте необходимо учесть различные длины лент 110 при круговом размещении отельных слоев в работающем на растяжение слое. Именно это приводит к разности между длиной внутренней окружности ленты 110 в n-м слое (n=1, 2, 3, …) и длиной внутренней окружности ленты 110 в первом слое (n=1) при круговом размещении конфигурации слоев:
δn=2·π·t·(n-1),
где t - это толщина ленты 110.
При намотке ленты 110 для образования круговой конфигурации слоев эти отдельные разности длин складываются так, что можно получить полное различие длин:
δgesamt=n·π·t·(n-1).
Это означает, что намотанная лента 110, имеющая n полных слоев, на величину δgesamt длиннее, чем умноженная на n длина окружности первого слоя. Отсюда следует, что в последовательной конфигурации отверстий с шагом, который точно соответствует первому слою (это значит, что длина внутренней окружности ленты 110 в первом слое равна целому кратному от шага ленты 110), в следующих расположенных выше витках ленты 110 отверстия не будут точно совпадать, и смещение отверстий 101 будет тем больше, чем выше расположен слой. Например, для четырех слоев (n=4) и толщины одной ленты 110 величиной 0,1 мм полное смещение δgesamt будет величиной 3,77 мм.
При таком методе изготовления описанное выше смещение естественно учесть при определении величин зазора для отверстий 101. Таким образом, заранее определенный зазор в продольном направлении плоского ремня 100 в отверстии 101 (Δ1 или Δ3) должен быть равен приблизительно удвоенному размеру δgesamt.
Такое смещение можно уменьшить, если уже снабженные отверстиями ленты 110 не будут наматываться витками или не будут содержать так много витков.
Возможна следующая конфигурация: одна бесконечная лента 110 внутри (первый слой), три открытые ленты снаружи (слои со второго по четвертый), равные по длине бесконечной внутренней ленте 110, механическое соединение четырех слоев (соединение заклепкой) или соединение сварного типа четырех слоев (линия соединения, например сварного шва, расположена перпендикулярно к продольной оси плоского ремня) располагается в месте, соответствующем часовой стрелке при времени 7 часов на выровненном по окружности работающем на растяжение слое у соединительного элемента 102, при этом в этом месте соединения соединительные элементы 102 лент 110 отдельных слоев точно выровнены один над другим, то есть тут нет никакого смещения, и дальше концы ленты 110 во втором слое в положении 1 час, концы ленты 110 в третьем слое в положении 11 часов, и концы внешней ленты 110 четвертого слоя в положении 3 часа. В такой конфигурации при t=0.1 мм максимальное смещение во втором слое составляет Δ2/2 (=0,31 мм), максимальное смещение в третьем слое 8·Δ3/12 (=0,84 мм), а максимальное смещение в четвертом слое 8·Δ4/12 (=1,26 мм).
При первом варианте образования бесконечного работающего на растяжение слоя, то есть когда сначала образуется конфигурация слоев, а затем в ней изготавливается последовательность отверстий 101, как ни удивительно, до сих пор такая проблема со смещением не была обнаружена.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- КОНСТРУКЦИЯ ДОПОЛНИТЕЛЬНЫХ ФИГУРНЫХ ЭЛЕМЕНТОВ
Кроме того, дополнительные фигурные элементы 121, которые охватывают по меньшей мере один соединительный элемент 102 такого бесконечного плоского ремня 100, могут быть созданы, например, с формой втулки, при этом они могут быть созданы с продольной прорезью или без, и при этом они могут быть изготовлены из металла, пластмассового материала, композиционного материала или другого материала и могут быть выполнены, например, в форме спиральной пружины, и при этом длина втулки, например, чуть меньше, чем ширина отверстия 101, и при этом поперечное сечение дополнительного фигурного элемента 121 может иметь, например, две перпендикулярно расположенные по отношению друг к другу оси симметрии, и поперечное сечение может, например, иметь форму круга, "0" или "8", и при этом нижняя и верхняя дуга "0" и "8" имеют форму круговой дуги, и радиус каждой приблизительно равен половине расстояния по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100, при этом продольные оси "0" и "8" ориентированы параллельно к плоской стороне плоского ремня 100 на распрямленном участке плоского ремня 100 и ориентированы фактически по касательной к цилиндрической рабочей поверхности шкива вдоль окружности наматывания между плоским ремнем 100 и цилиндрическим телом зацепления 500, и при этом имеющий форму втулки дополнительный фигурный элемент 121 с круглым поперечным сечением имеет продольную прорезь по всей своей полной длине для приема соединительного элемента 102, при этом прорезь ориентирована параллельно к продольной оси дополнительного фигурного элемента с формой втулки 121, и при этом перпендикуляры к противолежащей паре поверхностей прорези ориентированы параллельно друг другу, и при этом перпендикуляры к противолежащей паре поверхностей прорези образуют угол примерно 45° к плоскости, которая простирается между внутренней кромкой прорези и осью продольной симметрии дополнительного фигурного элемента в форме втулки 121, и при этом имеющий форму втулки дополнительный фигурный элемент 121 с поперечным сечением в форме "0" и "8" имеет продольную прорезь по всей своей полной длине, и при этом при поперечном сечении в форме "8" прорезь проходит вдоль продольной оси симметрии дополнительного фигурного элемента с формой втулки 121, и при этом при поперечном сечении в форме "0" прорезь проходит у уплощенной стороны параллельно к продольной оси симметрии дополнительного фигурного элемента с формой втулки 121, при этом перпендикуляры к противолежащей паре поверхностей прорези ориентированы параллельно друг другу, и при этом перпендикуляры к противолежащей паре поверхностей прорези расположены параллельно к касательной плоскости уплощенной стороны.
И при этом дополнительный фигурный элемент 121, который охватывает по меньшей мере один соединительный элемент 102 такого бесконечного плоского ремня 100, может также иметь форму пластинки и может быть, например, компонентами ленты 110, например, когда при вырубке отверстий 101 в ленте 110 с по меньшей мере одним отверстием 101 вырубаемая часть, например, делится симметрично в направлении, перпендикулярном к продольной стороне плоского ремня 100 и остается соединенной в продольном направлении плоского ремня с последующими сторонами соединительного элемента 102, при этом, например, часть может частично закрывать по меньшей мере один расположенный выше соединительный элемент 102 соседних лент 110, после соответствующего перегиба, и при этом затем, например, другая часть может частично закрывать по меньшей мере один расположенный ниже соединительный элемент 102 соседних лент 110, после соответствующего перегиба, или при этом, например, обе части, соединенные с соединительным элементом 102, могут частично закрывать по меньшей мере один расположенный выше этого соединительный элемент 102 соседних лент 110, после соответствующего перегиба, или, например, могут частично закрывать по меньшей мере один расположенный ниже соединительный элемент 102 соседних лент 110, после соответствующего перегиба, и при этом несколько таких дополнительных соединительных элементов 102 в последовательной конфигурации, например, каждый может частично закрывать по меньшей мере один расположенный выше этого соединительный элемент 102 соседних лент 110, после соответствующего перегиба, и при этом несколько таких дополнительных соединительных элементов 102 в последовательной конфигурации, например, каждый может частично закрывать альтернативно по меньшей мере один расположенный выше этого соединительный элемент 102 соседних лент 110, и после этого по меньшей мере один расположенный ниже этого соединительный элемент 102 соседних лент 110, и так далее.
И при этом дополнительный фигурный элемент 121, который охватывает по меньшей мере один соединительный элемент 102 такого бесконечного плоского ремня 100, может также иметь форму ленты, и при этом они могут быть спирально намотаны вокруг по меньшей мере одного соединительного элемента 102.
И при этом дополнительный фигурный элемент 121 может также иметь другую форму, при которой он не охватывает соединительный элемент 102.
И при этом за счет крепления дополнительного фигурного элемента 121 к соединительному элементу 102, например, жесткость на изгиб относительно оси, перпендикулярной к продольной оси плоского ремня 100, не изменяется, и когда вращающийся вокруг тела зацепления 500 соединительный элемент 102 можно выровнять в форму круговой дуги, как работающие на растяжение элементы корда 103 плоского ремня, соседние с двух сторон и поддерживаемые в радиальном направлении на соответствующих рабочих поверхностях шкива 302, так что между этими соседними работающими на растяжение элементами корда 103 плоского ремня и соединительным элементом 102 не может возникнуть никаких вызывающих усталость материала напряжений сгибания за счет другой кривой при обращении вокруг тела зацепления 500.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ОБРАЗОВАНИЕ ФРИКЦИОННЫХ КОМБИНАЦИЙ
Далее создаются фрикционные комбинации между работающими на растяжение кордами 103 плоского ремня и рабочими поверхностями шкива 302.
При этом в сухой рабочей среде и в диапазоне температур до 200°С фрикционные слои работающих на растяжение кордов 103 плоского ремня изготавливаются из натурального каучука или из термопластичного полиуретана, соответствующего максимальной температуре, при этом работающий на растяжение слой состоит из холоднокатаного стального сплава или из пластикового материала, соответствующего максимальной температуре, и при этом рабочие поверхности шкива 302 состоят из стального материала, или из чугунного материала, или из пластикового материала, соответствующего максимальной температуре.
И при этом альтернативно к этому в сухой рабочей среде и в диапазоне температур до 200°С рабочие поверхности шкива 302 изготавливаются из натурального каучука или из термопластичного полиуретана, соответствующего максимальной температуре, при этом работающий на растяжение слой состоит из холоднокатаного стального сплава или из пластикового материала, соответствующего максимальной температуре, и при этом на работающих на растяжение кордах 103 плоского ремня нет никаких фрикционных слоев.
И при этом в сухой рабочей среде и в диапазоне температур свыше 200°С работающие на растяжение корды 103 плоского ремня с холоднокатаным стальным сплавом в качестве работающего на растяжение слоя изготавливаются с частицами карбида, частицами нитрида, частицами борида или частицами алмаза в качестве фрикционных элементов вместо изготовления фрикционного слоя, и рабочие поверхности шкива 302 состоят из стального материала или из чугунного материала.
И при этом альтернативно к этому в сухой рабочей среде и в диапазоне температур свыше 200°С работающие на растяжение корды 103 плоского ремня с холоднокатаным стальным сплавом в качестве работающего на растяжение слоя изготавливаются без фрикционных элементов, и рабочие поверхности шкива 302 состоят из стального материала или из чугунного материала, имеющего частицы карбида, частицы нитрида, частицы борида или частицы алмаза.
И при этом для влажной среды (вода, масло и т.п.) фрикционные слои на рабочих поверхностях шкива 302 формуются, например, с профилем наподобие протектора автомобильной шины (имеющие канавки, отверстия, текстуру "елочки" и т.п.) для слива флюида.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ВОПЛОЩЕНИЯ ПЛОСКОГО РЕМНЯ
Для рабочей температуры ниже 100°С и низкой нагрузки бесконечный плоский ремень 100 изготавливается, например, из полиамида в качестве работающего на растяжение слоя и с двумя фрикционными слоями из хлоропренового каучука.
Для рабочей температуры ниже 100°С и средней нагрузки бесконечный плоский ремень 100 изготавливается, например, из нескольких бесконечных лент 110 из холоднокатаного стального сплава в качестве работающего на растяжение слоя, при этом несколько бесконечных лент 110 приварены друг к другу по линии, перпендикулярной к продольной оси плоского ремня 100 на выбранных равноудаленных соединительных элементах 102, например, с помощью шовной роликовой контактной сварки, и снабжен двумя фрикционными слоями из нитрилового каучука.
Для рабочей температуры ниже 100°С и высокой нагрузки бесконечный плоский ремень 100 изготавливается, например, из открытой намотанной в несколько слоев ленты 110 из холоднокатаного стального сплава в качестве работающею на растяжение слоя, при этом намотанные слои приварены друг к другу по линии, перпендикулярной к продольной оси плоского ремня 100 на выбранных равноудаленных соединительных элементах 102, например, с помощью шовной роликовой контактной сварки, и снабжен двумя фрикционными слоями из нитрилового каучука и с дополнительными фигурными элементами 121, например, в форме "8".
Для рабочей температуры ниже 200°С и низкой нагрузки бесконечный плоский ремень 100 изготавливается, например, из бесконечной ленты из холоднокатаного стального сплава в качестве работающего на растяжение слоя и с двумя фрикционными слоями из фторсодержащего каучука.
Для рабочей температуры ниже 200°С и средней нагрузки бесконечный плоский ремень 100 изготавливается, например, из нескольких бесконечных лент 110 из холоднокатаного стального сплава в качестве работающего на растяжение слоя, при этом несколько бесконечных лент 110 приварены друг к другу по линии, перпендикулярной к продольной оси плоского ремня 100 на выбранных равноудаленных соединительных элементах, например, с помощью шовной роликовой контактной сварки, и снабжен двумя фрикционными слоями из фторсодержащего каучука.
Для рабочей температуры ниже 200°С и высокой нагрузки бесконечный плоский ремень 100 изготавливается, например, из открытой намотанной в несколько слоев ленты 110 из холоднокатаного стального сплава в качестве работающего на растяжение слоя, при этом намотанные слои приварены друг к другу по линии, перпендикулярной к продольной оси плоского ремня 100 на выбранных равноудаленных соединительных элементах 102, например, с помощью шовной роликовой контактной сварки, и снабжен двумя фрикционными слоями из фторсодержащего каучука и с дополнительными фигурными элементами 121, например, в форме "8".
Для рабочей температуры выше 200°С и низкой, средней или высокой нагрузки с соответствующей конфигурацией работающего на растяжение слоя из холоднокатаного стального сплава с дополнительными фигурными элементами 121 или без них не планируется никаких фрикционных слоев или в качестве фрикционных элементов наносятся частицы карбида, борида или алмаза.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ - КОНСТРУКЦИЯ КОМПОНЕНТОВ
- ФОРМИРОВАНИЕ ОПОРЫ ДЛЯ ТЕЛА ЗАЦЕПЛЕНИЯ
Далее изготавливается опора для тел зацепления 500; валы 600 могут с двух сторон или с одной стороны опираться с возможностью вращения согласно компоновке имеющегося для установки свободного места, при этом для безотказной работы плоского ремня важно, чтобы, во-первых, валы 600 передачи с синхронным плоским ремнем были выровнены параллельно друг другу, во-вторых, ось рабочей цилиндрической поверхности шкива соответствующего тела зацепления была выровнена согласно продольной оси симметрии соответствующего вала и, в-третьих, воображаемые прямые линии, которые являются касательными к круглым ограничениям индивидуальных рабочих поверхностей шкива 302, соседнего к направляющему элементу 303, образовывали две плоскости, расположенные параллельно друг другу на расстоянии ширины плоского ремня 100.
При этом для регулировки натяжения плоского ремня 100 вал 600 по меньшей мере одного тела зацепления 500 опирается с возможностью перемещения.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - ОБЕСПЕЧЕНИЕ КАЧЕСТВА
Перед началом массового производства продукции следует квалифицировать отдельные этапы производственного процесса.
После начала серийного выпуска продукции необходимо организовать процесс менеджмента качества производственного процесса для обеспечения качества, необходимого для достижения высокой надежности передачи с синхронным плоским ремнем. Такой процесс может состоять, например, из выборочного отбора проб, например, для проверки параметров сырьевых материалов, точного документирования отдельных поставок материалов для идентификации поставщика материала из взятых проб, штамповки отдельных заводских номеров на компонентах и создание их документации с поперечными ссылками на производственный процесс для последующей идентификации слабых мест в производственном процессе по возвратам изделий, исследование лент 110 на предмет наличия слабых мест с помощью рентгеновской дефектоскопии, выборочного отбора, например, для проверки соблюдения производственных допусков, выборочного отбора, например, для проверки прочности плоских ремней 100 на растяжение с помощью испытаний прочности на растяжение и проведения испытаний на усталостную прочность с помощью переменных нагрузок, температурных циклов и воздействия коррозионно-активными средствами.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - МАТЕРИАЛЫ
Материалы для отдельных компонентов перечислены в разделе о конструкции.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ МАТЕРИАЛЫ - ШКИВЫ
Шкив 300 доводится до требуемой формы, начиная с кованой или литой заготовки, с помощью известного процесса механической обработки. На шкиве 300 из металлического материала необходимая степень шероховатости поверхности может быть получена с помощью известных методов шлифовки.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ ПОВОРОТНЫЕ ЭЛЕМЕНТЫ - ПОВОРОТНЫЙ ЭЛЕМЕНТ
Поворотный элемент доводится до требуемой формы, начиная с кованой или литой заготовки, с помощью известного процесса механической обработки. Для поворотного элемента 200 из металлического материала требуемая степень твердости на поверхности системы зубьев может быть получена с помощью известного процесса поверхностного упрочнения.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОПИСАНИЕ КОМПОНЕНТОВ -ПОВОРОТНЫЕ ЭЛЕМЕНТЫ - ВАЛ
Вал 600 доводится до требуемой формы, начиная с кованой или литой заготовки, с помощью известного процесса механической обработки. На валу 600 из металлического материала необходимая степень шероховатости поверхности может быть получена с помощью известных методов шлифовки. Для механизма с вытяжной шпонкой 400 из металлического материала поверхности элементов (шарики, фиксаторы, клинья и т.п.), которые управляемым образом обеспечивают механическое соединение между валом 600 и зубчатым колесом 200, упрочняются с помощью известного процесса поверхностного упрочнения.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - ТЕЛО ЗАЦЕПЛЕНИЯ
Тело зацепления 500 изготавливается по мере того, как соответствующее количество поворотных элементов 200, шкивов 300 и соединительных элементов с помощью соответствующих механических деталей (призматические шпонки, подшипники качения, пружины, винты и т.п.) крепится к валу 600 с помощью известного процесса монтажа.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - НАТЯЖНОЙ ШКИВ
Натяжной шкив изготавливается по мере того, как соответствующе количество поворотных элементов 200 и шкивов 300 с помощью соответствующих механических деталей (призматические шпонки, подшипники качения, винты и т.п.) крепится к валу 600 с помощью известного процесса монтажа.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - ПЛОСКИЕ ЗУБЧАТЫЕ КОЛЕСА В НЕПОСРЕДСТВЕННОМ ЗАЦЕПЛЕНИИ С ТЕЛОМ ЗАЦЕПЛЕНИЯ
Плоское зубчатое колесо доводится до требуемой формы, начиная с кованой или литой заготовки, с помощью известного процесса механической обработки. Для плоского зубчатого колеса из металлического материала требуемая степень твердости на поверхности системы зубьев может быть получена с помощью известного процесса поверхностного упрочнения.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - ПЛОСКИЙ РЕМЕНЬ
Для изготовления ленты 110 с предопределенной компоновкой вырубленных отверстий, как известно, надо прерывистым образом пропускать ленту 110 через машину для вырубки отверстий. Машина для вырубки отверстий состоит из двух пластин, между которыми протягивается лента 110. На нижней пластине, которая играет роль матрицы, расположены отверстия для вырубки с острыми кромками, а верхняя пластина является направляющей для движения пуансона. Для вырубки обе пластины прижимаются друг к другу, так что лежащая между ними лента 110 крепко прижимается и надежно зажимается. Затем верхний пуансон прессом продвигается вниз, чтобы вырубить отверстия в ленте 110 при совместном действии с отверстиями нижней пластины-матрицы. После вырубки отверстий металлические пластины отодвигаются друг от друга и лента 110 проталкивается или протягивается на шаг механической обработки.
Такая вырубка является прерывистым процессом и поэтому относительно медленным, инструменты вырубки являются очень сложными и поэтому дорогими. При вырубке отверстий в тонких лентах 110 с толщиной пленки вырубные инструменты должны быть изготовлены с предельной точностью и их необходимо регулярно затачивать. Из-за прерывистого перемещения очень тонкой ленты 110, например, с толщиной пленки также возникают проблемы с плоскостностью, при плоском протягивании ленты 110 необходимо применение специальных мер при движении, в частности при ускорении и замедлении ленты, чтобы на ней не возникло складок или морщин. Также при прерывистой вырубке отверстий возникают конкретные проблемы из-за того, что необходимо предельно точное выравнивание ленты 110 с помощью датчиков и прецизионного проталкивания, чтобы можно было добиться того, что расстояние между отверстиями, полученными при двух последовательных операциях вырубки, в точности равнялось расстоянию между отверстиями в группе, которая вырубается при одной операции вырубки.
В патенте на изобретение Германии G9017365.1 (30.01.1992) описано устройство, с помощью которого можно экономично изготовить металлическую ленту 110 с вырубленными отверстиями. Это устройство для вырубки отверстий на лентах 110 из пленки или листового металла отличается наличием примерно горизонтально установленной пары валиков, между которыми подается металлическая лента 110, при этом на верхнем валике имеются пуансоны для вырубки отверстий, а нижний валик снабжен покрытием из эластичного материала, в которое погружаются пуансоны верхнего валика, деформируя это покрытие, а также имеются направляющие и подающие шкивы для металлической ленты 110, расположенные до и после пары валиков, при этом, например, расположенные до валиков шкивы и (или) валики являются ведомыми.
Можно относительно просто и недорого изготовить такие инструменты для вырубки отверстий. Можно даже заменять верхний валик с пуансонами для вырубки отверстий на другой такой валик, если возникнет необходимость заточки пуансонов для вырубки отверстий или необходимо изготавливать другую последовательность отверстий. При этом не требуется заменять нижний валик. Более того, такое устройство позволяет работать в непрерывном режиме, и при этом скорость подачи можно изменять в широком диапазоне и можно использовать последующие устройства, например, для намотки ленты 110 с вырубленными отверстиями.
Например, пуансоны для вырубки отверстий верхнего валика расположены радиально по отношению к его оси вращения, так что вырубка и соответственно погружение пуансонов для вырубки отверстий в металлическую ленту 110 и нижележащее покрытие нижнего валика происходит в форме качения - следовательно, формирование отверстия в металлической ленте 110 происходит не при одновременном обрезании материала по всей окружности, а материал срезается постепенно, что обеспечивает значительно более точный и прецизионный режим работы и заметно снижает образование заусениц.
К тому же выгодно, что пуансоны для вырубки отверстий верхнего валика погружаются в эластомерное покрытие нижнего валика на глубину, равную примерно половине толщины металлической ленты 110, при этом эластомер нижнего валика имеет твердость по Шору, например, не менее 90. На практике такое значение твердости оказалось очень удачным при обработке очень тонких металлических лент 110.
Нижний валик, который покрыт эластомером, специально имеет больший диаметр, чем диаметр верхнего валика с пуансонами для вырубки отверстий. Из-за этой разницы диаметров улучшается эффект срезания при вырубке отверстий, а поскольку пуансон для вырубки отверстий не попадает снова и снова в тоже самое место эластомерного покрытия нижнего валика, то это эластомерное покрытие равномерно изнашивается по всей своей поверхности, и легче выполнить замену верхнего валика с пуансонами для вырубки отверстий.
Устройство преднамеренно собрано так, что пара валиков опирается на проем нижележащего бункера для сбора отходов вырубки, и при этом вблизи нижнего валика можно удобно установить приводной зачищающий ролик для снятия прилипших отходов вырубки. За счет этого достигается безопасный сбор отходов вырубки и устраняется риск того, что отходы вырубки могут каким-то образом повлиять на работу последующих станций механической обработки. К тому же металлическая лента 110 может также проходить очиститель для удаления оставшихся прилипших отходов в районе проема бункера. Преднамеренно такой очиститель состоит из одной или нескольких щеток, которые расположены над и (или) под металлической лентой 110.
Предпочтительно использовать направляющие и (или) тянущие шкивы как выравнивающие шкивы или валики для металлической ленты с вырубленными отверстиями 110 после пары вырубающих отверстия валиков. Предпочтительно прижимать друг к другу эти выпрямляющие шкивы или валики с помощью регулируемых прижимных средств, например, в виде пружин или прижимных поршней.
С помощью такой пары выпрямляющих шкивов или валиков, которые преднамеренно расположены за пределами бункера сбора отходов вырубки, обеспечивается, что возможно возникшие незначительные деформации металлической ленты 110, в частности, вблизи отверстий в виде выступающих заусениц распрямляются и прижимаются назад в плоскость подаваемой металлической ленты 110, так что последующие станции механической обработки не встретят никаких препятствий на ленте.
Благодаря возможности непрерывно нужным образом вырубать отверстия на металлических лентах 110 имеется также возможность непосредственно после этого в специальных машинах очищать эти ленты 110 для проверки, для обрезки до предопределенной длины с соответствующей нужной формой концов, и обрабатывать после этого другим образом.
Например, металлическую ленту 110, в которой была вырублена по меньшей мере одна последовательность отверстий 101, можно вновь пропустить через валик с пуансоном для вырубки отверстий, чтобы получить при этом втором проходе ленты дополнительный к отверстиям 101 набор отверстий, в котором отверстия равномерно распределены по всей поверхности ленты. Такой набор отверстий может оказаться выгодным, если эта лента впоследствии в бесконечной или открытой конструкции, например, будет сплавлена с полиуретаном в качестве фрикционного слоя.
Исходным материалом для такой обработки валиком с пуансонами для вырубки отверстий для изготовления лент 110 с по меньшей мере одной последовательностью отверстий 101 являются ленты 110, обычно намотанные на рулоны из другого материала, например из металлического или пластмассового материала, который имеет ширину и толщину, которые соответствуют, например, нужным окончательным размерам.
Однако валик с пуансоном для вырубки отверстий может также создавать тонкостенные трубы, имеющие по меньшей мере один слой из металлического или пластмассового материала с несколькими расположенными рядом друг с другом последовательностями отверстий 101, при этом имеющая многослойную конфигурацию тонкостенная труба получается при наматывании пластинки из металла или пластмассового материала вокруг валика, или при расположении бесшовных труб одна поверх другой, или при соединении спиральных труб и бесшовных труб в блок труб.
И при этом бесшовная металлическая труба получается, например, при сжимании вместе двух параллельно обрезанных концов тонкой пластины, лазерной сварке их лазерным пучком, перемещающимся вдоль линии контакта в плоскости контактирующей поверхности, охлаждении, срезании металла, выступающего за пределы поперечного сечения пластины, отжиге, очистке поверхности, прокатке и обрезке продольных сторон.
И при этом бесшовная труба из пластмассового материала получается, например, при сжимании вместе двух параллельно обрезанных концов тонкой пластины, лазерной сварке их лазерным пучком, перемещающимся вдоль линии контакта в плоскости контактирующей поверхности, охлаждении, срезании пластмассового материала, выступающего за пределы поперечного сечения пластины, отжиге, очистке поверхности, прокатке и обрезке продольных сторон.
При обработке тонкостенных труб, имеющих по меньшей мере один слой из металлического или пластмассового материала, валиком с пуансонами для вырубки отверстий вся длина трубы размещается на нижнем валике устройства и по крайней мере на одном регулируемом натяжном шкиве. После создания необходимого натяжения с помощью натяжного шкива перемещение тонкостенной металлической трубы для прокатывания по валику с пуансоном для вырубки отверстий может быть выполнено ведущим натяжным шкивом или, например, при зажатии и протягивании трубы, например, направляющими шкивами, расположенными снаружи окружности нижнего валика.
Обрезка отдельных бесконечных лент 110, имеющих по меньшей мере одну последовательность отверстий 101, может быть выполнена во время вырубки отверстий или, например, с помощью соответствующего второго устройства, оснащенного валиками и режущими инструментами, после очистки, проверки или любой другой последующей обработки.
Далее, ленты 110, имеющие по меньшей мере одну последовательность отверстий 101, можно также изготовить с помощью системы компьютерного управления неподвижными тонкими пластинами или при движении лент 110 с помощью фокусированного пучка высокой энергии, например лазерного пучка или струи воды высокого давления. Очистка, проверка или любая другая последующая обработка проводится после такой обработки обрезкой.
Впоследствии такие открытые и (или) бесконечные ленты 110 работающего на растяжение слоя можно закрепить к себе и (или) к другим лентам 110 соединением сварного типа, например с помощью сварки (также сварки пластикового материала), с помощью пайки (тугоплавким или легкоплавким припоем) и с помощью склеивания и (или) механическим соединением, например креплением дополнительными фигурными элементами 121, путем вплавления их в эластичный материал стабильной формы после отверждения или охлаждения, например в термопластичный полиуретан, причем в этом случае используемые ленты 110, например, снабжены набором отверстий (для заполнения компаундным материалом), и с помощью заклепок и (или) с помощью фрикционного соединения, например с помощью адгезии из-за трения покоя, при этом трение покоя лент 110 одна по другой можно увеличить, например, путем нанесения частиц из твердого материала (частицы карбида, частицы нитрида, частицы борида или частицы алмаза) на такие поверхности, при этом отдельные ленты 110 могут также состоять из различных материалов, и при этом бесконечный плоский ремень 100 может состоять только из работающего на растяжение слоя и не содержать фрикционных слоев.
В случае изготовления из металлического материала такие открытые и (или) бесконечные ленты 110 работающего на растяжение слоя могут образовывать бесконечный плоский ремень 100 в многослойной конфигурации за счет крепления к себе и (или) к другим лентам 110 с помощью, например, точечной контактной сварки, или шовной роликовой контактной сварки, или точечной лазерной сварки, при этом линия, например, на плоской стороне частей ленты 110 и (или) лент 110, идущая по сварному соединению частей ленты 110 и (или) лент 110, расположена перпендикулярно к продольной оси плоского ремня 100 для обеспечения гибкости плоского ремня 100.
Такая линия, подобная сварному соединению, может соединять по меньшей мере две части ленты 110 или по меньшей мере две ленты 110, при этом линия, подобная сварному соединению, на по меньшей мере одном соединительном элементе 102 может проходить вдоль двух последующих сторон соединительного элемента 102 в продольном направлении плоского ремня 100, непосредственно соседних к этим сторонам, или вдоль перпендикуляра к продольной оси плоского ремня 100, расположенного на оси симметрии соединительного элемента 102 между этими сторонами, и при этом такая линия, подобная сварному соединению, на по меньшей мере одном соединительном элементе 102 может также выходить за пределы области соединительного элемента 102 в область работающих на растяжение кордов 103.
При изготовлении бесконечной ленты 110 из открытой металлической ленты 110 с перекрывающимися концами используется, например, процесс шовной роликовой контактной сварки. В процессе шовной роликовой контактной сварки подлежащие соединению перекрывающиеся концы металлической ленты 110 подаются между двумя роликами, при этом на ролики подается ток, например переменный ток. За счет протекания тока через два перекрывающихся конца металлической ленты 110 между двумя сварочными роликами в области контакта концов металлической ленты 110 происходит плавление, и таким образом между двумя концами образуется сварной шов, который соединяет вместе два конца.
Например, при изготовлении бесконечной ленты 110 из открытой металлической ленты 110 с перекрывающимися концами используется процесс шовной роликовой контактной сварки, описанный в патенте США 3,596,043 (27.07.1971), в котором ролики прокатывают по ленте, например проволоке из медного сплава, которая вставляется между роликом и поверхностью металлической ленты 110, при этом проволока направляется в канавке, проходящей вдоль окружности ролика, и формуется плоской на боковой кромке металлической ленты 110.
Далее, при изготовлении бесконечной ленты 110 из открытой металлической ленты 110 с перекрывающимися концами, например, по меньшей мере один первый роликовый шов формируется внутри области перекрытия и проходит по всей ширине ленты перпендикулярно к продольной оси металлической ленты 110, при этом кромка верхней сформованной в виде плоской ленты проволоки с верхнего ролика размещается точно над торцевой кромкой верхней перекрывающейся металлической ленты 110 или выступает на небольшое расстояние за торцевую кромку этой металлической ленты 110, и второй роликовый шов формируется внутри области перекрытия и проходит по всей ширине ленты перпендикулярно к продольной оси металлической ленты 110, при этом кромка нижней сформованной в виде плоской ленты проволоки с нижнего ролика размещается точно под торцевой кромкой нижней перекрывающейся металлической ленты 110 или выступает на небольшое расстояние за торцевую кромку этой металлической ленты 110.
При изготовлении бесконечной ленты 110 из открытой пластмассовой ленты 110 из термопластичного материала полипропилена, полиэфира или полиамида с перекрывающимися концами, например, используется известный процесс нагревания клином, при этом сварные швы расположены так, как описано выше в процессе шовной роликовой контактной сварки. Пригодными альтернативными процессами сварки являются также известный процесс сварки трением или известный процесс ультразвуковой сварки.
Далее, при изготовлении бесконечной ленты 110 из открытой металлической ленты 110 или пластмассовой ленты 110 с перекрывающимися концами также можно использовать процесс точечной сварки вместо шовной сварки в области перекрытия, например, с помощью имеющего форму стержня электрода, уплощенного на конце у металлической ленты 110, или с помощью имеющих форму стержней нагревательных стержней, уплощенных на конце ленты из пластикового материала 110. А именно, внутри области перекрытия точки сварки должны быть распределены равномерно.
При изготовлении бесконечной ленты 110 из открытой металлической ленты 110 или пластмассовой ленты 110 с перекрывающимися концами также можно использовать соединение заклепками вместо сварных швов или сварных точек в области перекрытия. Например, при использовании заклепок в области перекрытий каждая размещается в центре соединительного элемента 102, при этом надо проследить, чтобы диаметры круглых отверстий для установки заклепок были немного больше, чем диаметр стержня заклепки в расклепанном состоянии. При этом исключается повреждение соединительного элемента 102 при расклепывании заклепки. Более того, заклепка должна быть из относительно мягкого материала, например из меди. Далее, например, используется заклепка с круглой головкой согласно стандарту DIN 660, которая вводится с определенной стороны в центральное, например, вырубленное круглое отверстие в соединительном элементе 102. После этого тонкая шайба с внешним диаметром, примерно равным диаметру головки, и с внутренним диаметром, примерно равным диаметру расклепанного стержня заклепки, надевается на выступающий стержень заклепки, пока она не упрется в ленту 110, и мягкая заклепка осторожно расклепывается с помощью крепежного инструмента. Использованное здесь соединение заклепкой можно также использовать совместно с дополнительным фигурным элементом. При использовании такого типа соединения, например, концы лент 110 имеют на двух продольных сторонах на определенном расстоянии от конца скос 111 на определенный угол.
Описанные выше процессы сварки или соединения заклепками при изготовлении бесконечной ленты 110 из открытой пластмассовой ленты 110 или из открытой металлической ленты 110 с перекрывающимися концами также естественно годятся для соединения в многослойной конфигурации с более чем двумя слоями, и такие соединения можно использовать за пределами области перекрытия.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ИЗГОТОВЛЕНИЕ КОМПОНЕНТОВ - ДОПОЛНИТЕЛЬНЫЕ ФИГУРНЫЕ ЭЛЕМЕНТЫ
Дополнительные фигурные элементы 121, которые охватывают по меньшей мере один соединительный элемент 102 бесконечного плоского ремня 100, имеют форму, например, втулки, при этом они могут быть созданы с продольной прорезью или без нее, и при этом они могут быть изготовлены из металла, пластмассового материала, композиционного материала или другого материала и могут быть выполнены, например, также в форме спиральной пружины, и при этом длина втулки, например, чуть меньше, чем ширина отверстия, и при этом поперечное сечение дополнительного фигурного элемента 121 может иметь, например, две перпендикулярно расположенные по отношению друг к другу оси симметрии, и поперечное сечение может, например, иметь форму круга, "0" или "8", и при этом нижняя и верхняя дуги "0" и "8" имеют форму круговой дуги, и радиус каждой приблизительно равен половине расстояния по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100.
Дополнительный фигурный элемент с формой втулки 121 с круглым поперечным сечением имеет продольную прорезь по всей своей полной длине для приема соединительного элемента 102, при этом прорезь ориентирована параллельно к продольной оси дополнительного фигурного элемента с формой втулки 121, и при этом перпендикуляры к противолежащей паре поверхностей прорези ориентированы параллельно друг другу, и при этом перпендикуляры к противолежащей паре поверхностей прорези образуют угол примерно 45° к плоскости, которая простирается между внутренней кромкой прорези и осью продольной симметрии дополнительного фигурного элемента в форме втулки 121. В этом случае дополнительный фигурный элемент изготавливается, например, из латунной трубки согласно стандарту DIN 1755 из CuZn37. Трубку можно приобрести на коммерческом рынке и затем на технологически удобной длине с помощью процесса механической обработки выполняется упомянутая выше продольная прорезь, при этом прорезь немного больше, чем толщина работающего на растяжение слоя плоского ремня. После этого имеющие форму втулки дополнительные фигурные элементы отрезаются из этого участка трубки согласно нужной длине, которая, например, немного меньше, чем ширина отверстия 101, и проходят окончательную отделку. Теперь их можно расположить на соединительных элементах 102.
В случае поперечного сечения в форме "0" или "8" имеющие форму втулки дополнительные фигурные элементы 121 металлической ленты 110, имеющие ширину, которая, например, немного меньше ширины отверстия 101, например, из материала работающего на растяжение слоя, изготавливаются с помощью пресса, при этом у элемента с поперечным сечением в форме "8" по меньшей мере один конец из двух концов, расположенных вблизи точки пересечения осей симметрии поперечного сечения, еще не расположен в своем окончательном положении, но отведен на расстояние от этой точки пересечения, так что часть этого конца образует угол примерно 60° с продольной осью симметрии поперечного сечения. За счет этого соединительный элемент 102 плоского ремня 100 можно ввести в "8", при этом после такого ввода выступающий конец загибается до своего окончательного положения с помощью тупого инструмента.
В случае поперечного сечения в форме "0" имеющие форму втулки дополнительные фигурные элементы 121, изготовленные с помощью пресса, могут быть установлены на соединительный элемент 102 без дальнейшей механической обработки.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ОБЛАСТИ ВОПЛОЩЕНИЙ
Передачи с синхронным плоским ремнем согласно этому изобретению можно использовать в редукторах, двигателях, транспортном оборудовании и т.п. в качестве первичных систем привода, вторичных систем привода и т.п. для передачи и преобразования крутящих моментов и скоростей, как переключающие элементы для переключения между разными отношениями преобразования скоростей и как муфты для прерывания потока мощности.
В передачах с синхронным плоским ремнем согласно этому изобретению можно использовать любую комбинацию тел зацепления с различными типами соединений между поворотным элементом и шкивом, между поворотным элементом и валом, между шкивом и валом и между телом зацепления и валом в конструкции с цельным телом зацепления.
При этом передачи с синхронным плоским ремнем согласно этому изобретению могут быть расположены рядом друг с другом, причем по меньшей мере одно соединение вала образовано между соседними передачами с синхронным плоским ремнем, и (или) их можно размещать одну над другой, причем по меньшей мере одно соединение вала образовано между соседними передачами с синхронным плоским ремнем. За счет этого возможно трехмерное направление потока мощности.
Более того, тела зацепления 500 также могут быть расположены как сателлитные шестерни планетарной зубчатой передачи, при этом внешняя кольцевая шестерня образуется бесконечным плоским ремнем, а солнечная шестерня - телом зацепления или плоским зубчатым колесом. При этом несколько образованных таким образом планетарных передач можно расположить одна после другой и при этом между соседними планетарными передачами имеется по меньшей мере одно соединение валом.
ОБЩЕЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ - ЭКСПЛУАТАЦИЯ ВОПЛОЩЕНИЙ
При эксплуатации передачи с использованием металлических лент 110 в качестве работающего на растяжение слоя можно на ранней стадии обнаружить повреждения, например, за счет измерения проводимости или бесконтактной проверки вращающегося плоского ремня 100 на трещины с помощью вихретокового датчика.
Более того, во вращающемся плоском ремне 100 могут быть возбуждены поперечные колебания периодическими импульсами внутри системы, при этом амплитуда возбужденных колебаний свободно колеблющейся секции ремня тем больше, чем ближе частота возбуждения к резонансной частоте свободно колеблющейся секции плоского ремня. Предпочтительно применять при этом крепление дополнительного фигурного элемента 121, который действует как успокоитель. С учетом малой массы плоского ремня дополнительный фигурный элемент действует как точечная масса, которая проходит через колеблющуюся секцию плоского ремня. За счет такого прохождения собственная резонансная частота секции плоского ремня непрерывно изменяется. За счет этого плоский ремень 100 постоянно выводится из резонанса и не может поглощать энергию при данной частоте возбуждения на своей резонансной частоте. Поэтому амплитуда колебаний остается ограниченной.
Для эксплуатации предпочтительно, чтобы при четном числе зубьев на поворотных элементах 200 число отверстий 101 в бесконечном плоском ремне 100 было нечетным, а при нечетном числе зубьев поворотных элементов 200 число отверстий 101 в бесконечном плоском ремне 100 должно быть четным. При этом уменьшается частота встреч между конкретным зубом 210 и конкретным отверстием 101 и, например, небольшой выступ в отверстии 101 или на зубе 210 не так часто нажимает на своего партнера по встрече. Поэтому это приводит к более равномерному износу передачи с синхронным плоским ремнем.
ОПИСАНИЕ КОНКРЕТНОГО ПЕРВОГО ВОПЛОЩЕНИЯ
Воплощение изобретения проиллюстрировано на рис.1а по рис.1i. В этом воплощении изобретения два тела зацепления 500 с возможностью вращения соединены друг с другом плоским ремнем 100, при этом в обоих телах зацепления 500 в качестве поворотного элемента 200 используется звездочка, и при этом бесконечный плоский ремень 100 состоит из бесконечной ленты 110.
Описанное здесь воплощение передачи с синхронным плоским ремнем согласно этому изобретению рассчитано на эксплуатацию в сухой среде с рабочей температурой примерно 150°С, с передаваемой мощностью 2,09 кВт, с передаваемым крутящим моментом 2,0 Нм и с частотой вращения тел зацепления 10000 об/мин.
Как видно из рис.1а, плоский ремень 100 может вращаться в направлении по часовой стрелке или против часовой стрелки. Оба тела зацепления 500 имеют идентичную конструкцию и могут использоваться в ведущем режиме работы или в ведомом режиме работы.
Как видно на рис.1а и рис.1b, каждое тело зацепления 500 состоит из одного поворотного элемента 200 и двух шкивов 300, которые удерживаются на общем валу 600.
Как видно на рис.1с, тело зацепления 500 с цельной конструкцией может быть механическим соединением соединено с валом 600 с помощью призматической шпонки 601; как видно на рис.1d, тело зацепления 500 также может быть составлено из отдельных компонентов, здесь из двух шкивов 300 и расположенного между ними поворотного элемента 200, при этом отдельные элементы, непосредственно соседние друг с другом, механическим образом соединены с валом 600 с помощью длинной призматической шпонки 601; как видно на рис.1е, при отдельном изготовлении шкивов 300 и расположенного между ними поворотного элемента 200 только поворотный элемент 200 может механическим образом соединяться с валом 600 с помощью короткой призматической шпонки 602, при этом соседние со звездочкой шкивы 300 удерживаются на валу 600 на подшипниках качения 603; как видно на рис.1f, при отдельном изготовлении шкивов 300 и расположенного между ними поворотного элемента 200 оба шкива 300 могут быть механическим образом соединены с валом 600 с помощью призматической шпонки 604 средней длины, при этом поворотный элемент 200 управляемым механическим образом может соединяться с валом 600 с помощью механизма с вытяжной шпонкой 400, и в этом случае вал 600 изготавливается как полый вал.
Как показано на рис.1а и рис.1с по рис.1f, поворотный элемент 200 может быть изготовлен как звездочка, а именно как унифицированная звездочка по стандарту DIN 8196 для зацепления с роликовой цепью согласно DIN 8187, и иметь следующие стандартные размеры:
В=8,7 мм;
Z=12;
P=15,875 мм;
d1=10,16 мм;
α=π/Z=π/12=0,2618 рад;
d=P/sin α=15,875 мм/sin 0,2618 рад = 61,34 мм;
d*=P·ctg α=15,875 мм · ctg 0,2618 рад = 59,25 мм;
γ=19°.
Материалом для звездочки был выбран хромо-молибдено-никелевый стальной сплав.
Как показано на рис.1с по рис.1f, были изготовлены два одинаковых по конструкции внешних шкива 300 со следующими размерами ширины bop и диаметра d' рабочей цилиндрической поверхности шкива:
bop=br+bw+bg=2,0 мм + 7,0 мм + 2,0 мм = 11,0 мм;
d'=d=61,34 мм;
при этом осевая ширина br выемки 301 и ширина bg направляющего элемента 303 были выбраны равными 2,0 мм, а ширина bw рабочей поверхности шкива равной 7,0 мм, и при этом диаметр d' рабочей цилиндрической поверхности шкива был выбран равным диаметру начальной окружности d звездочки.
Базовым материалом для шкивов 300 аналогично был выбран хромо-молибдено-никелевый стальной сплав.
После определения величин ширин звездочки 200 и шкивов 300 ширину beb тела зацепления 500 можно определить по формуле:
beb=n·B+(n+1-2)·bip+2·bop,
и для случая n=1 получаем:
beb=В+2·bop=8,7 мм + 2·11,0 мм = 30,7 мм.
Как видно на рис.1g, последовательность отверстий 101 расположена на плоской стороне плоского ремня 100 симметрично относительно продольной оси плоского ремня 100.
Геометрия последовательности отверстий 101 на плоском ремне 100 определяется геометрией звездочки, выбранным диаметром рабочей цилиндрической поверхности шкива и выбранными величинами зазоров.
Таким образом, для выбранной выше геометрии звездочки 200 и шкивов 300 вместе с выбранными величинами зазоров:
Δ3=1,00 мм;
Δ4=2,00 мм;
получаем сначала значение у*:
у*=d/2-d*/2=61,34 мм /2-59,25 мм/2=1.04 мм;
и затем значение расстояния по перпендикуляру между двумя последующими сторонами соединительного элемента 102 в продольном направлении плоского ремня 100:
u(y*)=Р·(α·ctgα-1)+d1+2·α·у*
+2·у*·tgγ-Δ3,
после подстановки значений получим:
u(1,04 мм)=10,06 мм;
и затем значение расстояния по перпендикуляру между двумя последующими сторонами отверстия 101 в продольном направлении плоского ремня 100:
v(у*)=Р-d1·2·у*·tgγ+Δ3,
после подстановки значений получим:
v(1,04 мм)=6,00 мм;
и наконец значение расстояния по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия 101 в продольном направлении плоского ремня 100:
w=В+Δ4,
после подстановки значений получим:
w=10,70 мм.
Ширина b0 плоского ремня определяется по формуле:
b0=beb-2·bg=30,7 мм - 2·2,0 мм = 26,70 мм;
таким образом для ширины bc работающего на растяжение корда 103 плоского ремня получаем:
bc=(b0-w)/2,
после подстановки значений получим:
bc=8,00 мм.
Как видно на рис.1h и рис.1i, плоский ремень 100 состоит из одной бесконечной ленты 110, при этом лента 110 образует только один слой и изготовлена из тонкостенной сварной трубы с помощью описанного выше устройства с валиками для вырубки отверстий. В качестве материала для ленты 110 был выбран холоднокатаный стальной сплав X6CrNiMoTi17-12-2 (1.4571). Этот материал имеет хорошую жаростойкость, а также свариваемость, и ему не нужна термическая обработка после сварки.
Выбранный материал в холоднокатаном состоянии имел временное сопротивление 1200 Н/мм2, однако с учетом сварки и эксплуатации при высокой температуре был выбран коэффициент запаса прочности 4, так что при определении толщины ленты 110 использовалось допустимое напряжение 300 Н/мм2.
Диаметр рабочей цилиндрической поверхности шкива был определен согласно формуле d'=d=61,34 мм. Согласно заданному крутящему моменту величиной 2,0 Нм работающие на растяжение корды 103 должны передавать силу натяжения величиной 65,21 Н. И по этому значению вместе с определенной выше полной шириной обоих работающих на растяжение кордов 16,0 мм и допустимого напряжения 300 Н/мм2 можно рассчитать толщину ленты, и при этом получается 0,0136 мм, однако было выбрано значение 0,4 мм.
Теперь необходимо проверить, соответствует ли рассчитанная толщина t0 плоского ремня условию для минимального допустимого диаметра рабочей поверхности шкива. И с помощью формулы  и модуля упругости с величиной 185000 Н/мм2 можно получить для
и модуля упругости с величиной 185000 Н/мм2 можно получить для  значение 49,33 мм. Это означает, что выбранный диаметр d'=61,34 мм также является приемлемым по параметру напряжения изгиба, возникающему в цикле вращения в ленте 110.
значение 49,33 мм. Это означает, что выбранный диаметр d'=61,34 мм также является приемлемым по параметру напряжения изгиба, возникающему в цикле вращения в ленте 110.
Ни у одного из соединительных элементов 102 ленты 110 нет усиления. Однако для подавления резонансов ленты 110 дополнительный фигурный элемент 121 (не показан на рисунке) можно закрепить на выбранных соединительных элементах 102.
Плоский ремень 100 состоит только из одной бесконечной ленты 110, которая изготовлена в виде работающего на растяжение слоя, при этом как поверхность ленты 110, так и рабочие поверхности шкива 302 выполнены без фрикционных слоев. Однако для обеспечения нужного значения коэффициента трения покоя как поверхность ленты 110, так и рабочие поверхности шкива 302 можно снабдить частицами твердого материала, например частицами карбида, частицами нитрида, частицами борида или частицами алмаза с помощью известного процесса нанесения покрытия.
Как показано на рис.1а, вал 600 верхнего тела зацепления 500 может перемещаться вверх вдоль оси симметрии передачи с синхронным плоским ремнем для регулировки натяжения синхронного плоского ремня, и затем его можно закрепить в этом положении. Альтернативно можно запланировать перемещение нижнего тела зацепления 500 в противоположном направлении.
Согласно рис.1f между валом 600 и звездочкой 200 можно изготовить управляемое механическое соединение с помощью механизма с вытяжной шпонкой 400. Такое соединение, например, можно включать в некоторых установках после начального разгона и стабилизации скорости вращения. В других установках механическое соединение между валом 600 и звездочкой 200 устанавливается только на этапах ускорения или замедления. Кроме того, механическое соединение между валом 600 и звездочкой 200 можно автоматически устанавливать с помощью механизма с вытяжной шпонкой 400, если с помощью датчиков и блока обработки обнаружена разность скоростей вращения шкивов разных тел зацепления.
Кроме того, вращающийся плоский ремень 100 непрерывно неконтактно проверяется на предмет наличия трещин вихретоковым датчиком (не показан), при этом датчик передает измеренный сигнал на блок анализа и индикации (не показан).
ОПИСАНИЕ ДОПОЛНИТЕЛЬНЫХ КОНКРЕТНЫХ ВТОРОГО И ТРЕТЬЕГО ВОПЛОЩЕНИЙ
Дальнейшее воплощение изобретения проиллюстрировано на рис.2а по рис.2k. В этом воплощении изобретения два тела зацепления 500 с возможностью вращения соединены друг с другом плоским ремнем 100, при этом в обоих телах зацепления 500 в качестве поворотного элемента 200 используется одна звездочка, и при этом бесконечный плоский ремень 100 состоит из открытой спирально намотанной ленты 110, и при этом плоский ремень 100 снабжен дополнительными фигурными элементами 121, укрепленными на его соединительных элементах 102, и при этом каждый конец ленты 110 снабжен скосом 111 на обеих продольных сторонах, идущим под определенным углом с определенного расстояния от конца.
Дальнейшее воплощение изобретения проиллюстрировано на рис.3а по рис.3h и с рис.3j по рис.3k. В этом воплощении изобретения два тела зацепления 500 с возможностью вращения соединены друг с другом плоским ремнем 100, при этом в обоих телах зацепления 500 в качестве поворотного элемента 200 используется одно плоское зубчатое колесо, и при этом согласно рис.3j бесконечный плоский ремень 100 состоит из двух бесконечных лент 110 в конфигурации с двумя слоями, и при этом согласно рис.3k бесконечный плоский ремень 100 имеет конфигурацию с двумя слоями, при этом внутренний слой образован двумя открытыми лентами 110, которые соединены друг с другом встык в местах, соответствующих положению часовой стрелки при времени 12 часов и 6 часов, и при этом внешний слой образован одной бесконечной лентой 110.
Дальнейшее воплощение изобретения проиллюстрировано на рис.3i. В этом воплощении изобретения три тела зацепления 500 с возможностью вращения соединены друг с другом плоским ремнем 100, при этом в трех телах зацепления 500 в качестве поворотного элемента 200 используется одно плоское зубчатое колесо, и при этом дополнительно одно плоское зубчатое колесо 200 находится в зацеплении с телом зацепления 500.
ЗАКЛЮЧЕНИЕ, ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ И ОБЪЕМА ИЗОБРЕТЕНИЯ
ДОСТИГАЕМЫЕ ИЗОБРЕТЕНИЕМ ПРЕИМУЩЕСТВА
На основании приведенного выше описания различных воплощений изобретения признано, что для различных диапазонов нагрузки можно изготовить работающие без трения редукторы простой конструкции.
С помощью изобретения достигаются следующие преимущества
a) с помощью управляемого механического соединения между поворотным элементом 200, который расположен с боковым сдвигом рядом со шкивом 300, расположен соосно со шкивом 300 и за выступы 210 которого цепляются отверстия 101 плоского ремня, и шкивом 300 синхронизация вращательного движения между шкивами 300 тел зацепления 500 может управляемо устанавливаться в передаче с синхронным плоским ремнем;
b) при зацеплении отверстий 101 плоского ремня с выступами 210 поворотного элемента 200 не возникает никаких потерь на трение, поскольку зацепление происходит при чистом качении и отверстие 101 плоского ремня поддерживается на выступах 210 поворотного элемента 200 в направлении только по касательной к цилиндрической рабочей поверхности шкива, при этом КПД передачи с синхронным плоским ремнем по этому изобретению достигает значения почти 1,00;
c) на рабочей поверхности шкива 302 нет никаких выступов 210, так что ничего не мешает движению работающего на растяжение корда плоского ремня;
d) в качестве поворотных элементов 200 можно использовать обычные или унифицированные плоские зубчатые колеса и звездочки;
e) за счет размещения отверстий 101 плоского ремня соответственно унифицированным плоским зубчатым колесам или звездочкам и соответственного выбора пригодных диаметров цилиндрической рабочей поверхности шкива стандартная система деталей и узлов машин технологии передач дополняется серией унифицированных плоских ремней 100 и серией унифицированных шкивов для передач с синхронным плоским ремнем;
f) различные типы тел зацепления 500 могут быть в зацеплении с плоским ремнем 100 с обеих плоских сторон открытого или закрытого плоского ремня 100 с различными комбинациями и количеством, ведущие или ведомые, вращающие в направлении часовой стрелки или против часовой стрелки, как части или без участия устройств натяжения, как натяжные шкивы с системой зубьев 210 или без нее, с по меньшей мере одним поворотным элементом 200, с малыми или большими диаметрами;
g) тела зацепления 500 могут быть недорого изготовлены с применением стандартных частей;
h) цилиндрическое тело зацепления 500 с плоским зубчатым колесом в качестве поворотного элемента 200 может быть в зацеплении с по меньшей мере одним плоским зубчатым колесом дополнительно к зацеплению с плоским ремнем 100;
i) плоский ремень направляется в поперечном направлении направляющим элементом 303, который размещен рядом с продольной стороной плоского ремня на круговой поверхности шкива вдоль края шкива, за счет этого устраняются потери на трение, которые могли появиться при направлении плоского 100 ремня выступами 210, и снижается износ;
j) плоский ремень 100 с бесконечной или открытой конфигурацией может состоять из отдельных лент 110, которые просто изготавливаются, при этом ленты 110 как погонный материал могут изготавливаться и проверяться в непрерывном процессе, и за счет этого плоский ремень 100 может быть изготовлен с низкой себестоимостью;
k) плоский ремень 100 с бесконечной или открытой конфигурацией из нескольких отдельных лент 110 из холоднокатаного металла с многослойной конфигурацией имеет более высокую прочность на разрыв, чем плоский ремень 100 из одной металлической ленты с толщиной, равной сумме толщин отдельных лент;
l) плоский ремень 100 с бесконечной или открытой конфигурацией из нескольких отдельных лент 110 с многослойной конфигурацией имеет существенно меньшую жесткость к изгибу, чем плоский ремень 100 из одной металлической ленты с толщиной, равной сумме толщин отдельных лент 110;
m) отдельные соединительные элементы 102 между отверстиями 101 могут иметь усиление в виде дополнительной массы, за счет чего удлиненная свободно колеблющаяся секция ремня выводится из резонанса по мере прохождения по ней усиления и поэтому подавляются резонансные эффекты;
n) при соответствующем выборе материала передачу с синхронным плоским ремнем можно также использовать в масляных средах;
о) при соответствующем выборе материала передачу с синхронным плоским ремнем можно также использовать при более высоких температурах, чем передачу с зубчатым ремнем;
р) низкий равномерный износ тел зацепления 500 за счет выбора нечетного (четного) числа отверстий 101 плоского ремня в бесконечном плоском ремне 100 для четного (нечетного) числа зубьев тел зацепления 500;
q) при эксплуатации передачи с использованием металлических лент 110 повреждения работающего на растяжение слоя можно обнаружить на ранней стадии, например, за счет измерения проводимости или бесконтактной проверки вращающегося плоского ремня 100 на трещины с помощью вихретокового датчика;
r) при надлежащей конструкции подшипников качения редуктора (резервуар для смазки, комбинация пластиковый материал - металл - качение и т.п.) можно создать редуктор с передачей с синхронным плоским ремнем согласно этому изобретению без смазочного масла.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ И ОБЪЕМ ИЗОБРЕТЕНИЯ
Хотя в приведенном выше описании содержится много технических параметров, их нельзя интерпретировать как ограничения для объема изобретения, они предназначены для демонстрации некоторых воплощений изобретения. Возможны многочисленные альтернативные воплощения.
Описанные далее альтернативные воплощения не показаны на рисунках, однако опытный в технике человек может понять суть представленных здесь альтернативных описаний с помощью приведенных выше общих описаний воплощений.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ - ПЕРЕДАЧА С СИНХРОННЫМ ПЛОСКИМ РЕМНЕМ
В имеющихся конструкциях редукторов с унифицированными плоскими зубчатыми колесами передача движения между параллельными осями может быть выполнена плоским ремнем согласно изобретению, при этом соответствующие соосно выровненные зубчатые колеса на соседних параллельных валах с двух сторон дополняются одинаково изготовленными согласно изобретению шкивами, которые опираются на эти оси, например, с помощью подшипников качения, и имеют направляющие элементы для плоского ремня, при этом плоский ремень опирается на эту пару шкивов радиально по отношении к оси, и при этом плоский ремень опирается на зубчатые колеса только по касательной к рабочей цилиндрической поверхности шкива.
В передаче с синхронным плоским ремнем тела зацепления согласно изобретению и обычно изготовленные шкивы можно соединить плоским ремнем согласно изобретению. Также только обычно изготовленные шкивы можно соединить плоским ремнем согласно изобретению.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ - КОМПОНЕНТЫ - ТЕЛА ЗАЦЕПЛЕНИЯ
Тело зацепления выполняется из n шкивов (n=1, 2, 3, …) и n+1 соосных поворотных элементов, при этом шкив размещается между парой соосных поворотных элементов.
Тело зацепления образовано из n шкивов (n=1, 2, 3, …) и n соосных поворотных элементов, при этом согласно направлению вдоль оси тела зацепления каждый шкив стоит после поворотного элемента или поворотный элемент стоит после шкива.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ - КОМПОНЕНТЫ - СОЕДИНЕНИЕ МЕЖДУ ВАЛОМ И ТЕЛОМ ЗАЦЕПЛЕНИЯ
Соединение между валом и поворотным элементом и соответственно между валом и шкивом может быть выполнено в виде муфты с магнитным порошком, гидродинамической муфты, центробежной муфты, муфты свободного хода или муфты скольжения.
Вал может поддерживать несколько тел зацепления с идентичным или различным типом соединения между валом и поворотным элементом или между валом и шкивом, при этом тела зацепления расположены на валу рядом друг с другом. Кроме того, наряду с телами зацепления на валу могут быть расположены зубчатые колеса или обычные шкивы.
Тело зацепления может опираться на вал через упругий элемент. Кроме того, вал тела зацепления может опираться на корпус через упругий элемент. И наконец передача приводного усилия от вала через тело зацепления на плоский ремень может выполняться с помощью упругих передающих элементов.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ - КОМПОНЕНТЫ - ПОВОРОТНЫЙ ЭЛЕМЕНТ
По меньшей мере один из поворотных элементов тела зацепления может быть разъемным, при этом по меньшей мере одна частичная секция поворотного элемента может быть снята.
Поворотные элементы тела зацепления могут иметь различную ширину, и они могут быть изготовлены из разных материалов.
Область основания системы зубьев поворотного элемента может быть заполнена материалом в радиальном направлении вплоть до поверхности рабочей цилиндрической поверхности шкива. Область вершины системы зубьев поворотного элемента может быть удалена в радиальном направлении вплоть до приближения к поверхности рабочей цилиндрической поверхности шкива.
При создании поворотного элемента с формой плоского зубчатого колеса это колесо помимо системы эвольвентных зубьев может также иметь систему зубьев с циклоидальным профилем, систему зубьев с конхоидальным профилем или систему цевочного зацепления. Кроме того, поворотные элементы могут быть изготовлены в виде плоских косозубых зубчатых колес, или шевронных зубчатых колес, или с системой зубьев дугообразного профиля. Кроме того, поворотные элементы могут иметь n зубьев (n=1, 2, 3, …).
И, кроме того, поверхность системы зубьев поворотного элемента может быть сделана упругой на опорных поверхностях для соединительного элемента плоского ремня.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ - КОМПОНЕНТЫ - ШКИВ
Шкив также может быть выполнен нецилиндрическим.
Внешние шкивы тела вращения также могут быть изготовлены без боковых направляющих элементов.
Шкив также может быть изготовлен без кольцевой выемки вблизи поворотного элемента.
Диаметр цилиндрической рабочей поверхности шкива также может быть меньше диаметра начальной окружности соседнего поворотного элемента, имеющего форму зубчатого колеса.
По меньшей мере один из шкивов тела зацепления может быть разъемным, при этом по меньшей мере одна частичная секция шкива может быть снята.
Шкивы тела зацепления могут иметь различную ширину, и они могут быть изготовлены из разных материалов.
ОПИСАНИЕ АЛЬТЕРНАТИВНЫХ ВОПЛОЩЕНИЙ - КОМПОНЕНТЫ - ПЛОСКИЙ РЕМЕНЬ
В плоском ремне отдельные ленты могут также иметь различную толщину.
В плоском ремне отдельные ленты могут также быть изготовлены из разных материалов.
По меньшей мере один конец открытой ленты также может быть без скоса или может иметь скос другой формы, например будет скошена только одна сторона, а также могут быть только закруглены углы.
В плоском ремне лента по меньшей мере одного слоя также может быть разъемной хотя по одной линии, при этом также может быть снята по меньшей мере одна частичная секция ленты.
Последовательность отверстий плоского ремня также может прокатываться по телу зацепления, имеющего описанные выше характеристики с плоской стороны ровно расположенного плоского ремня параллельно его продольному направлению.
По меньшей мере один угол по меньшей мере одного отверстия может иметь форму кругового сегмента, при этом центр окружности этого кругового сегмента также может располагаться за пределами боковых линий, которые образуют углы.
По меньшей мере одна боковая линия по меньшей мере одного отверстия может иметь форму периодической пилообразной линии, синусоидальной кривой или прямоугольной кривой.
Ширина работающего на растяжение корда может быть равна ширине отверстия, может быть меньше или больше ее.
Плоский ремень может также иметь открытую конструкцию.
Фрикционный слой может быть создан с обеих сторон плоского ремня. Также он может быть создан только с одной стороны плоского ремня, и также он может быть создан только по меньшей мере на одном работающем на растяжение корде.
Также для соединения частей ленты и (или) лент могут быть применены заклепки, при этом заклепочные соединения также могут быть выполнены на работающих на растяжение кордах, и при этом отверстием для установки заклепки также может быть овальное отверстие, которое ориентировано со своей удлиненной стороной параллельно продольной оси плоского ремня.
Также для соединения частей ленты и (или) лент могут быть применены узкие ленты, нити, проволоки или кольца, которые проходят через отверстия в плоском ремне.
ЗАКЛЮЧЕНИЕ
Соответственно объем изобретения будет определяться прилагаемыми пунктами формулы изобретения и их юридической интерпретацией, а не данными примерами.
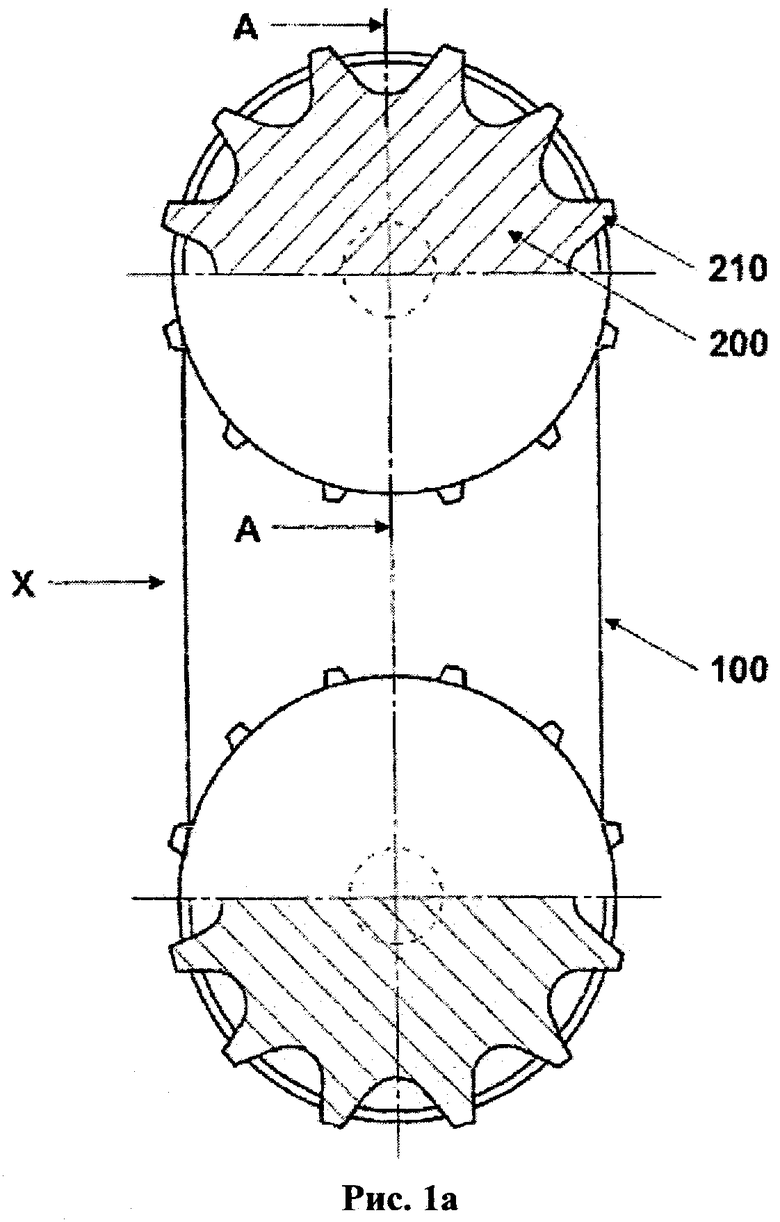
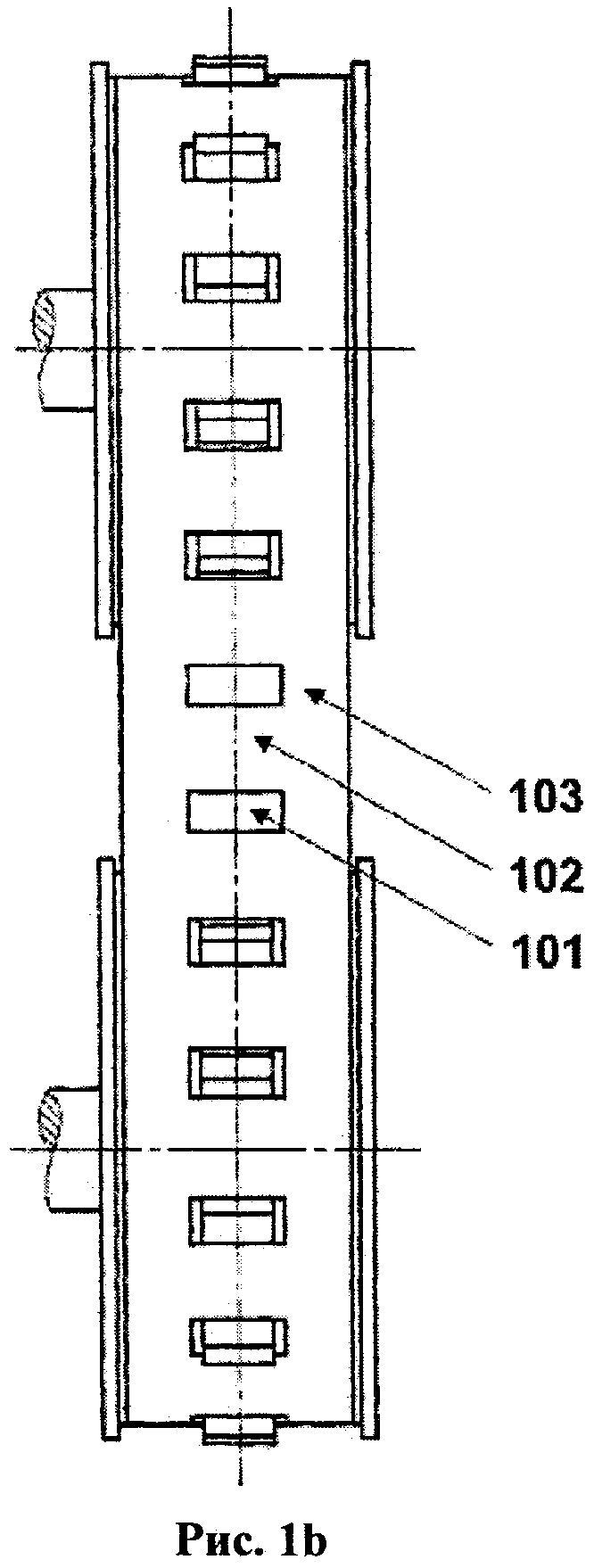
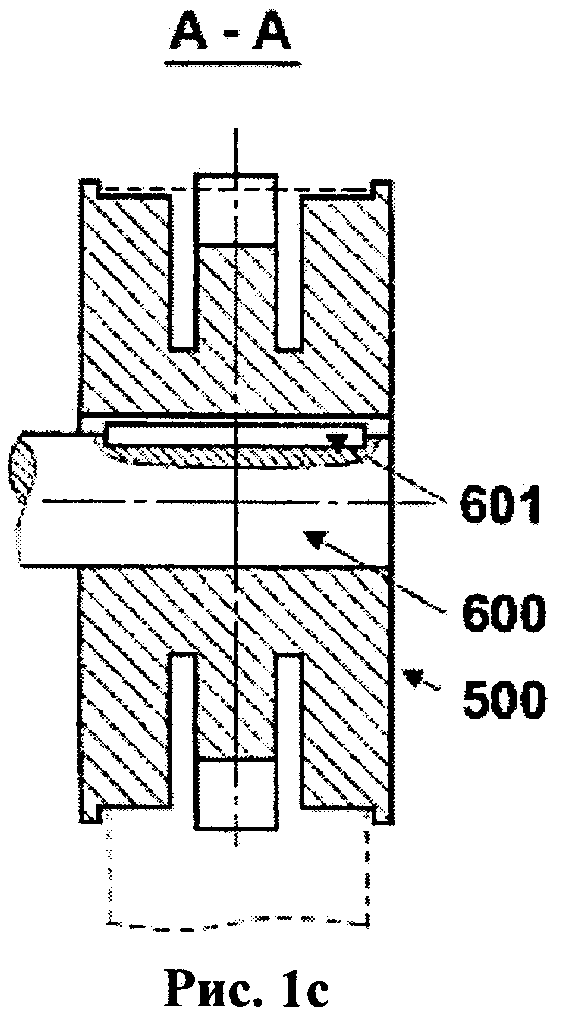
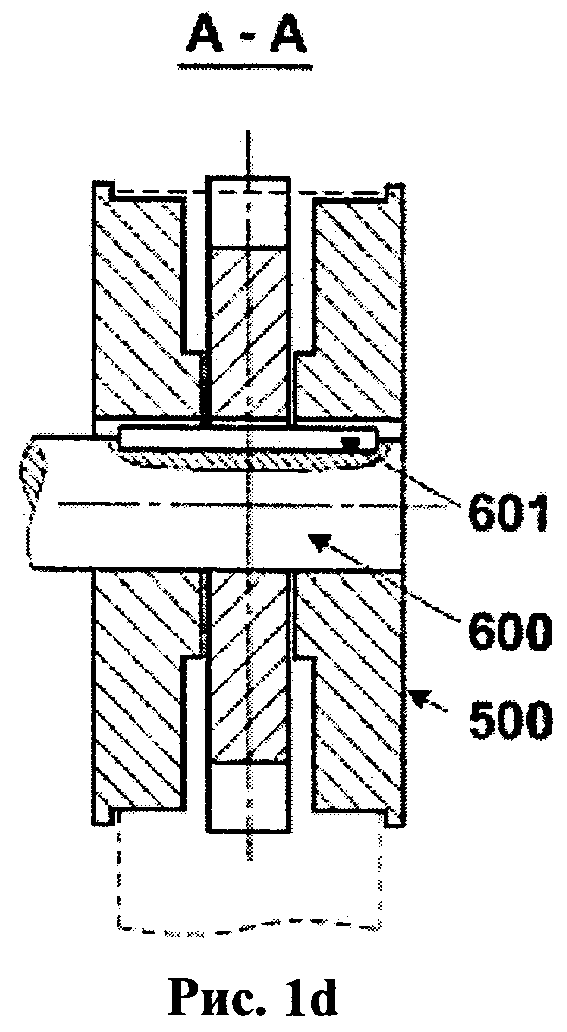
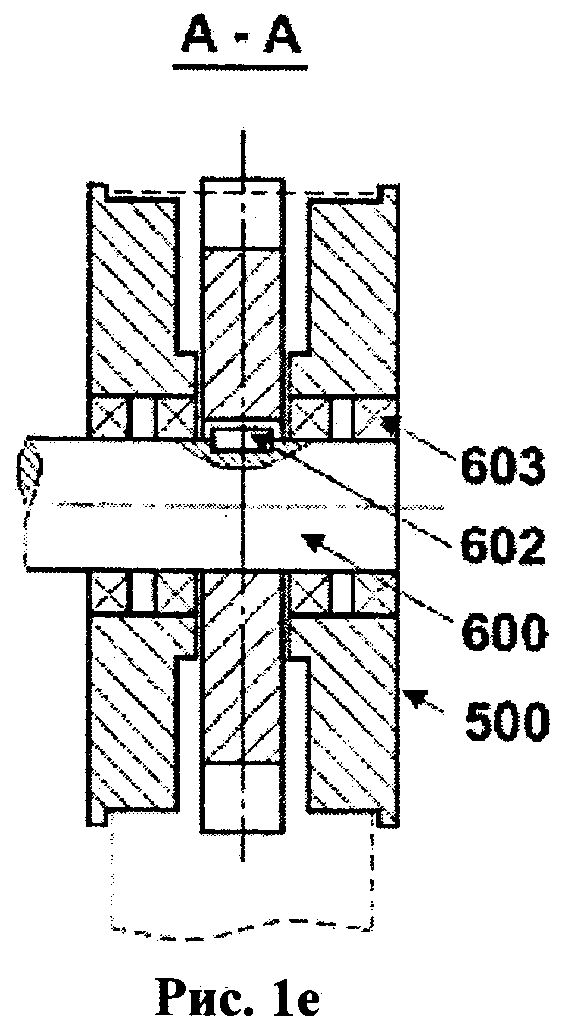
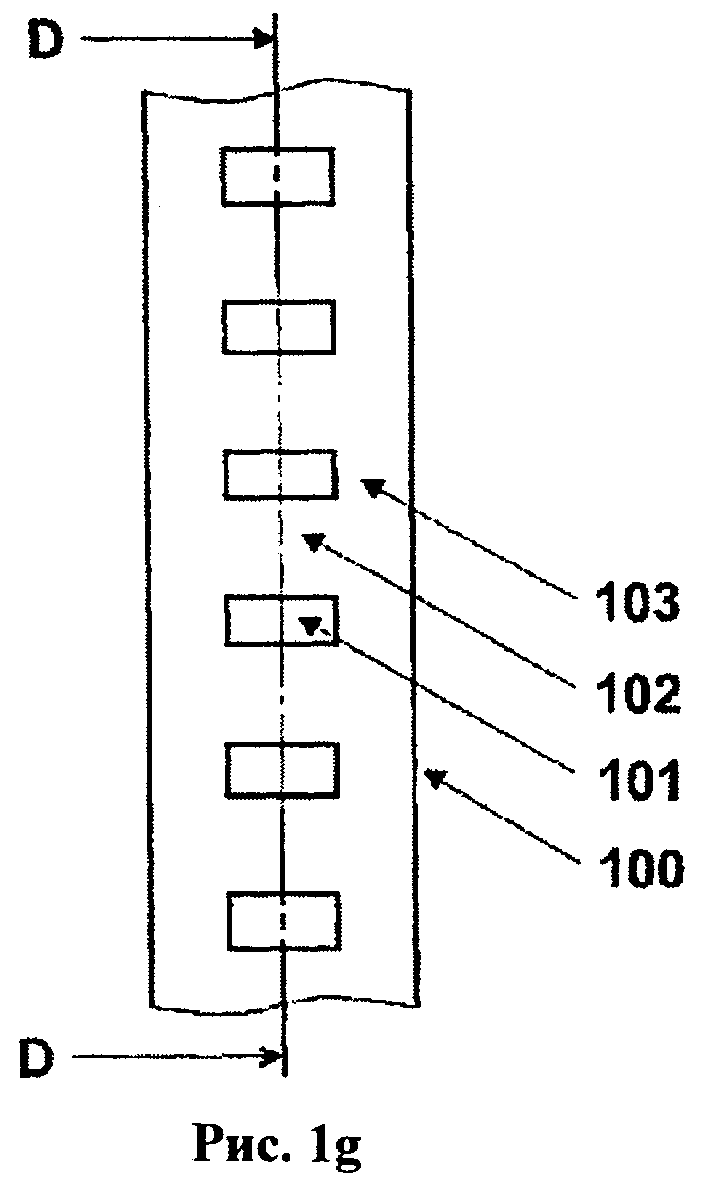
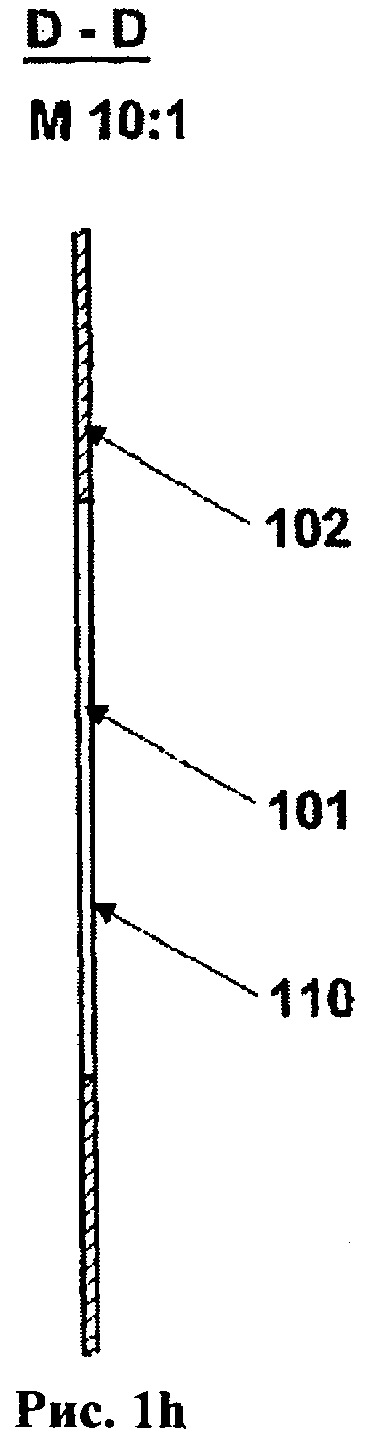
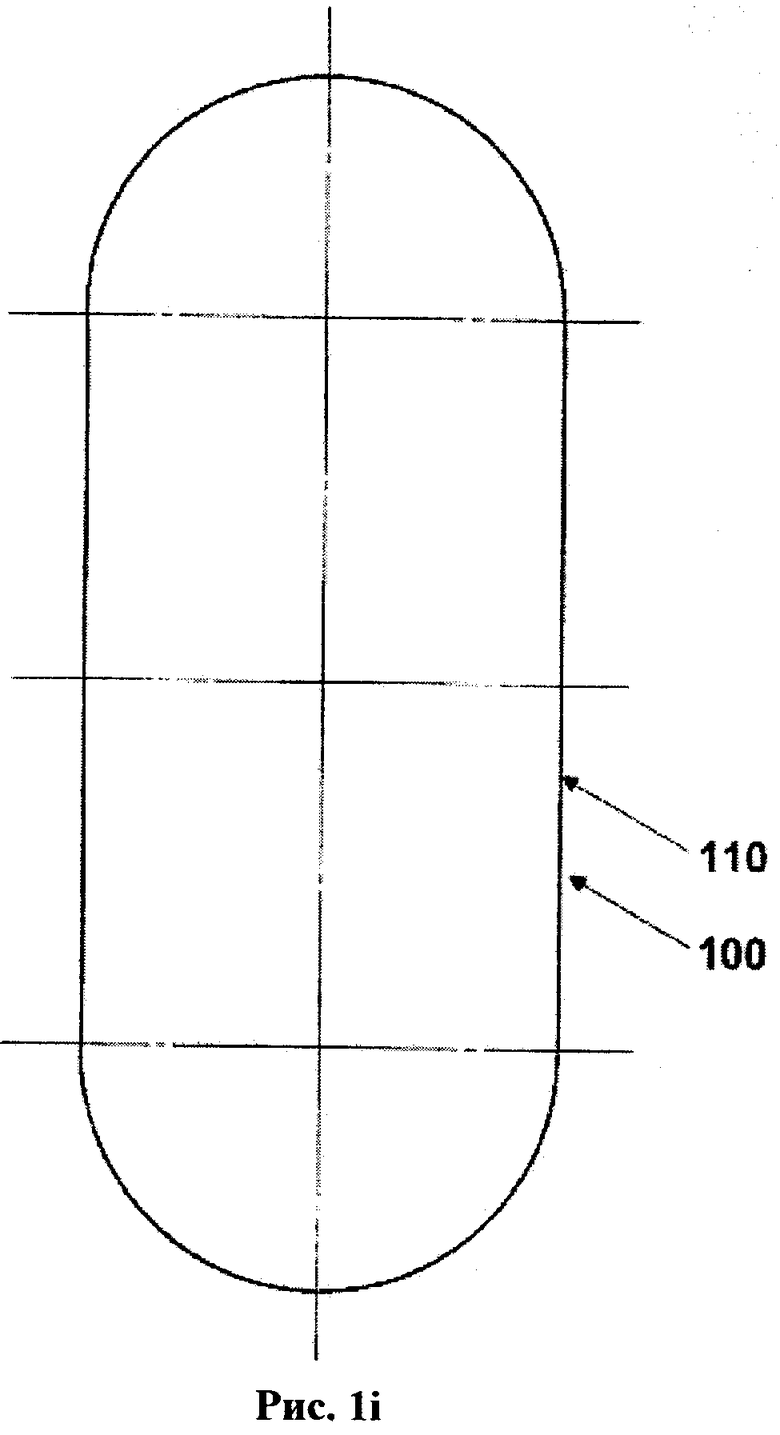
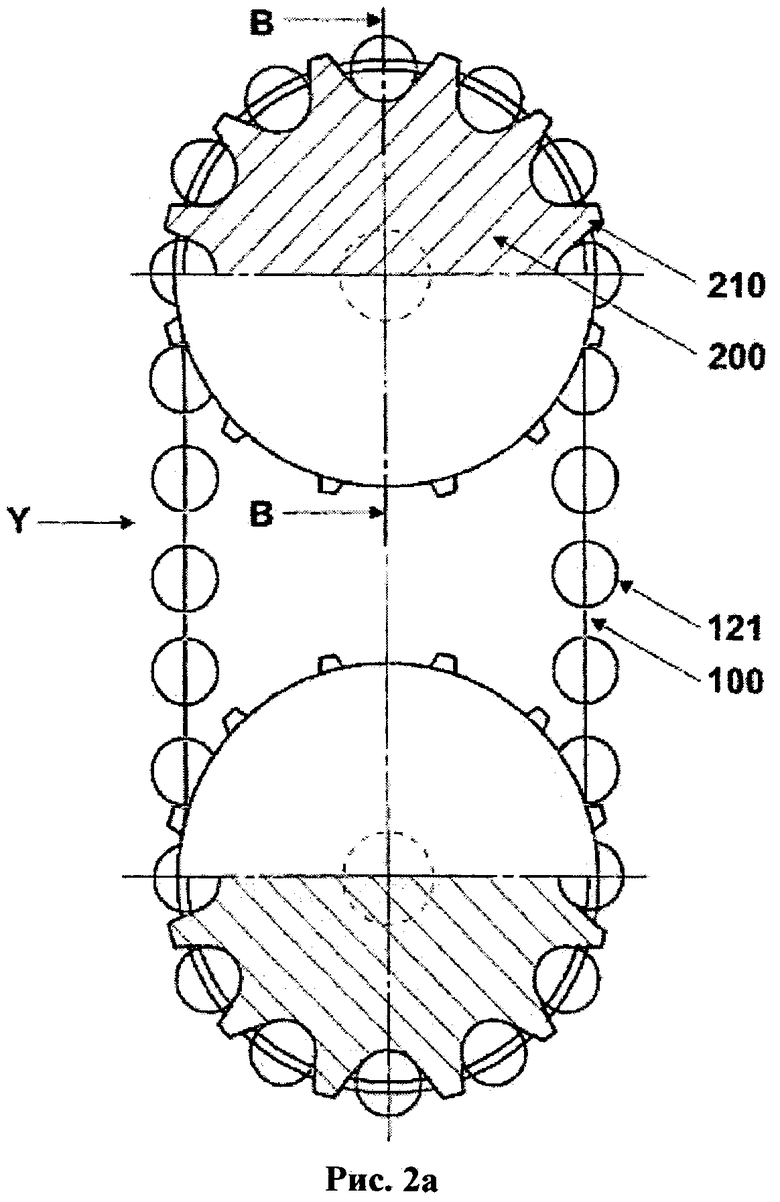
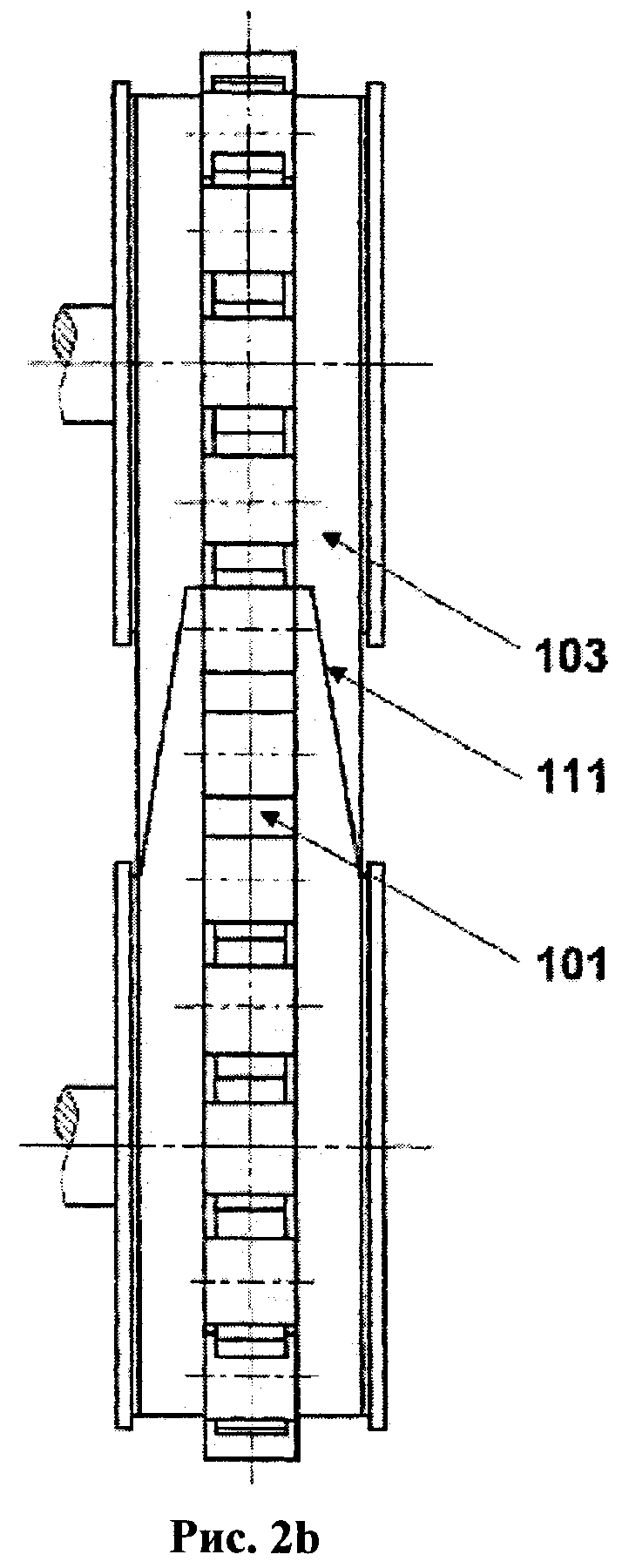
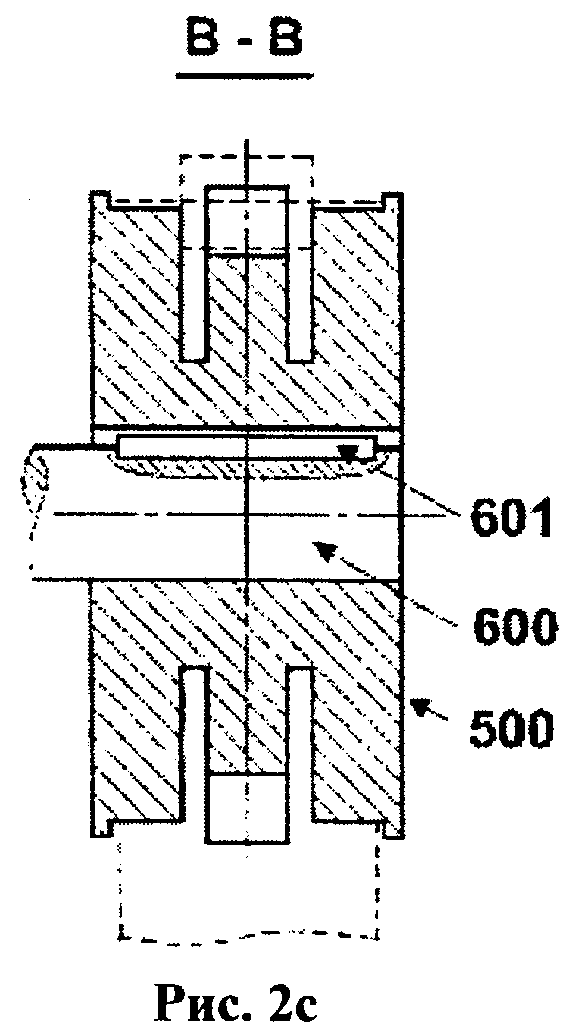
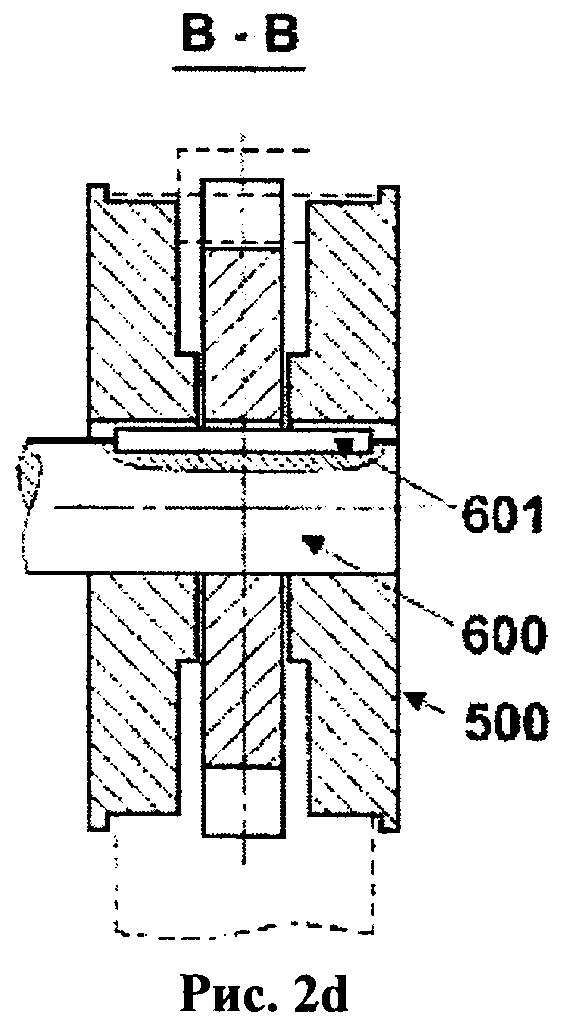
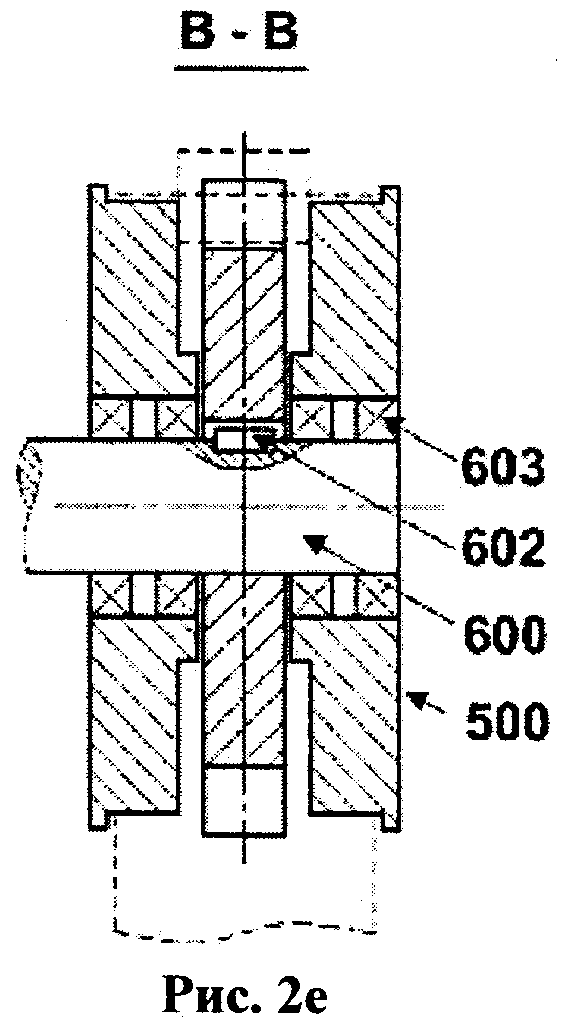
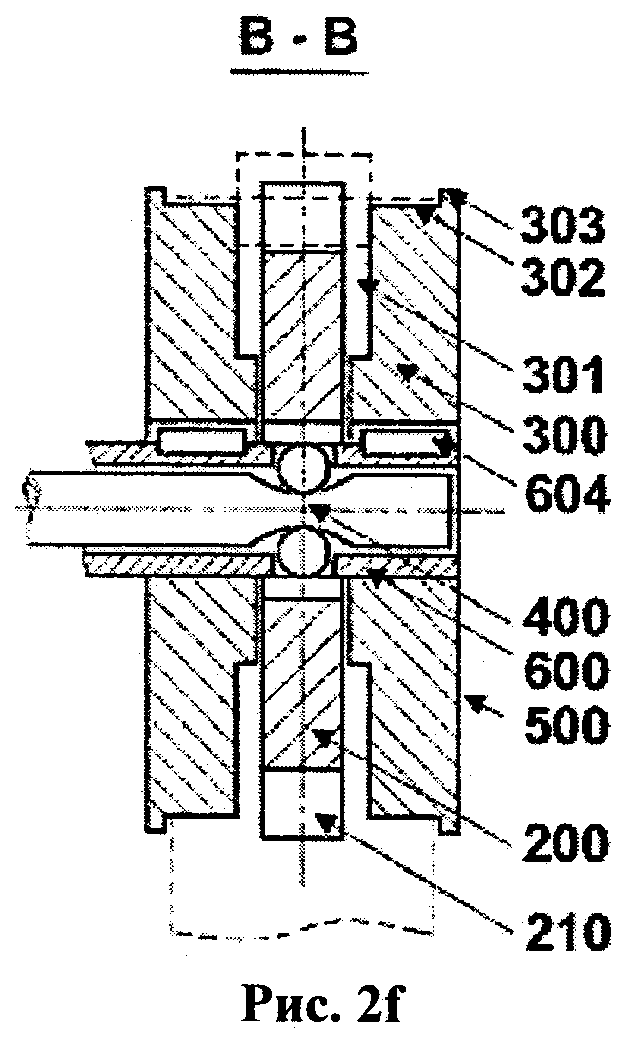
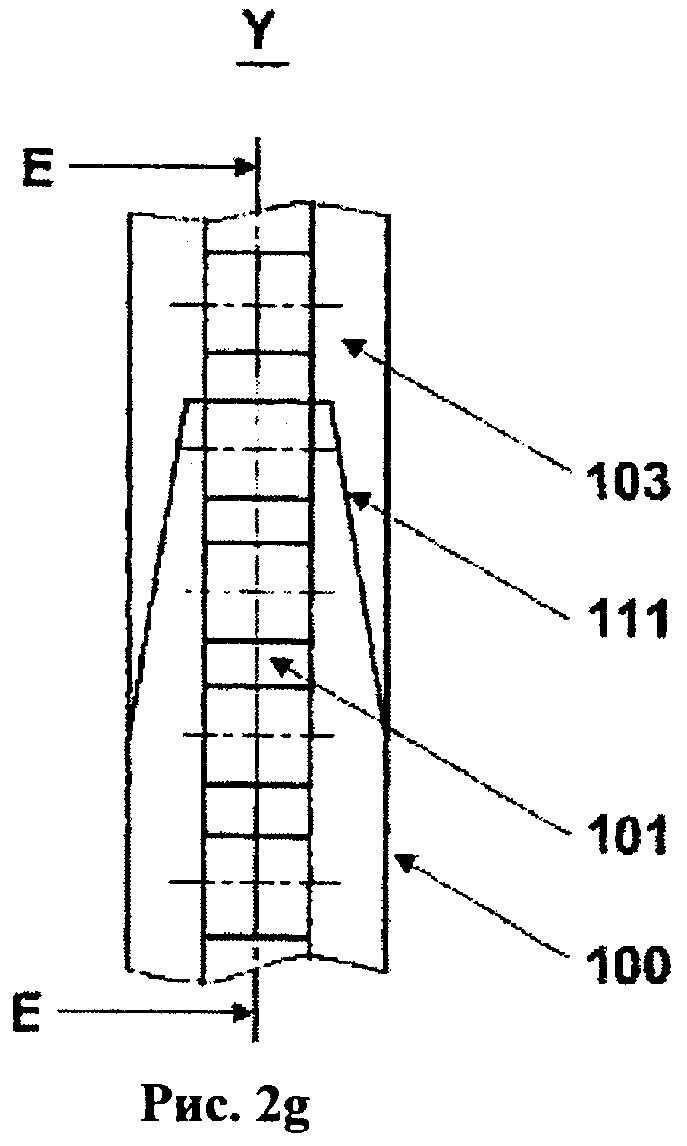
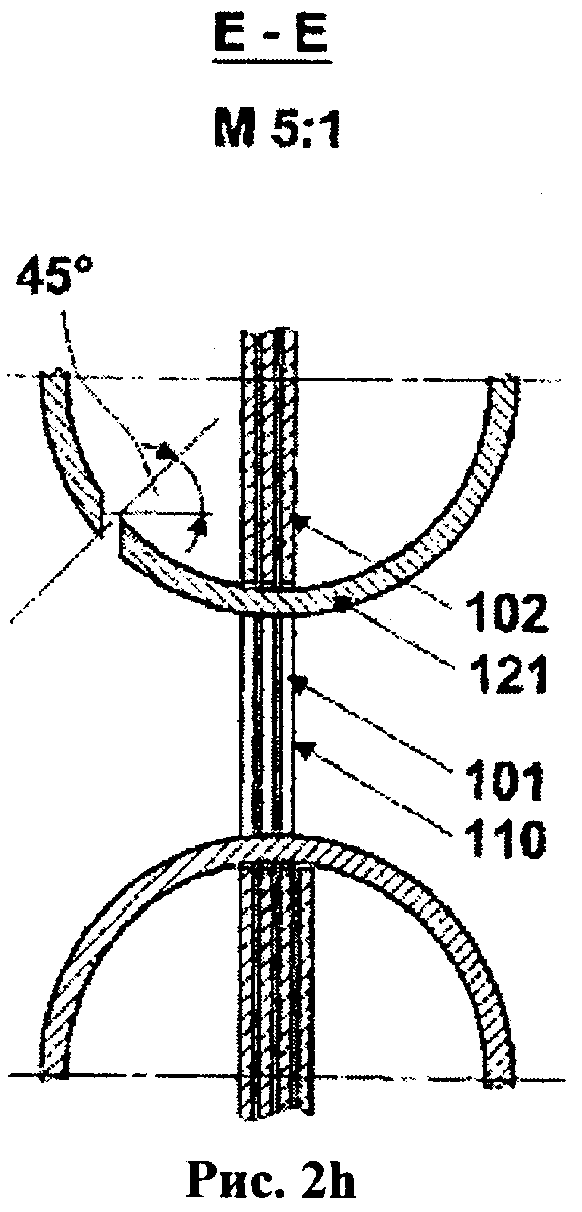
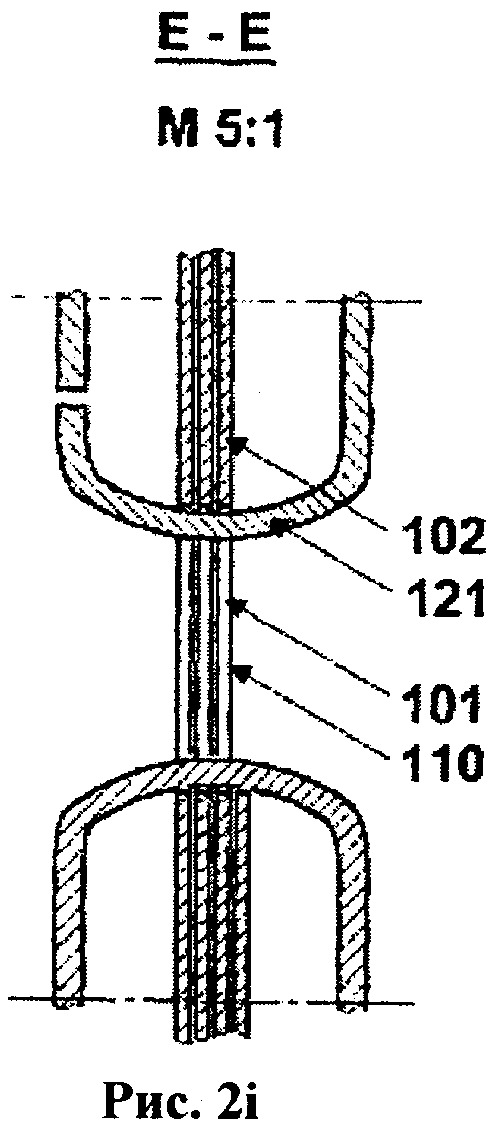
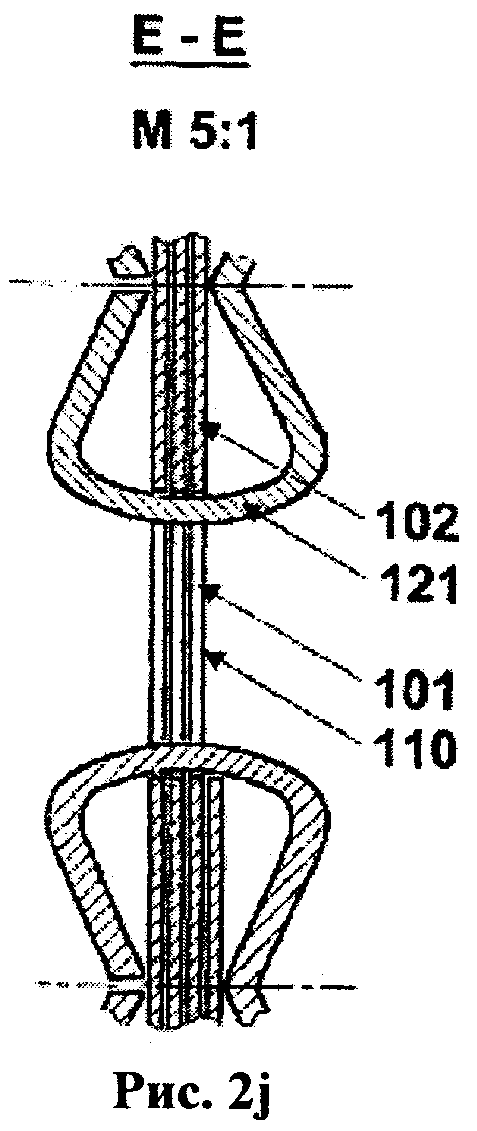
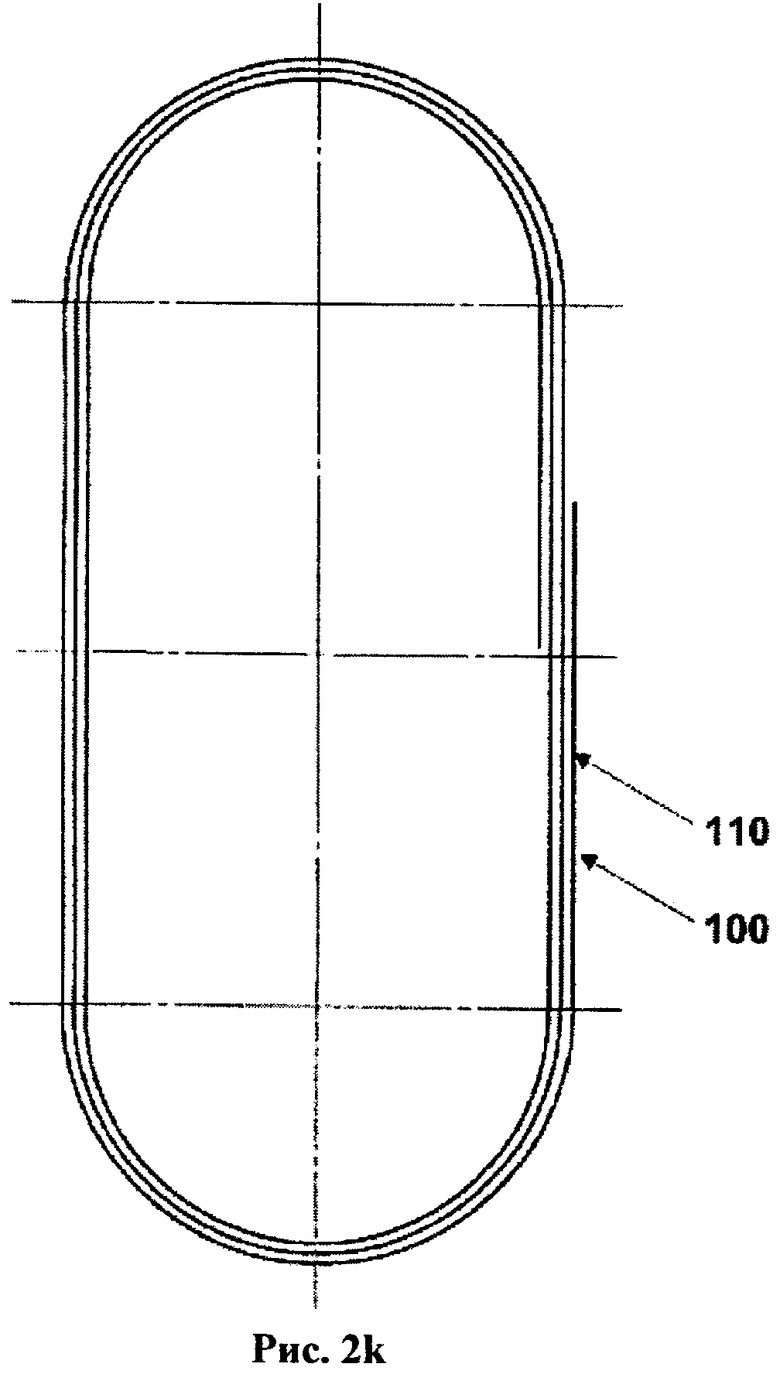
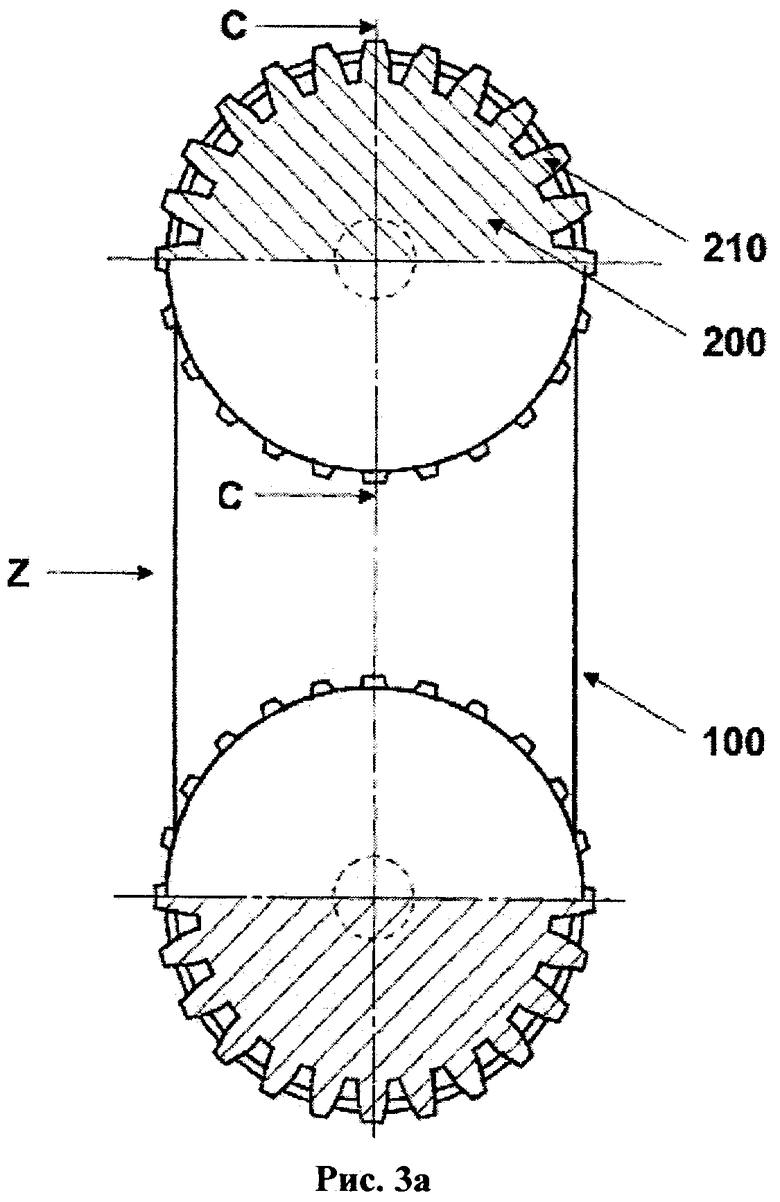
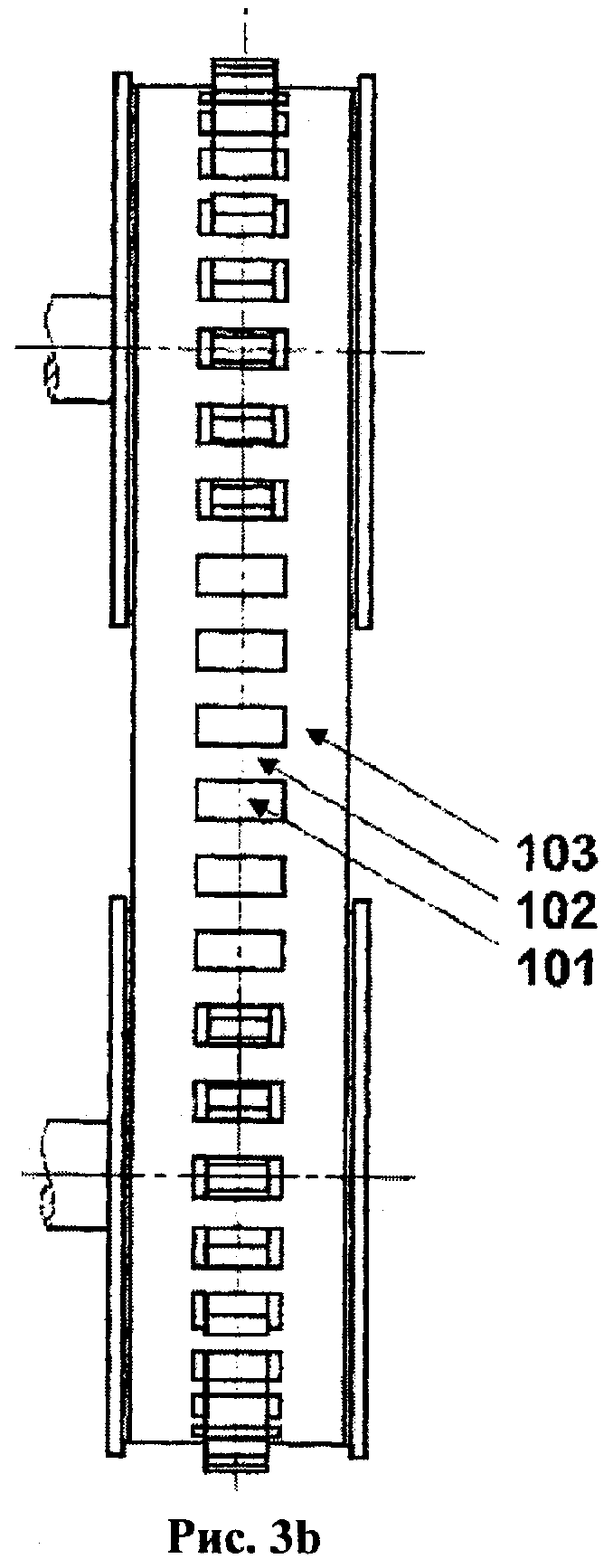
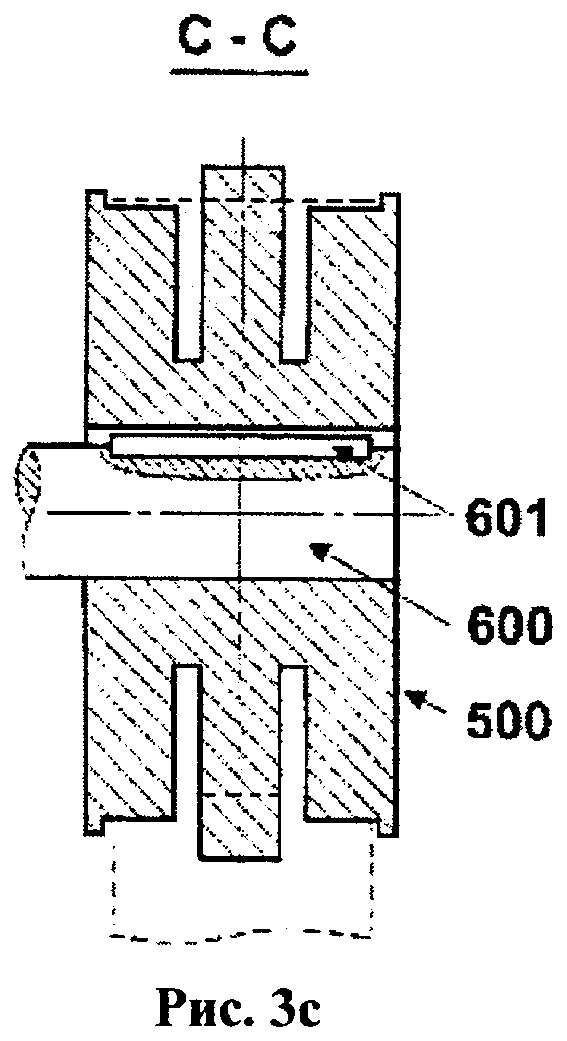
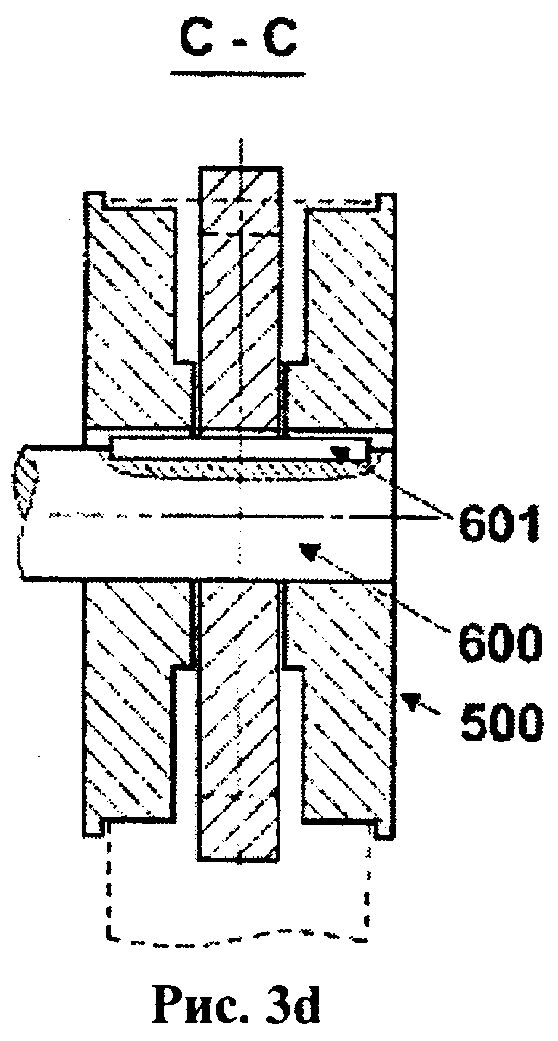
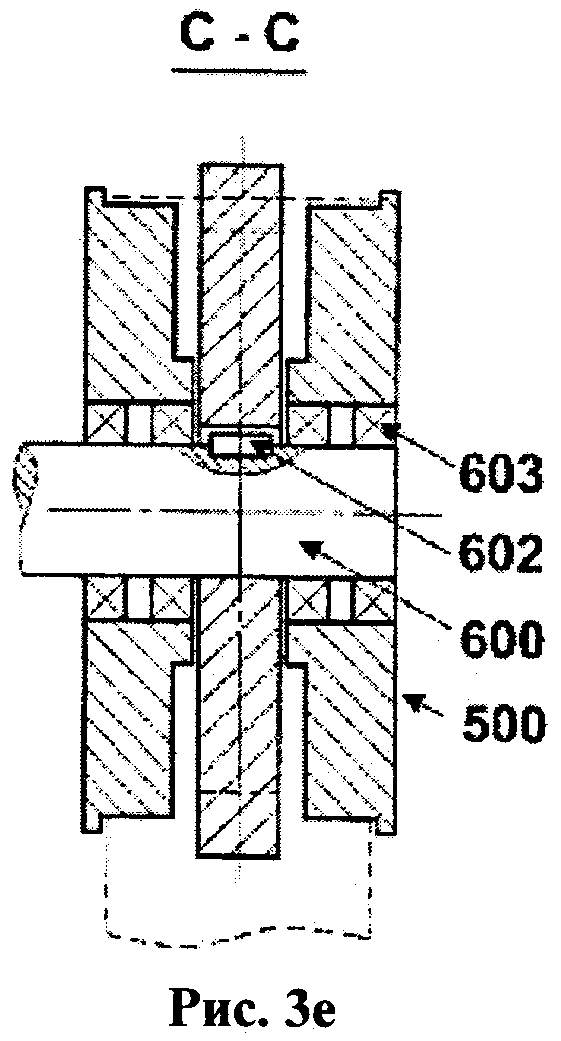
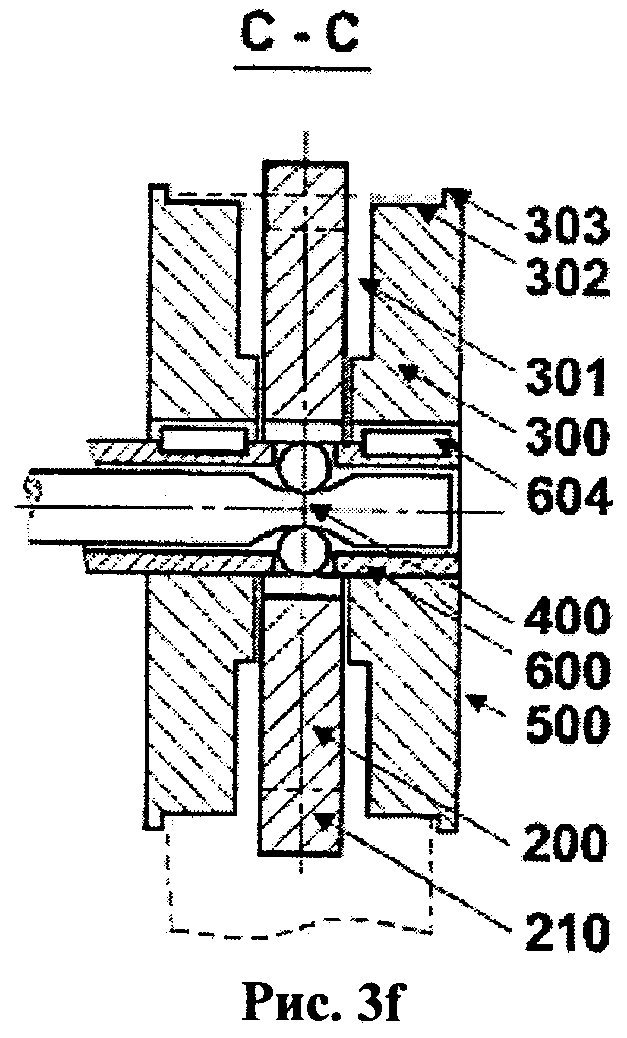
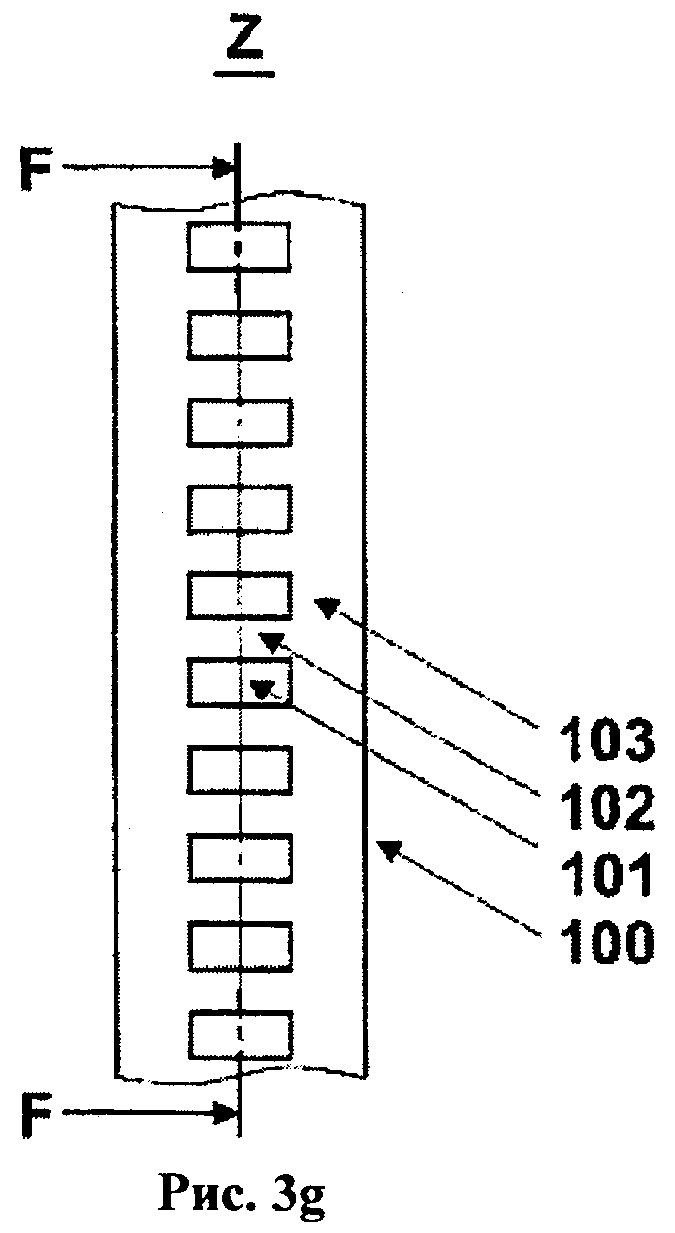
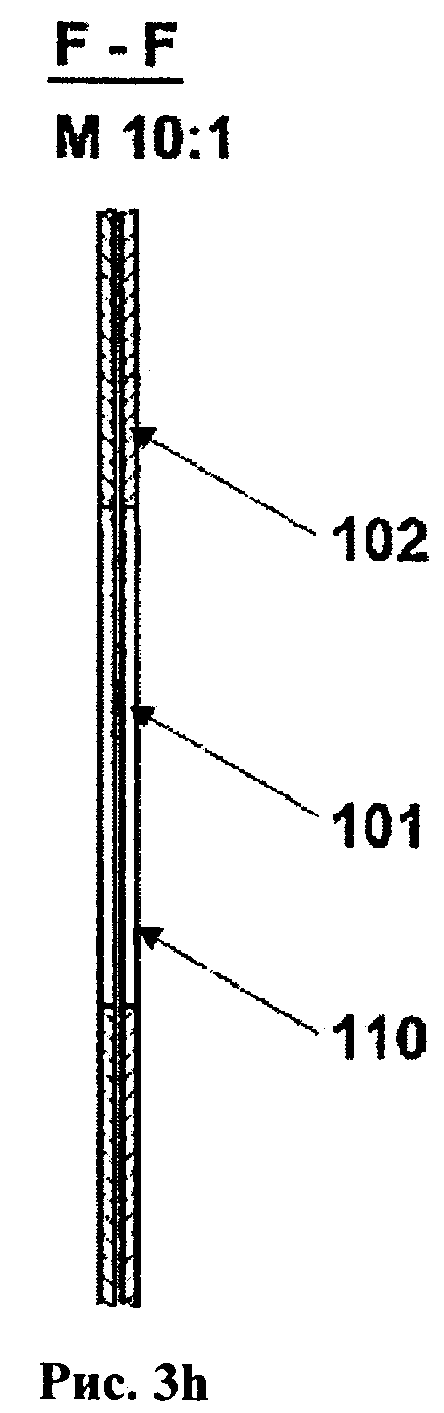
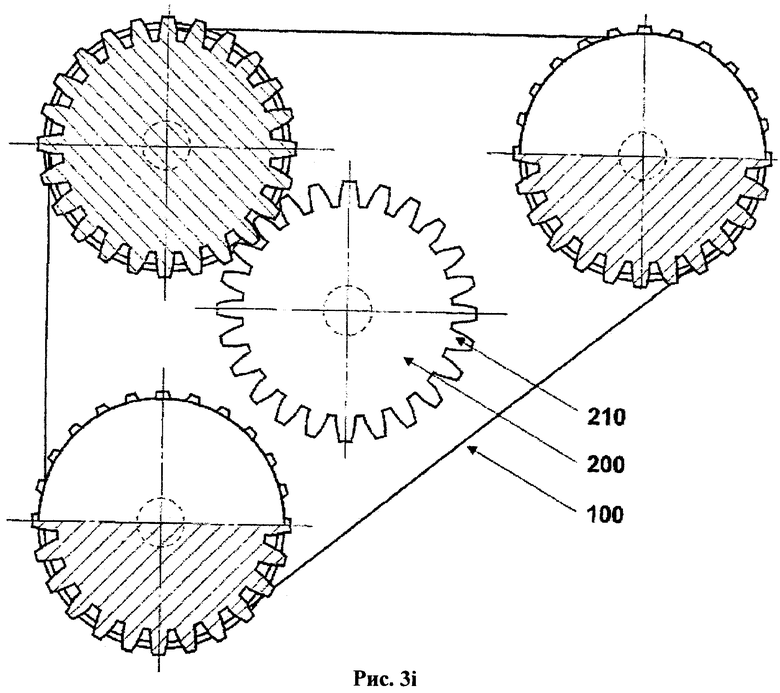
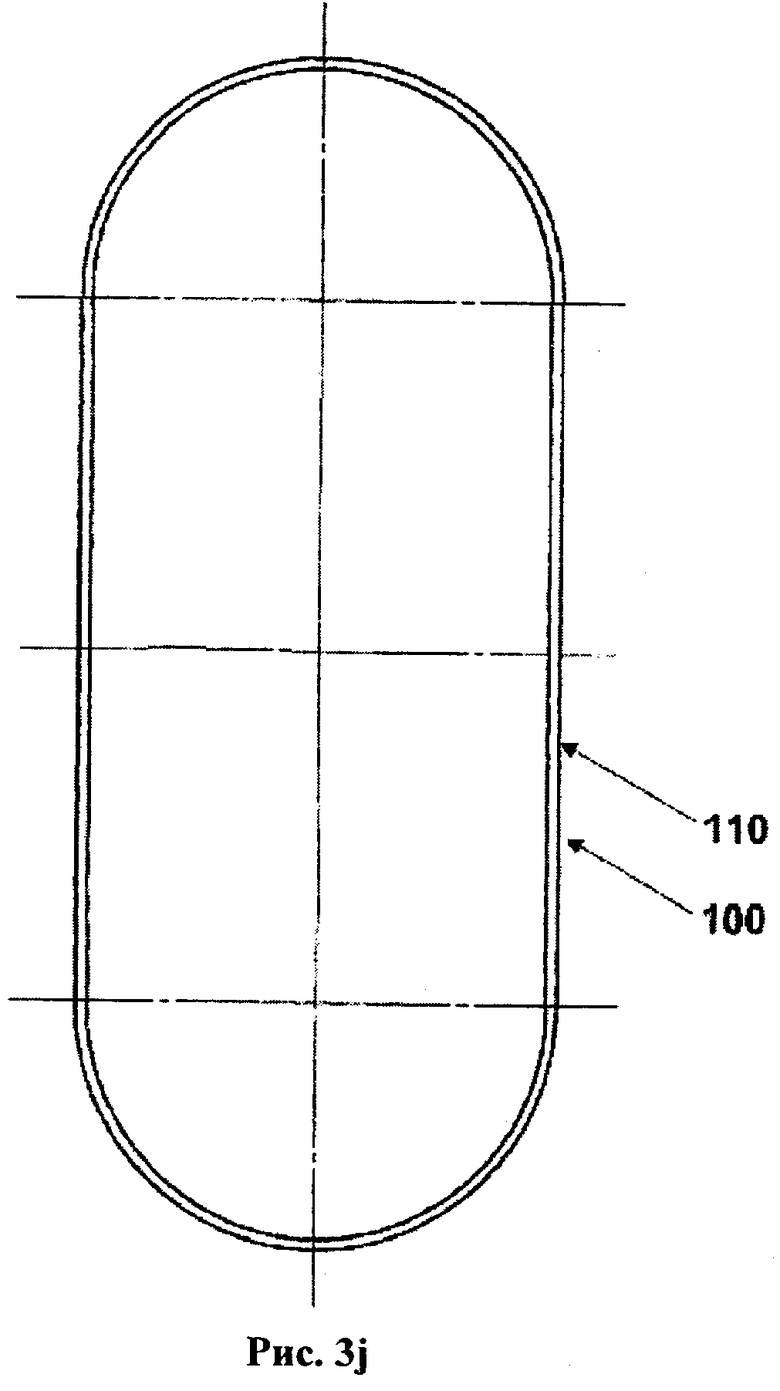
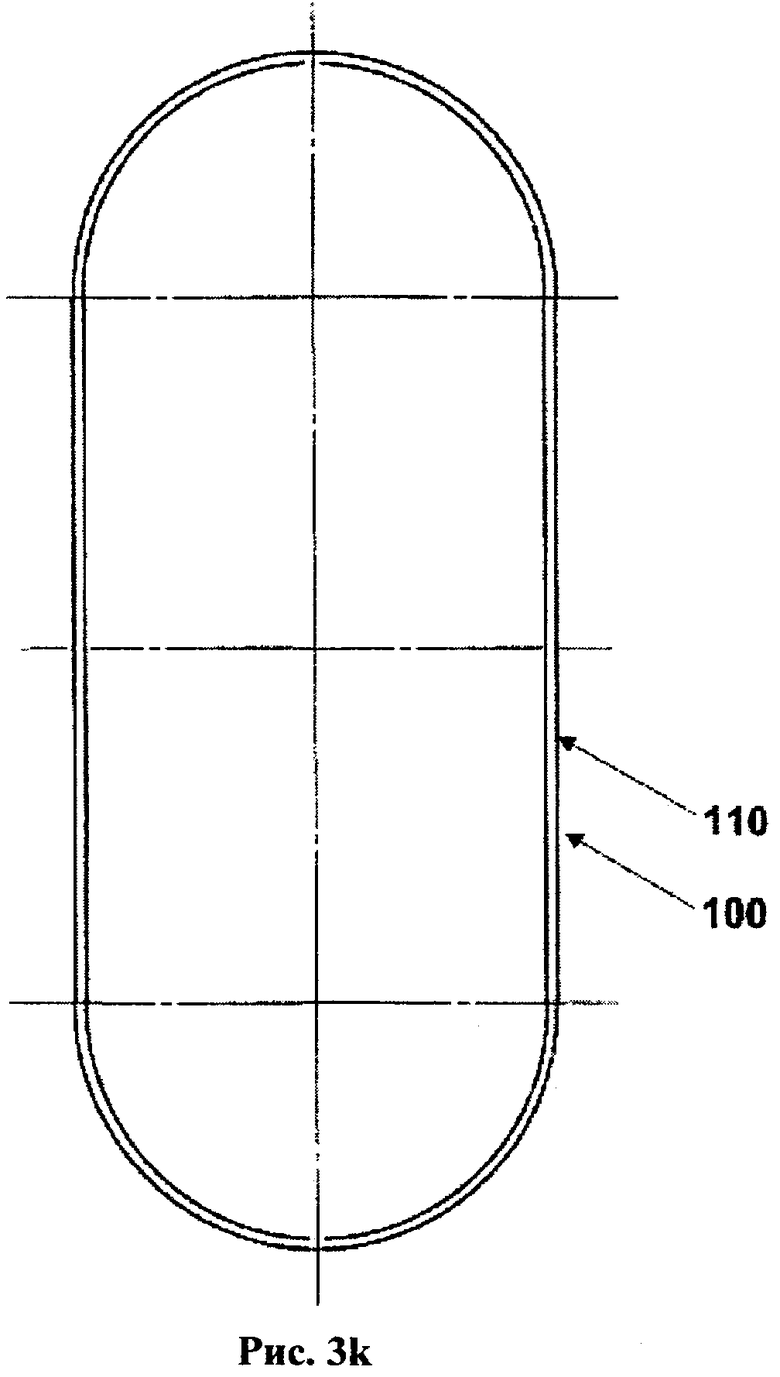
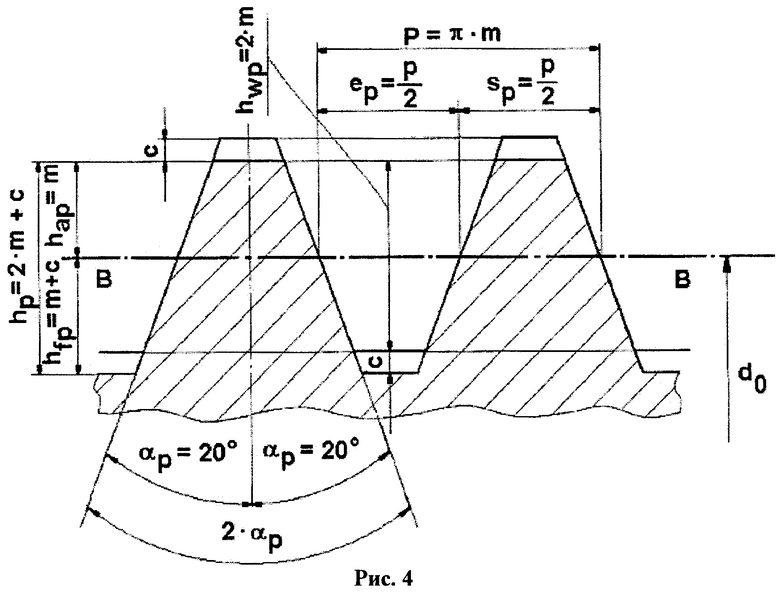
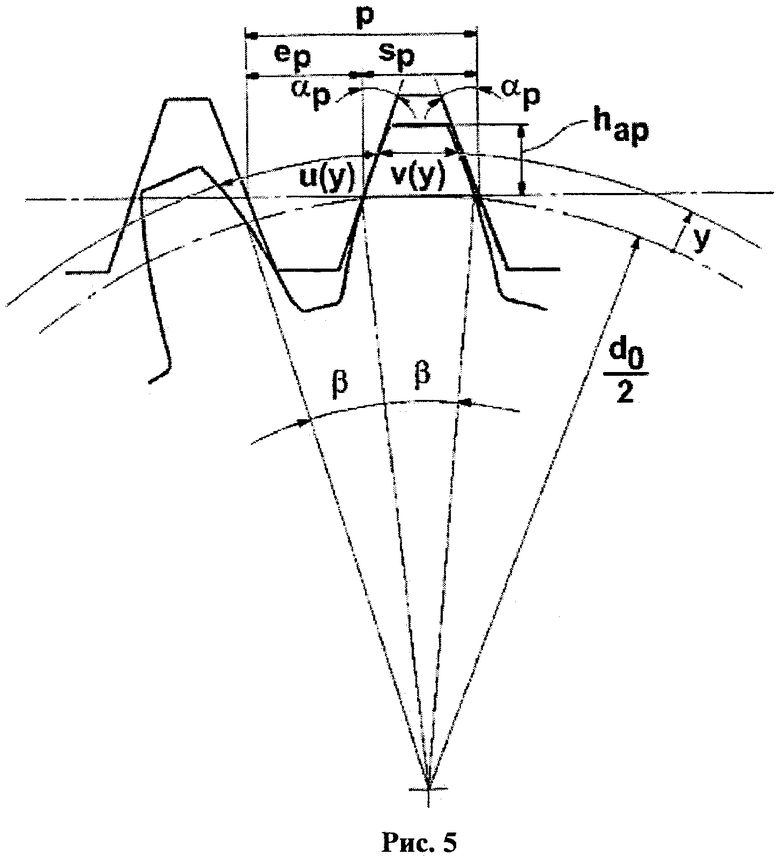
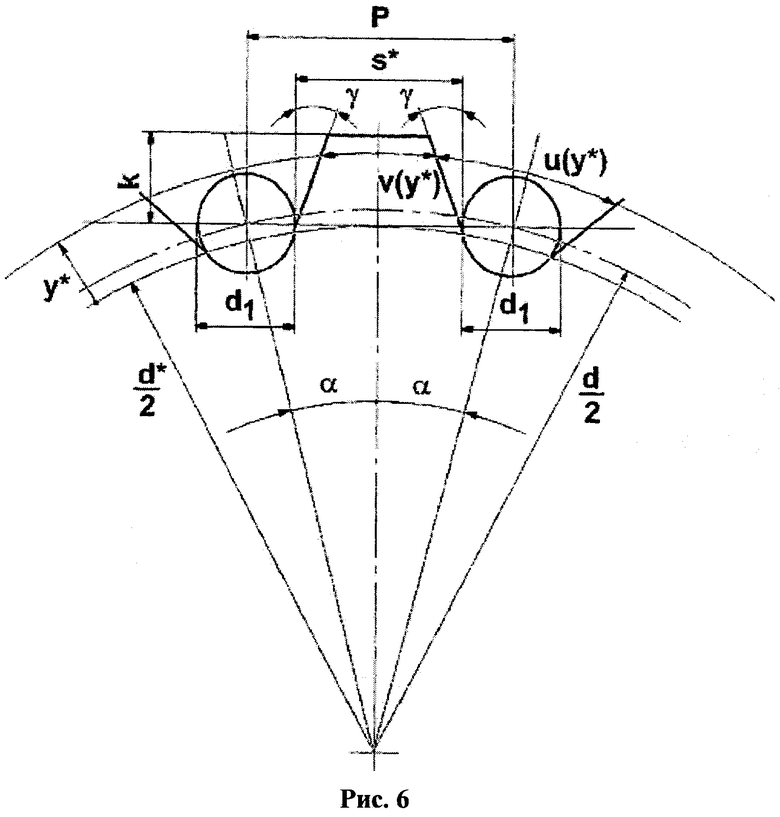
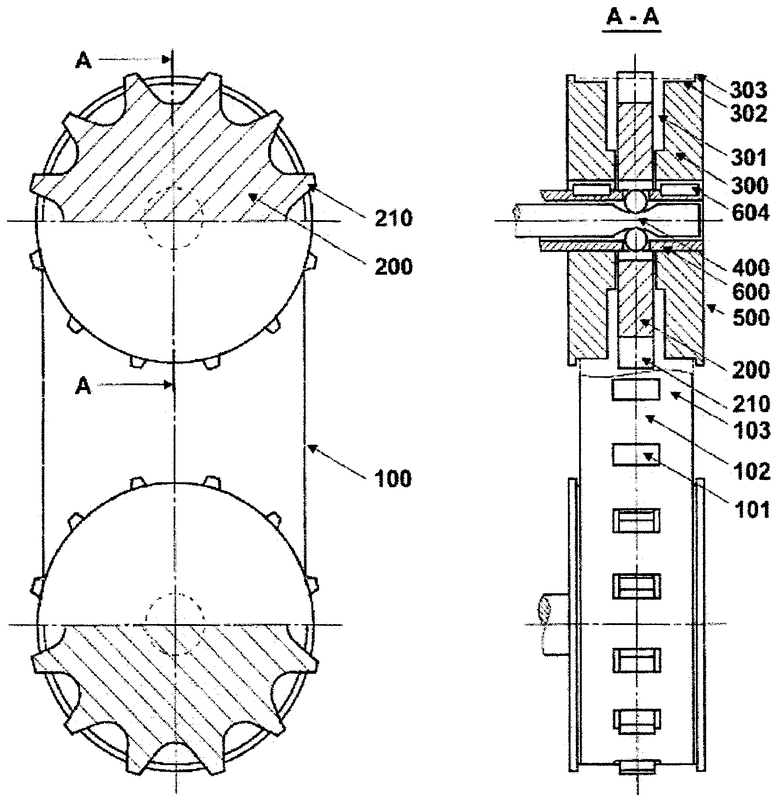
Изобретение относится к передаче с синхронным плоским ремнем. Передача включает цилиндрическое тело зацепления (500), образованное поворотным элементом (200), размещенным между парой соосных шкивов (300), и плоский ремень. Плоский ремень удерживается шкивом (300) только в радиальном направлении, а поворотным элементом (200) - только по касательной. Расположение конфигурации последовательных отверстий плоского ремня соответствует прокатыванию цилиндрической рабочей поверхности шкива с выступающими выступами (210) поворотного элемента (200), выполненного как плоское зубчатое колесо для зацепления с зубчатыми колесами аналогичного типа. Изобретение позволяет повысить КПД и передавать вращательное движение за счет чистого качения. 25 з.п. ф-лы, 36 ил., 2 табл.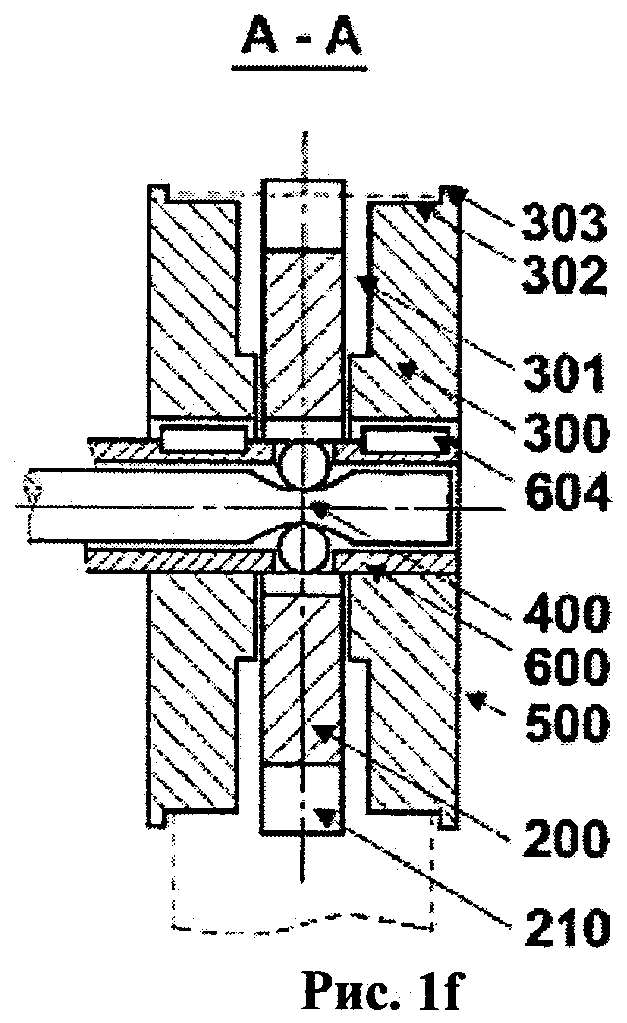
1. Передача с синхронным плоским ремнем, которая содержит по меньшей мере одно цилиндрическое ведущее тело зацепления и, по меньшей мере, одно цилиндрическое ведомое тело зацепления, плоский ремень (100) с парой плоских боковых сторон и парой продольных сторон с открытой или замкнутой конструкцией, и устройство натяжения для плоского ремня (100),
при этом тела зацепления, на которые плоский ремень (100) опирается в радиальном направлении, имеют по своей окружности последовательность идентичных выступов в радиальном направлении, расположенных перпендикулярно к оси тела зацепления и расположенных с одинаковым интервалом по всей окружности, и
плоский ремень (100) имеет на плоской стороне последовательность расположенных по всей его длине параллельно его продольному направлению на одинаковом расстоянии друг от друга идентичных отверстий, которые входят в зацепление с выступами тела зацепления по окружности наматывания плоского ремня (100) на соответствующее тело зацепления, при этом между каждыми двумя отверстиями в продольном направлении плоского ремня (100) имеется один соединительный элемент, а с двух сторон от размещенных в продольной последовательности отверстий плоского ремня (100) имеется по работающему на растяжение корду, и
при этом каждое из тел зацепления имеет хотя бы по одной последовательности выступов, и количество последовательных отверстий в плоском ремне (100) соответствует количеству последовательных выступов на телах зацепления, и где
по меньшей мере одна последовательность выступов (210) находится в зацеплении с последовательностью отверстий (101) только сбоку рядом со шкивом (300) над расположенным соосно со шкивом (300) поворотным элементом (200), который соединяется со шкивом (300) либо методом сварки, либо механическим креплением, либо фрикционным соединением, либо управляемым механическим или фрикционным соединением, при этом поворотный элемент (200) размещается между парой соосных шкивов (300), и при этом хотя бы один поворотный элемент (200) и хотя бы два соосных шкива (300) образуют цилиндрическое тело зацепления (500), и
плоский ремень (100) вдоль по окружности намотки цилиндрического тела зацепления (500) опирается в радиальном направлении по отношению к оси цилиндрической рабочей поверхности шкива в основном только на рабочую поверхность шкива, а плоский ремень (100) вдоль окружности намотки цилиндрического тела зацепления (500) опирается на поворотный элемент (200) в основном только в направлении по касательной к цилиндрической рабочей поверхности шкива, и
при этом последовательность отверстий (101) на плоском ремне (100) соответствует прокатыванию цилиндрической рабочей поверхности шкива цилиндрического тела зацепления (500) вместе с упомянутыми выше выступающими выступами (210) поворотного элемента (200) по плоской стороне плоско расположенного плоского ремня (100) параллельно его продольной оси, отличающаяся тем, что
поворотный элемент (200) изготовлен в виде плоского зубчатого колеса для зацепления с зубчатыми колесами аналогичного типа.
2. Передача по п.1, отличающаяся тем, что поворотный элемент (200) имеет цилиндрическую форму и имеет заранее определенную ширину и заранее определенный диаметр, он содержит цилиндрический участок зацепления, на котором по всей окружности через одинаковые интервалы по окружности размещена последовательность перпендикулярных к оси поворотного элемента радиально выступающих выступов (210).
3. Передача по п.1, отличающаяся тем, что поворотный элемент (200) имеет форму унифицированного плоского зубчатого колеса или унифицированной звездочки.
4. Передача по п.1, отличающаяся тем, что поворотный элемент (200) имеет форму унифицированного плоского зубчатого колеса с системой эвольвентных зубьев для зацепления с номинальным профилем согласно стандарту DIN 867 или соответственно ISO 53 или имеет форму унифицированной звездочки с системой зубьев согласно стандарту DIN 8187 и DIN 8188.
5. Передача по п.1, отличающаяся тем, что поворотный элемент (200) имеет цилиндрический участок зацепления с последовательностью выступов (210), которые простираются не более полной ширины поворотного элемента и изготовлены упругими в направлении приложения нагрузки, например, как дугообразные плоские пружины.
6. Передача по п.1, отличающаяся тем, что поворотный элемент (200) и шкив (300) расположены на одном валу (600).
7. Передача по п.1, отличающаяся тем, что поворотный элемент (200) соединен с валом (600) жестким сварным соединением, или жестким фрикционным соединением, или жестким механическим соединением, или жестким управляемым механическим соединением, или с возможностью взаимного вращения при механическом соединении.
8. Передача по п.1, отличающаяся тем, что поворотный элемент (200) выполнен для зацепления с выступами механизма с вытяжной шпонкой (400) для установления механического соединения между поворотным элементом (200) и валом (600).
9. Передача по п.1, отличающаяся тем, что шкив (300) имеет диаметр цилиндрической рабочей поверхности больше или равный диаметру начальной окружности зубчатого колеса и меньше диаметра окружности вершин зубьев поворотного элемента (200), имеющего форму зубчатого колеса и с заранее определенную ширину.
10. Передача по п.1, отличающаяся тем, что шкив (300) имеет кольцевую выемку (301), расположенную соосно оси шкива, рядом с поворотным элементом (200), со сдвигом по оси шкива, начинающейся у боковой стенки шкива и заканчивающейся на заранее определенном расстоянии от этой боковой стенки, а в радиальном направлении начинающейся с радиуса заранее определенной высоты и заканчивающейся на круговой поверхности.
11. Передача по п.1, отличающаяся тем, что шкив (300) содержит рядом с кольцевой выемкой (301) цилиндрическую рабочую поверхность шкива (302), ширина которой в направлении оси меньше или примерно равна ширине работающего на растяжение корда (103) плоского ремня.
12. Передача по п.1, отличающаяся тем, что шкив (300) расположен у стороны цилиндрического тела зацепления (500) и содержит на своей круговой поверхности поперечный направляющий элемент (303) для плоского ремня рядом с продольной стороной плоского ремня (100) вдоль окружности шкива.
13. Передача по п.1, отличающаяся тем, что шкив (300) соединен с валом (600) жестким сварным соединением, или жестким фрикционным соединением, или жестким механическим соединением, или механическим соединением с возможностью взаимного вращения.
14. Передача по п.1, отличающаяся тем, что плоский ремень (100) имеет бесконечную или открытую конструкцию с по меньшей мере одной лентой (110) с конфигурацией слоев из не менее чем одного слоя, при этом отдельные ленты (110) в слое расположены с взаимно перекрывающимися концами, соединенными встык или с зазором друг к другу, и при этом одна лента (110) также образует несколько слоев путем намотки или сложения, и при этом одна лента (110) является частью конфигурации слоя с бесконечной лентой (110).
15. Передача по п.1, отличающаяся тем, что плоский ремень (100) состоит из отдельных открытых лент (110) и/или бесконечных лент (110), которые образуют конфигурацию слоя открытой или закрытой конструкции для плоского ремня (100) за счет соединения сплавлением, и/или механического соединения, и/или фрикционного соединения с собой, и/или с другими лентами (110).
16. Передача по п.1, отличающаяся тем, что углы и кромки плоского ремня (100) закруглены.
17. Передача по п.1, отличающаяся тем, что плоский ремень (100) имеет последовательно расположенные отверстия (101), контуры которых имеют прямоугольную форму и обеспечивают зацепление плоского ремня (100) с плоским зубчатым колесом в системе прямозубого цилиндрического колеса, имеют форму параллелограмма и обеспечивают зацепление плоского ремня с плоским зубчатым колесом в системе косозубого цилиндрического колеса, имеют форму двойного параллелограмма и обеспечивают зацепление плоского ремня с плоским зубчатым колесом в системе двойного косозубого цилиндрического колеса и имеют прямоугольную форму и обеспечивают зацепление плоского ремня (100) со звездочкой, и при этом их форма не меняется по положению и размеру в направлении, перпендикулярном к плоской стороне плоского ремня (100), и при этом боковые стенки отверстия (101) между парой плоских сторон плоского ремня (100) расположены перпендикулярно к паре плоских сторон плоского ремня (100).
18. Передача по п.1, отличающаяся тем, что плоский ремень (100) имеет последовательное расположение отверстий (101), которые входят в зацепление с поворотным элементом (200), который имеет форму унифицированного плоского зубчатого колеса с зубьями с эвольвентным профилем для зацепления с номинальным профилем согласно стандарту DIN 867 и соответственно ISO 53,
при этом расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента (102) в продольном направлении плоского ремня (100),
для высоты по радиусу участка зацепления, в котором высота по радиусу определяется радиальной координатой у, с началом системы координат на диаметре начальной окружности d0 зубчатого колеса, и которая определена внутри следующих границ:
0≤y<hap
удовлетворяет следующему соотношению:
u(у)=(m·π)/2+(2·π·у)/z+2·у·tg αp-Δ1,
и при этом расстояние по перпендикуляру между двумя последующими сторонами отверстия (101) в продольном направлении плоского ремня (100) для того же самого участка высоты
удовлетворяет следующему соотношению:
v(у)=(m·π)/2-2·у·tg αp+Δ1,
и при этом расстояние по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия (101) в продольном направлении плоского ремня (100) для того же самого участка высоты
удовлетворяет следующему соотношению:
w=b+Δ2,
где b - ширина зуба зубчатого колеса;
d0 - диаметр начальной окружности зубчатого колеса;
hap - высота головки зуба зубчатого колеса;
m - окружной модуль зубьев зубчатого колеса;
u(у) - расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента (102) в продольном направлении плоского ремня (100);
v(у) - расстояние по перпендикуляру между двумя последующими сторонами отверстия (101) в продольном направлении плоского ремня (100);
w - ширина отверстия (101);
у - координата высоты по радиусу с началом отсчета на начальной окружности зубчатого колеса;
z - число зубьев в зубчатом колесе;
αp - половина угла профиля зуба зубчатого колеса равна 20°;
Δ1 - заранее заданный зазор в продольном направлении плоского ремня;
Δ2 - заранее заданный зазор по перпендикуляру к продольному направлению плоского ремня;
π - отношение длины окружности к диаметру (константа).
19. Передача по п.1, отличающаяся тем, что плоский ремень (100) имеет последовательное расположение отверстий (101), которые входят в зацепление с поворотным элементом (200), который имеет форму унифицированной звездочки с зубьями согласно стандарту DIN 8196 для зацепления с роликовой цепью согласно стандарту DIN 8187 и DIN 8188, при этом расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента (102) в продольном направлении плоского ремня (100),
для высоты по радиусу участка зацепления, в котором высота по радиусу определяется радиальной координатой у*, с началом системы координат на диаметре начальной окружности d* звездочки, который удовлетворяет следующему соотношению:
d*=Р·ctg α
и которая определена внутри следующих границ:
0≤у*<k
удовлетворяет следующему соотношению:
u(у*)=Р·(α·ctg α-1)+d1+2·α·у*+2·у*·tg γ-Δ3
и при этом расстояние по перпендикуляру между двумя последующими сторонами отверстия (101) в продольном направлении плоского ремня (100) для того же самого участка высоты удовлетворяет следующему соотношению:
v(у*)=P-d1-2·у*·tgγ+Δ3,
при этом желательно, чтобы у удовлетворяла следующему соотношению:
16°≤γ≤22,5° или 13°≤γ≤17°
и при этом расстояние по перпендикуляру между двумя перпендикулярами к последующим сторонам отверстия (101) в продольном направлении плоского ремня (100) для того же самого участка высоты
удовлетворяет следующему соотношению:
w=В+Δ4
где В - ширина зуба звездочки;
d* - диаметр начальной окружности для координаты у*;
d1 - диаметр ролика роликовой цепи;
k - высота кончика зуба системы зубьев звездочки;
Р - шаг системы зубьев звездочки;
u(у*) - расстояние по перпендикуляру между двумя последующими сторонами соединительного элемента (102) в продольном направлении плоского ремня (100);
v(у*) - расстояние по перпендикуляру между двумя последующими сторонами отверстия (101) в продольном направлении плоского ремня (102),
w - это ширина отверстия (101),
у* координата высоты по радиусу с началом отсчета на диаметре d* начальной окружности звездочки,
Z - число зубьев в звездочке;
α - половина угла между зубьями звездочки, он равен π/Z;
γ - половина угла профиля зуба системы звездочки;
Δ3 - заранее заданный зазор в продольном направлении плоского ремня (100);
Δ4 - заранее заданный зазор по перпендикуляру к продольному направлению плоского ремня (100).
20. Передача по п.1, отличающаяся тем, что плоский ремень (100) имеет по меньшей один соединительный элемент (102) с усилением заранее оговоренным материалом и/или с заранее оговоренной формой и/или с креплением дополнительного фигурного элемента (121), при этом дополнительный фигурный элемент (121) охватывает соединительный элемент (102) и изготовлен, например, в виде дугообразной плоской пружины.
21. Передача по п.1, отличающаяся тем, что цилиндрический натяжной шкив как часть устройства натяжения передачи с синхронным плоским ремнем является идентичным цилиндрическому телу зацепления (500), образованному по меньшей мере одним поворотным элементом (200) и по меньшей мере двумя шкивами (300), при этом поворотный элемент (200) может иметь или не иметь систему зубьев.
22. Передача по п.1, отличающаяся тем, что цилиндрические тела зацепления (500) являются частями устройства натяжения.
23. Передача по п.1, отличающаяся тем, что цилиндрические тела зацепления (500) и натяжные шкивы имеют разные диаметры и находятся в зацеплении с плоским ремнем (100) с обеих плоских сторон открытого или закрытого плоского ремня (100).
24. Передача по п.1, отличающаяся тем, что цилиндрические тела зацепления (500) находятся в зацеплении с плоским ремнем (100), при этом все поворотные элементы (200) имеют четное или нечетное количество зубьев, и при этом для четного числа зубьев число отверстий (101) в бесконечном плоском ремне (100) нечетное, а для нечетного числа зубьев число отверстий (101) в бесконечном плоском ремне (100) четное.
25. Передача по п.1, отличающаяся тем, что цилиндрические тела зацепления (500) имеют по меньшей мере один поворотный элемент, образованный как плоское зубчатое колесо, находящееся в зацеплении с плоским ремнем (100) и по меньшей мере с одним плоским зубчатым колесом.
26. Передача по п.1, отличающаяся тем, что цилиндрическое тело зацепления (500) находится в зацеплении с плоским ремнем (100), при этом по меньшей мере один поворотный элемент (200) изготовлен без системы зубьев.
| РАЗРЫХЛИТЕЛЬ ЗЕМЛЕСОСНОГО СНАРЯДА | 0 |
|
SU403818A1 |
| US 20020176722 A1, 28.11.2002 | |||
| US 3156126 A, 10.11.1964 | |||
| Блок зубчатых колес | 1981 |
|
SU981745A1 |
| Соединение лент | 1988 |
|
SU1707351A2 |
| ДУНАЕВ П.Ф | |||
| Конструирование узлов и деталей машин | |||
| - М.: Высшая школа, 1978, с.41, 42. | |||

