Изобретение относится к области металлургии, в частности к конструкции и способу изготовления пакетов под горячую плоскую прокатку композиционных слоистых материалов, преимущественно биметаллов, основа которых состоит из твердого металла (Т), а наружные слои из мягкого металла (М), при этом металлы имеют значительные различия в температурных коэффициентах линейного расширения (ТКЛР) и при нагреве подвержены интенсивному окислению, например, Al, Cu, Ti и др.
Известны конструкции биметаллических пакетов, состоящие из металла основного слоя и приваренных к нему двух листов плакирующих слоев (Кобелев А.Г., Лысак В.И., Чернышев В.Н., Быков А.А., Востриков В.П. Производство слоистых композиционных материалов. - М.: Интермет инжиниринг, 2002, с.117-125). Такие пакеты собирают без полок под сварку из заготовки основного слоя и листов плакирующих слоев, имеющих одинаковую длину и ширину, или с полками под сварку, образованными на поверхности заготовки основного слоя, при ее длине и ширине, меньших, чем у листов плакирующих слоев. Описанные конструкции пакетов рекомендовано использовать в случаях, когда металлы основного и плакирующего слоев имеют одинаковые или близкие ТКЛР.
Известна конструкция герметичного пакета при получении биметалла сталь-титан, когда внутрь пакета помещают пирофорный материал, который при нагревании пакета сгорает и связывает кислород воздуха, или с продувкой пакета нейтральным газом, например аргоном, для вытеснения воздуха (Голованенко С.А., Меандров Л.В. Производство биметаллов. - М.: Металлургия, 1966, стр.174). Данная технология непроизводительна, неэкономична и не всегда обеспечивает высокую прочность сцепления слоев для некоторых материалов.
Известен биметаллический стальной пакет, состоящий из заготовки основного слоя и листов верхнего и нижнего плакирующих слоев, собранных с образованием полок под сварку за счет разности длины и ширины заготовки и листов, соединенных по периметру сварными швами, при этом лист верхнего плакирующего слоя меньше заготовки основного слоя по длине и ширине, а лист нижнего плакирующего слоя больше заготовки по длине и ширине (патент РФ №2234400, МПК В23К 20/04, публ. 2004.08.20.) - прототип.
Пакет изготовляется способом, включающим подготовку заготовки и листов к сборке в пакет, сборку и сварку пакета по периметру, при этом сварку пакета производят на монтажном столе с опорными роликами под давлением, создаваемым прижимными роликами, при этом пакет прижимают в средней его части снизу и сверху двумя парами роликов, заваривают поджатые продольные части периметра листов плакирующего слоя боковыми сварочными головками, перемещают каждый из роликов к переднему и заднему торцам одновременно, заваривая оставшиеся продольные части периметра четырьмя верхними и четырьмя нижними сварочными головками, останавливают ролики у переднего и заднего торцов и заваривают торцы четырьмя сварочными головками.
Данная конструкция и способ ее изготовления требует специального оборудования, малопроизводительны, накладывают ограничения по толщине плакирующих слоев, не обеспечивают удаления воздуха из межслойных зазоров и неприемлемы для изготовления биметаллических композиций, материалы которых имеют значительные отличия ТКЛР и при нагреве интенсивно окисляются.
Задачей, на решение которой направлено предлагаемое изобретение, является получение пакетов для производства биметаллов прокаткой, из металлов, имеющих значительные различия в температурных коэффициентах линейного расширения (ТКЛР), а также подверженных интенсивному окислению при нагреве, при этом не лимитируются толщины плакирующих слоев.
Технический результат, достигаемый при осуществлении изобретения, заключается:
- в практическом отсутствие газовой составляющей во внутренней полости пакета, что не вызывает образования стойких окисных пленок на контактирующих поверхностях заготовок во время нагрева;
- в отсутствии сварных соединений между внутренними слоями, выполненными из разнородных металлов, что не вызывает термического коробления пакета вследствие их неравномерного температурного расширения;
- в технологичности конструкции, обусловленной наличием на наружной поверхности конструкции мягкого металла, позволяющей формировать необходимую внешнюю конфигурацию пакета не деформируя внутренние слои пакета.
Эти факторы позволяют после прокатки пакета получать биметаллические соединения повышенной сплошности и прочности с использование стандартных технологий.
Указанный технический результат достигается тем, что пакет для производства плоского проката из металлов, имеющих различия в температурных коэффициентах линейного расширения, состоящий из основного слоя, верхнего и нижнего плакирующих слоев, соединенных по периметру сварными, при этом плакирующие слои выполнены из мягкого металла, а остальной слой выполнен из твердого металла, при этом пакет получен с использованием заготовок плакирующего слоя, размер которых больше, чем размер заготовки основного слоя, по длине и ширине на величину, равную 1,1-1,4 толщины основного слоя, и соединенных между собой сваркой по отбортованным полкам в заневоленном состоянии с деформацией 3-7%. Основной слой состоит из двух частей, между которыми размещен разделительный слой.
Способ изготовления пакета для производства плоского проката из металлов, имеющих различия в температурных коэффициентах линейного расширения, включающий подготовку основного и плакирующих слоев к сборке в пакет, их сборку с образованием полок под сварку за счет разности длины и ширины заготовок основного и плакирующих слоев и сварку пакета по периметру, отличается тем, что используют выполненные из мягкого металла заготовки плакирующих слоев, имеющие размер больше размера выполненной из твердого металла заготовки основного слоя по длине и ширине на величину, равную 1,1-1,4 толщины основного слоя, собранный пакет устанавливают в прессовый инструмент, рабочим ходом пресса производят отбортовку полок плакирующих заготовок по периметру основной заготовки до их смыкания с одновременной деформацией пакета на величину 3-7% и осуществляют соединение отбортованных полок сваркой в заневоленном состоянии. В качестве заготовки основного слоя используют заготовку, состоящую из двух слоев, между которыми размещают разделительный слой. Отбортовку полок плакирующих заготовок производят технологическими рамками.
При использовании плоских бойков отбортовку выполняют технологическими рамками.
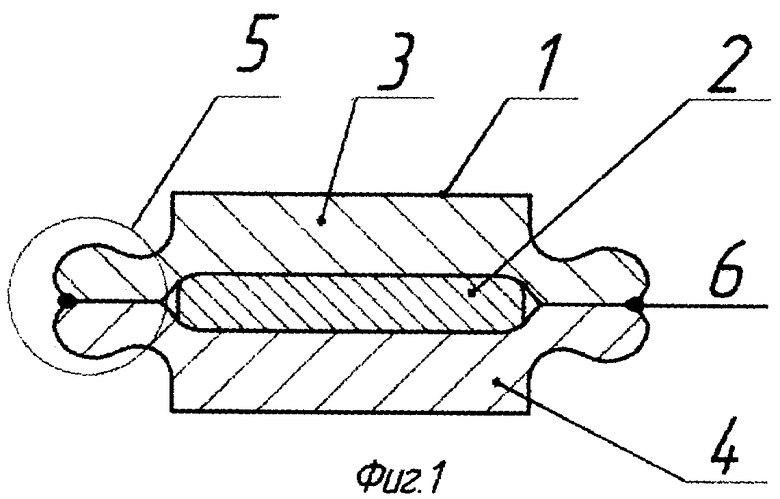
На фиг.1 изображена конструкция пакета для производства биметаллического проката.
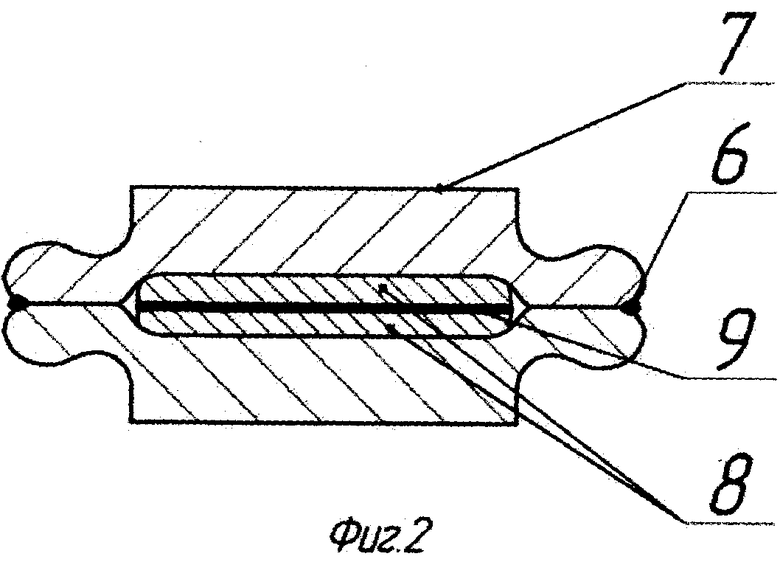
На фиг.2 - конструкция пакета для производства проката с одним биметаллическим соединением.
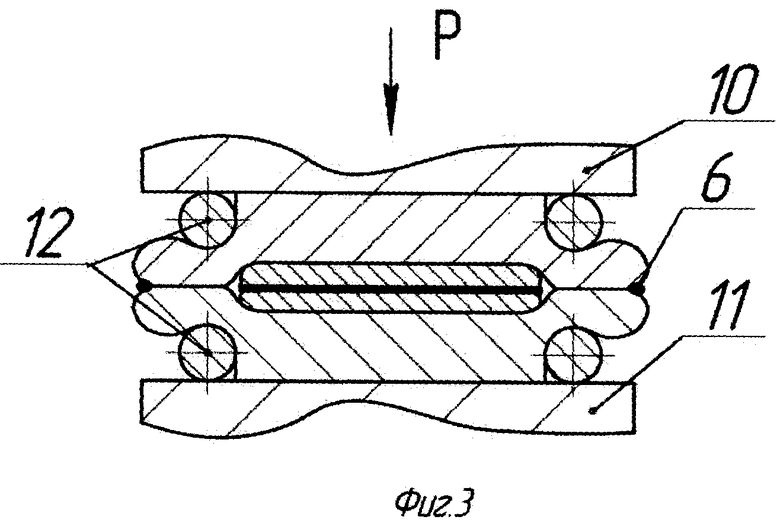
На фиг.3 показана технологическая схема изготовления пакета.
Пакет 1 (фиг.1) для производства плоского трехслойного проката состоит из заготовки 2 основного слоя из твердого металла и верхнего 3 и нижнего 4 плакирующих слоев из мягкого металла. На плакирующих слоях 3 и 4 выполнены отбортовки 5 по боковой поверхности заготовки 2. Плакирующие заготовки имеют размеры по длине и ширине больше размеров внутренней заготовки на 1,1-1,4 ее толщины, что обеспечивает получение отбортовок 5 надежно смыкающимися друг с другом. Между собой по периметру отбортовки соединены сварочным швом 6. Сварка производится при заневоленном состоянии пакета при деформации со степенью 3-7%, это гарантирует отсутствие газовой среды во внутренней полости пакета.
Пакет 7 (фиг.2) для производства плоского проката с одним биметаллическим соединением состоит из двух частей основного слоя 8, между которыми помещен разделительный слой 9, препятствующий свариванию этих частей во время прокатки пакета. Отбортовка и сварка плакирующих слоев выполнена аналогично изображенному на фиг.1.
Изготовление пакета производится в следующем порядке (фиг.3). Пакет 1 устанавливают на прессовый инструмент, рабочим ходом пресса осуществляют смыкание пуансона 10 с матрицей 11 на величину степени деформации пакета, равную 3-7%, при этом выступы на пуансоне 10 и матрице 11 производят отбортовку плакирующих листов 3 и смыкание их кромок по периметру основной заготовки 2, затем кромки отбортовок соединяют сварным швом 6 и производят размыкание прессового инструмента.
При изготовлении двухслойного проката пакет набирается их двух частей 8 основного слоя, между которыми наносится разделительный слой 9, препятствующий сварке основных слоев во время прокатки. Симметричное расположение слоев препятствует изгибу листового проката во время деформации.
При штучном или мелкосерийном производстве рационально использование стандартных плоских бойков. В этом случае перед прессованием сверху и снизу пакета устанавливают технологические рамки 12, с помощью которых формируют отбортовки 5.
После операции прокатки соединенные сваркой 6 отбортовки 5 плакирующих слоев удаляют.
Заневоливание пакета с одновременной отбортовкой и сваркой кромок плакирующих листов уменьшает объем газовой среды внутри пакета до величины, не влияющей на качество биметаллических соединений. Кроме того, отсутствуют жесткие сварные соединения между разнородными металлами, что исключает коробление конструкции пакета и разрушение сварных соединений.
Промышленная технология с использованием предложенной конструкции пакета и способа его изготовления применялась для получения биметаллов по схеме М-Т-М с составляющими пакета Cu-Ti-Cu и схеме М-Т-Т-М с составляющими Al-Cu-Cu-Al симметричного пакета, где между медными составляющими наносился разделительный слой.
Пакет для получения биметалла Cu-Ti-Cu имел размеры по толщине 14-8-14 мм, соответственно, размеры медных плакирующих заготовок в плане составляли 120×180 мм и превышали на 20 мм размеры титановой основной заготовки. Заготовки зачищались металлическими щетками, обезжиривались, пакет в сборе устанавливался между плоскими бойками пресса, усилием 2000 т, снизу и сверху пакета устанавливали приспособления в виде замкнутых сваркой прямоугольных стальных рамок для отбортовки. Рабочим ходом пресса производилась отбортовка, деформация пакета со степенью 3-7% и сварка пакета по линии смыкания плакирующих заготовок. Прокатка производилась в интервале температур 800-850°С.
Пакет Al-Cu-Cu-Al имел размеры по толщине 50-24-24-50 мм, при этом размеры плакирующих заготовок в плане составляли 200×360 мм, основные 140×300 мм. После осадки и сварки производилась прокатка в интервале температур 400-450°С.
Прочность биметаллов на срез соответствовала прочности малопрочного металла, т.е. алюминию в Al-Cu и меди в Cu-Ti-Cu в биметаллах. Угол загиба составил 120° без разделения составляющих. Исследования показали, что необходимая прочность сцепления слоев в биметалле достигается при степени пластической деформации 55-60%, т.е. по сравнению с литературными данными меньше на 10-15%.
Использование технологии получения биметаллов с использованием настоящего способа с использованием пресса со специальными штампами целесообразно в массовом производстве. В мелкосерийном производстве наиболее технологичен и экономически выгоден способ с применением рамок для отбортовки кромок. Это позволяет использовать любой пресс с плоскими бойками, программное обеспечение которого позволяет осуществлять и фиксировать заданную степень деформации при осадке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| Пакет для получения многослойных листов | 1987 |
|
SU1523285A1 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| Способ производства биметалла | 1987 |
|
SU1482740A1 |
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОГО ПРОКАТА НА ОСНОВЕ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И АЛЮМИНИЕВОГО СПЛАВА | 2014 |
|
RU2574948C1 |
Изобретение может быть использовано при изготовлении пакетов под горячую плоскую прокатку композиционных слоистых материалов, преимущественно биметаллов. Заготовки плакирующих слоев выполнены из мягкого металла и больше заготовки основного слоя, выполненного из твердого металла, по длине и ширине на величину, равную 1,1-1,4 толщины внутренней заготовки. Плакирующие заготовки отбортованы по периметру основной заготовки и соединены между собой сваркой. В процессе изготовления, после установки пакета в прессовый инструмент, рабочим ходом пресса производят отбортовку полок плакирующих заготовок по периметру основной заготовки до смыкания отбортованных полок с одновременной деформацией пакета на величину 3-7% и соединение полок сваркой в заневоленном состоянии. Полученный пакет не имеет газовой составляющей во внутренней полости, что обеспечивает отсутствие окисных пленок на контактирующих поверхностях. Обеспечена возможность формирования необходимой внешней конфигурации пакета без деформирования его внутренних слоев. Отсутствует термическое коробление пакета при нагреве. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Пакет для производства плоского проката из металлов, имеющих различия в температурных коэффициентах линейного расширения, состоящий из основного слоя, верхнего и нижнего плакирующих слоев, соединенных по периметру сварными швами, отличающийся тем, что плакирующие слои выполнены из мягкого металла, а основной слой выполнен из твердого металла, при этом пакет получен с использованием заготовок плакирующего слоя, размер которых больше, чем размер заготовки основного слоя по длине и ширине на величину, равную 1,1-1,4 толщины основного слоя, и соединенных между собой сваркой по отбортованным полкам в заневоленном состоянии с деформацией 3-7%.
2. Пакет по п.1, отличающийся тем, что основной слой состоит из двух частей, между которыми размещен разделительный слой.
3. Способ изготовления пакета для производства плоского проката из металлов, имеющих различия в температурных коэффициентах линейного расширения, включающий подготовку заготовок основного и плакирующих слоев к сборке в пакет, их сборку с образованием полок под сварку за счет разности длины и ширины заготовок основного и плакирующих слоев, и сварку пакета по периметру, отличающийся тем, что используют выполненные из мягкого металла заготовки плакирующих слоев, имеющие размер, больше размера выполненной из твердого металла заготовки основного слоя по длине и ширине на величину, равную 1,1-1,4 толщины основного слоя, собранный пакет устанавливают в прессовый инструмент, рабочим ходом пресса производят отбортовку полок плакирующих заготовок по периметру основной заготовки до их смыкания с одновременной деформацией пакета на величину 3-7% и осуществляют соединение отбортованных полок сваркой в заневоленном состоянии.
4. Способ по п.3, отличающийся тем, что в качестве заготовки основного слоя используют заготовку, состоящую из двух слоев, между которыми размещают разделительный слой.
5. Способ по п.3, отличающийся тем, что отбортовку полок плакирующих заготовок производят технологическими рамками.
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| Способ изготовления тонких биметаллических листов, полос и лент алюминий-медь | 1989 |
|
SU1696225A1 |
| МОНЕТНЫЙ МАТЕРИАЛ | 1997 |
|
RU2110939C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| Способ построения квантованной шкалы для преобразователей пространственных величии в цифровую форму | 1961 |
|
SU145803A1 |
| JP 2000153372 A1, 06.06.2000. | |||

