Изобретение относится к металлообработке и может быть использовано при шлифовании . труднообрабатываемых материалов, в частности, на плоскошлифо- .вальных станках, станках с ЧПУ, гибких про- изводственных модулях для финишных операций.
Цель изобретения - повышение производительности обработки при плоском шлифовании.
Шлифовальному кругу сообщают вращение и движение подачи, а заготовке возвратно-поступательное перемещение относительно круга, причем берут второй шлифовальный круг с диаметром, равным диаметру первого круга, устанавливают его соосно последнему со смещением вдоль оси на величину L(Bi+B2)/2, где BI - ширина первого круга, Вг - ширина второго кругами сообщают вращение второму кругу в направлении, противоположном вращению первого с частотой №(0.6:0,8) ол, где ш - частота вращения первого круга.
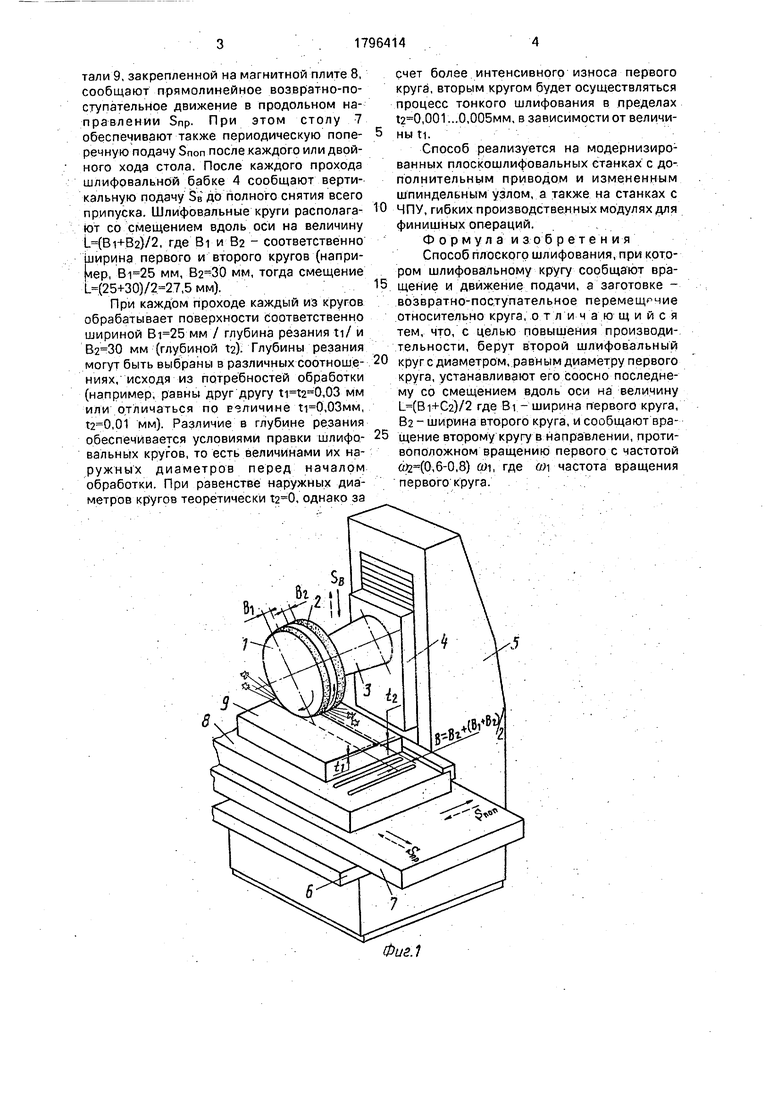
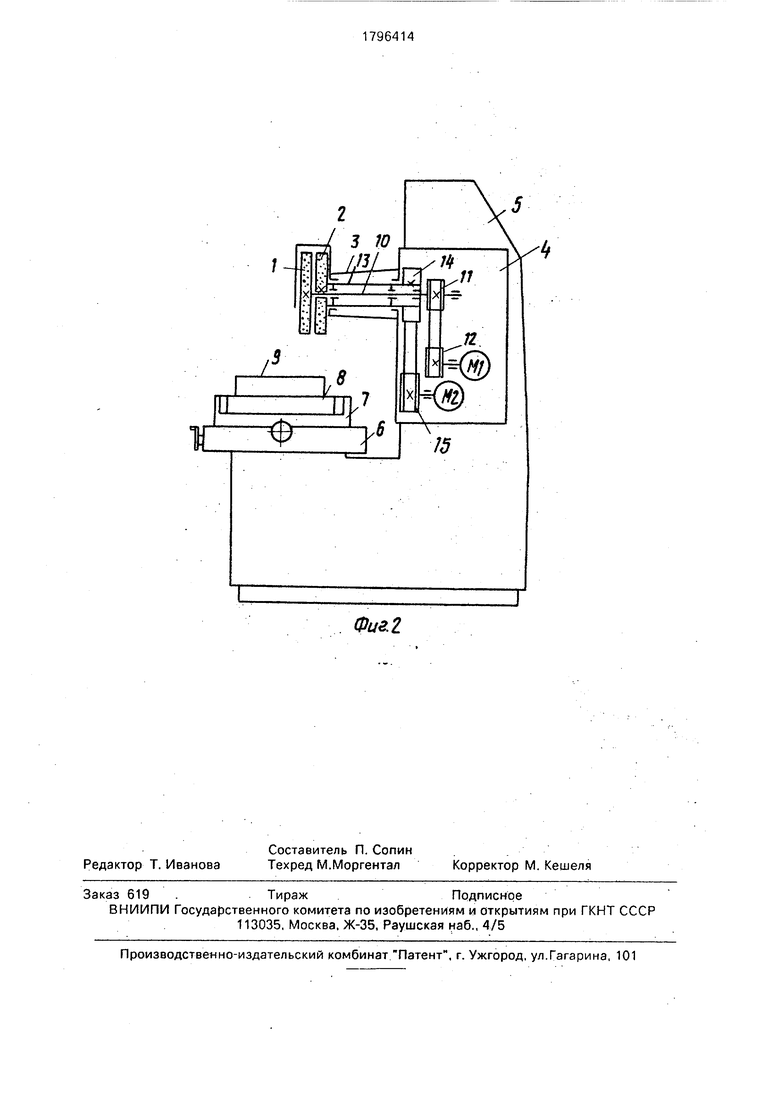
На фиг.1 показан пример реализации предложенного способа; на фиг.2 - кинематическая схема станка для его осуществления (цепи подач условно не показаны).
Первый шлифовальный круг 1 и второй шлифовальный круг 2 расположены в шпиндельном узле 3 шлифовальной бабки 4. Последняя в свою очередь установлена с возможностью вертикального перемещения на колонне 5, в ее основании расположены поперечный суппорт 6 и стол 7 продольной подачи, на магнитной плите 8 которого закреплена обрабатываемая деталь 9. Цепь главного движения связывает шлифовальный круг 1 через шпиндель 10. ременную передачу 11-12 с двигателем М1. Второй шлифовальный круг 2 связан посредством полого шпинделя 13/размещен- ного в шпиндельном узле 3 на гидростатических опорах/, во внутренних опорах которого находится шпиндель 10, через ременную передачу 14-15 с двигателем М2.
Предложенный способ плоского шлифования осуществляют следующим образом. Шлифовальному кругу 1 сообщают вращение, например, с частотой ол 45 от электродвигателя М2. Обрабатываемой деел
с
о
Јь
тали 9, закрепленной на магнитной плите 8, сообщают прямолинейное возвратно-поступательное движение в продольном направлении Snp. При этом столу .7 обеспечивают также периодическую поперечную подачу Snon после каждого или двойного хода стола. После каждого прохода шлифовальной бабке 4 сообщают вертикальную подачу SB до полного снятия всего припуска. Шлифовальные круги располагают со смещением вдоль оси на величину L(Bi+B2}/2, где 81 и 62 - соответственно лирина первого и второго кругов (напри- иер, мм, мм, тогда смещение -(25+30),5 мм).
При каждом проходе каждый из кругов обрабатывает поверхности соответственно шириной мм / глубина резания ti/ и мм (глубиной ta). Глубины резания могут быть выбраны в различных соотношениях, исходя из потребностей обработки (например, равны друг другу ,03 мм или отличаться по величине ,03MM, ,01 мм). Различие в глубине резания обеспечивается условиями правки шлифовальных кругов, то есть величинами их наружных диаметров перед началом обработки. При равенстве наружных диаметров кругов теоретически , однако за
0
5
0
5
счет более интенсивного износа первого круга, вторым кругом будет осуществляться процесс тонкого шлифования в пределах ,001 ...0,005мм, в зависимости от величины ti.
Способ реализуется на модернизированных плоскошлифовальных станках с дополнительным приводом и измененным шпиндельным узлом, а также на станках с ЧПУ, гибких производственных модулях для финишных операций.. Ф о р м у л а и з о б р е т е н и я Способ плоского шлифования, при котором шлифовальному кругу сообщают вращение и движение подачи, а заготовке - возвратно-поступательное перемещение относительно круга, о т ли ч а ю щ и и с я тем, что, с целью повышения производительности, берут второй шлифовальный круг с диаметром, равным диаметру первого круга, устанавливают его соосно последнему со смещением вдоль оси на величину L(Bi+C2)/2 где Bi- ширина первого круга, В2 - ширина второго круга, и сообщают вращение второму кругу в направлении, противоположном вращению первого с частотой ОД2(0,б-0,8) ал, где сгл частота вращения первого круга.
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2162398C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182069C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, ОБЕСПЕЧИВАЮЩИЙ ЗНАКОПЕРЕМЕННЫЕ ДЕФОРМАЦИИ В СРЕЗАЕМОМ СЛОЕ | 1999 |
|
RU2151690C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
Использование: при шлифовании труднообрабатываемых материалов. Сущность изобретения: шлифовальному кругу сообщают вращение и движение подачи. Заготовке сообщают возвратно-поступательное перемещение относительно круга. Берут второй шлифовальный круг диаметром, равным диаметру первого круга, устанавливают его соосно с последним со смещением вдоль оси на величину L (Bi+B2):2, где BI - ширина первого круга, В2 - ширина второго, круга, и сообщают вращение второму кругу в направлении противоположном враще: нию первого с частотой йЈ(0,6-0,8) ои, где w - частота вращения первого круга. 2 ил.
| Способ шлифования детали | 1983 |
|
SU1117194A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
