ел
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Кромкообразователь к бесчелночному ткацкому станку | 1985 |
|
SU1335591A2 |
| Кромкообразователь к бесчелночному ткацкому станку | 1975 |
|
SU595437A1 |
| Ткацкий станок | 1985 |
|
SU1482535A3 |
| Устройство для прокладывания уточной нити на ткацком станке для выработки тканей переменной ширины | 1982 |
|
SU1074922A1 |
| Ткацкий станок с волнообразно подвижным зевом | 1989 |
|
SU1641911A1 |
| Устройство для образования кромок на двух смежных полотнах на многополотенном ткацком станке с расположением полотен по ширине заправки | 1988 |
|
SU1548292A1 |
| Кромкообразователь к ткацким станкам для выработки ткани без уплотненной кромки | 1961 |
|
SU150790A1 |
| Вязально-ткацкий станок | 1983 |
|
SU1341290A1 |
| Способ тканеформирования на бесчелночном ткацком станке и устройство для его осуществления | 1974 |
|
SU706028A3 |
| Механизм прокладывания уточной нити на ткацком станке | 1978 |
|
SU703609A1 |

Сущность изобретения: кромкообразо- ватель содержит корпус с каналом для закладки конца уточной нити в зев основы, соединенный с пневмосистемой станка, рабочий участок, имеющий продольный паз с боковым и центральным выходами. Осевая линия канала корпуса выполнена наклонной в сторону бокового выхода продольного паза под углом 1,5-3,5° к плоскости перьев стабилизатора, а поверхности канала и задней стенки продольного паза, расположенной напротив его бокового выхода, выполнены заодно и расположены под углом 0,5-3,5° к оси корпуса. При этом продольный паз кромкообразователя на рабочем участке может быть выполнен с расширением. 1 з, п. ф-лы, 10 ил. 1 табл.
Изобретение относится к текстильному машиностроению и касается приспособления для образования кромки ткани преимущественно на пневморапирном ткацком станке путем поочередного удержания и закладки концов уточной нити в кромку ткани с помощью чередующихся всасывающего и напорного потоков воздуха, проходящих через приспособление.
Целью изобретения является повыше- ниетехнологичности при изготовлении и повышение надежности в работе.
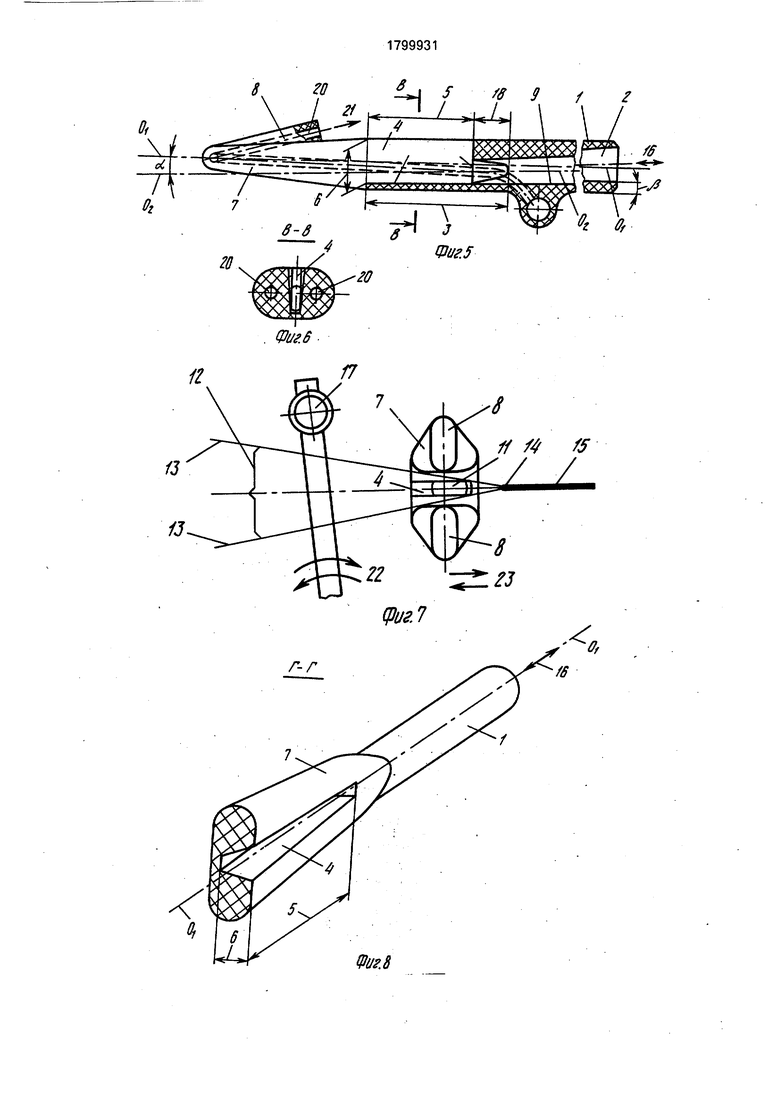
Сущность изобретения поясняется чертежами, где на фиг. 1 показан кромкообра- зователь (правый), вид сверху, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на
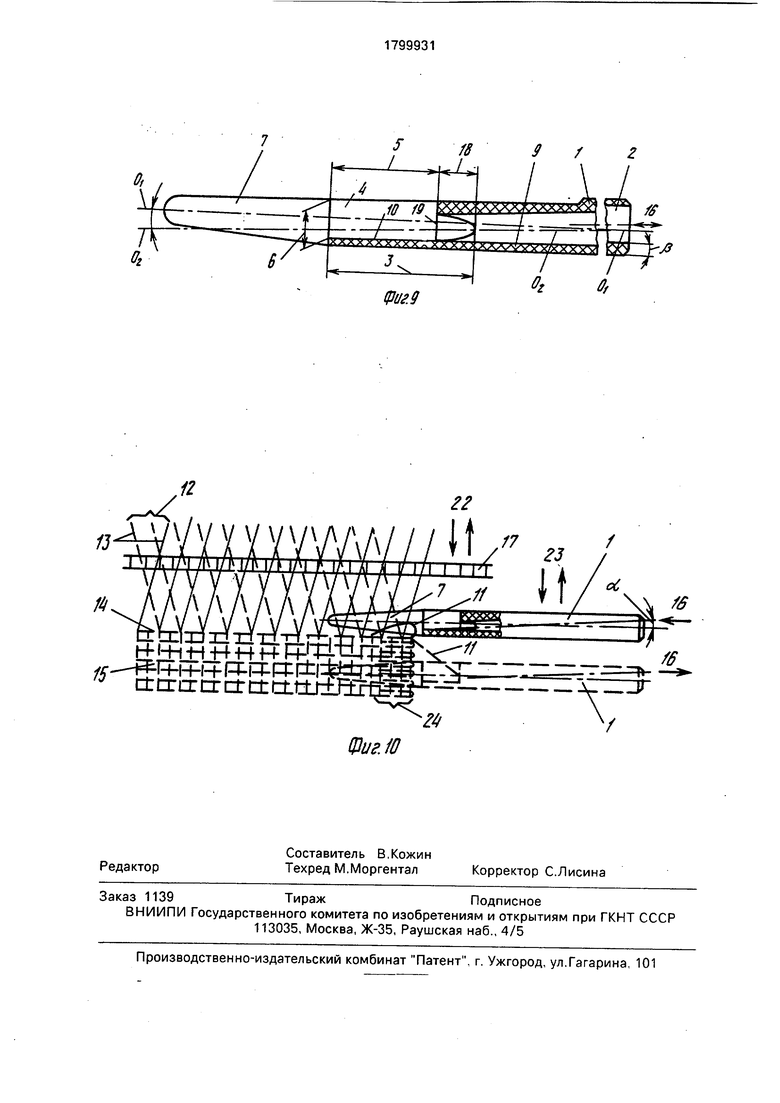
фиг. 3 - кромкообразователь (правый), вид сзади; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - кромкообразователь (левый) с тремя воздушными каналами, вид сверху, продольный разрез; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - схема установки кромкообразователя относительно зева основы, вид сбоку; на фиг. 8 - контур профиля продольного паза на рабочем участке кромкообразователя, косоугольная аксонометрия разреза Г-Г на фиг. 3; на фиг. 9 - кромкообразователь (правый) с уменьшенной толщиной рабочего участка, вид сверху, продольный разрез; на фиг. 10 - схема закладки конца уточной нити в зев основы с использованием предлагаемого устройства.
VI
ю ч чэ со
Кромкообразователь (правый) пневмо- рапирного ткацкого станка содержит (фиг. 1-4) корпус 1 (ось корпуса Old) со связанным с пневмосистемой станка (не показана) каналом 2, соединенным с рабочим участ- ком 3, имеющим продольный паз 4 с боковым 5 и центральным б выходами, и стабилизатор 7 положения рабочего участка, выполненный в виде двух расположенных вдоль оси OiOi корпуса перьев 8 по обе стороны от бокового и центрального выходов паза 4. Ось ОаОа канала 2 корпуса наклонена в сторону бокового 5 выхода паза и расположена под углом а 1,5-3,5° к плоскости ОзОз перьев 8 стабилизатора (пло- скость ОзОз проходит (фиг. 4) через продольную ось OiOi корпуса), а поверхности 9, 10 соответственно канала 2 и задней стенки паза 4 выполнены заодно и расположены под углом /3 0,5-3,5° к оси OiOi кор- пуса. При таком выполнении углов а и /3 обеспечивается плотное прижатие (фиг. 7) конца 11 уточной нити в зеве 12 основы 13 к опушке 14 ткани 15, что способствует формированию качественной кромки 24 ткани 15.,
Продольный паз 4 может быть выполнен прямолинейно расширяющимся в направлении 16 движения воздуха при закладке конца 11 уточной нити и от задней стенки 10 к боковому выходу 5. Та кое выполнение продольного паза упрощает центрирование положения рабочего участка 3 кромкообразователя относительно зева 12 основы при эксплуатации, что также способ- ствует формированию качественной кромки 24 ткани.
Канал 2 кромкообразователя может быть выполнен, например, конической формы с уменьшением диаметра (фиг. 10) в на- правлении 16 движения воздуха при закладке конца 11 уточной нити в зев основы.
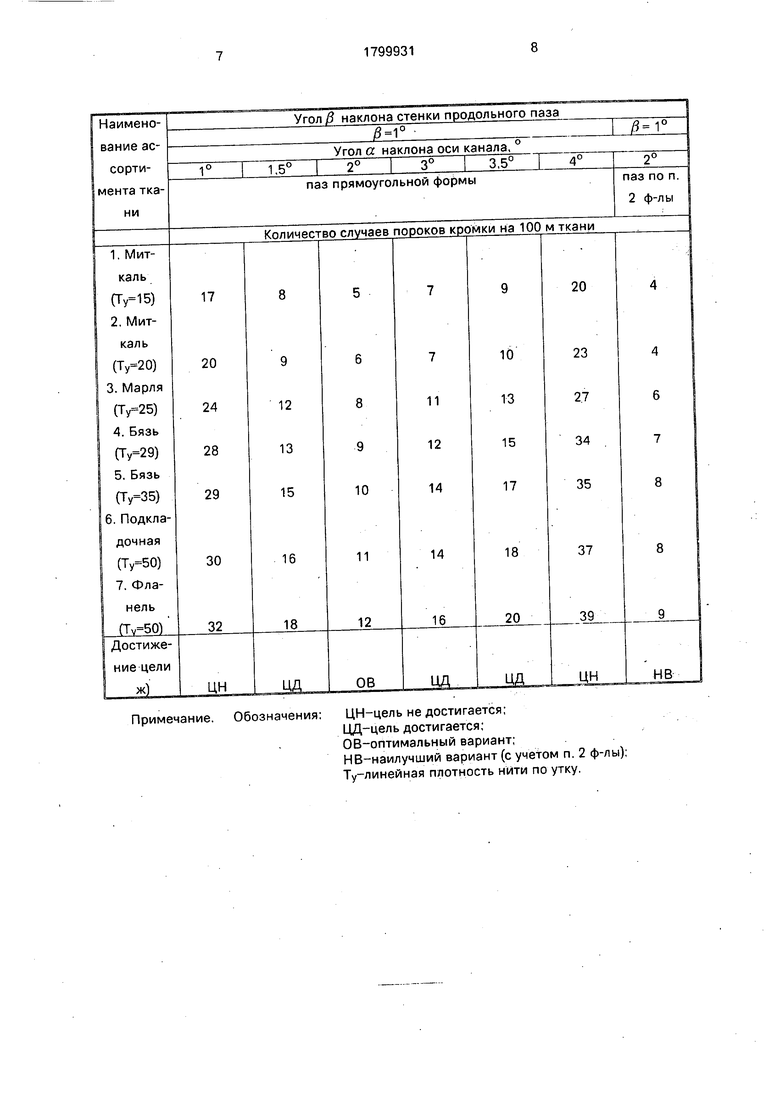
Примеры конкретного выполнения кромкообразователя и результаты их испы- таний при выработке различного ассортимента хлопчатобумажных тканей на станках АТПР представлены в таблице. Критерием для сравнения являются случаи образования петель и усов у кромки ткани, которые появляются в результате неправильной закладки или полной незакладки конца уточной нити в зеве основы:
Из таблицы видно, что для кромкообра.
зователя с продольным пазом, выполнен ным без расширения, при ft 1° наименьшее количество случаев нарушения работы достигается при а - 2°. В общем случае угол fl может изменяться от 0,5 до
.
3,5° (0,5 ). За указанными пределами цель изобретения не достигается: при Р 0,5° из-за люфтов в шарнирах механизма имеет место отрицательный наклон стенки паза в сторону его бокового выхода, что резко ухудшает условия истечения воздушного потока при закладке в зев основы конца уточной нити; при / а возрастает турбулентность воздушного потока из-за отражения его от опушки ткани и нарушается нормальная работа кромкообразователя.
Для цилиндрического канала « /. Из таблицы также видно, что при оптимальных углах наклона а 2°, можно дополнительно снизить количество нарушений работы кромкообразователя, если продольный паз на рабочем участке 3 выполнен пря- молинейно расширяющимся в двух направлениях: в направлении 16 движения воздуха при закладке конца 11 уточной нити и от задней стенки 10 паза 4 к его боковому выходу 5.
Кроме этого, из таблицы видно, что при а 3,5° происходит увеличение количества случаев появления усов, причем растет число случаев полной незакладки концов утка. Нарушение нормальной работы кромко- образования связано, вероятно, с возрастанием турбулентности воздушного потока, отраженного от опушки 14 ткани.
. При « 1,5°также происходит увеличение количества случаев появления усов, так как кромкообразователь работает в данном случае как серийный, не обеспечивая в полной мере прижатие концов 11 утка к опушке ткани.
Таким образом, выбор угла наклона воздушного канала кромкообразователя в пределах « 1,5-3,5° является оптимальным при выработке ткани с использованием уточных нитей линейной плотностью от 15 до 50 текс на ткацких станках АТПР, работающих с частотой вращения главного вала станка от 280 до 350 мин
-1
45 5055
Выполнение воздушного канала 2 кромкообразователя наклонным к плоскости ОзОз стабилизаторов 7 позволяет (фиг, 9) уменьшить толщину кромкообразователя на участке (фиг. 10) возможного контакта с бер- дом 17. Величина уменьшения толщины кромкообразователя определяется конструктивно, исходя из условий прочности конструкции. При этом достигается снижение количества разладок механизма кромкообразователя (не показан) из-за соударений последнего с бердом 17 и частичное снижение расхода материала.
Дополнительный положительный эффект в виде исключения случаев засорения воздушного канала 2 кромкообразователя достигается (фиг. 1, 3, 5, 9) при выполнении в канале на рабочем участке 3 плавного переходного участка 18, длина которого равна 1-4 диаметрам воздушного канала 2 на его входе 13 в направлении движения воздуха при удержании конца уточной нити, а конфигурация поперечного сечения канала 2 на переходном участке 18 плавно изменяется от щелевой формы на входе 19 до круглой при переходе в воздушный канал 2 корпуса. Такое выполнение переходного участка позволяет исключить случаи засорения воздушного канала, т. е. повысить стабильность работы кромкообразователя.
При длине переходного участка 18 менее одного диаметра наблюдаются случаи засорения канала 2 при длительной эксплуатации, а при длине более четырех диаметров возникают технологические сложности при отливке кромкообразователя в литьевой форме.
Кромкообразователь левый (фиг. 5) дополнительно имеет два канала 20 в перьях 8 стабилизатора, ориентированных так, чтобы потоки 21 воздуха из этих каналов 20 соединились на уровне выхода 5 паза и на границе его и переходного участка 18 для правильной ориентировки левого конца 11 уточной нити (не показан) относительно паза 4 левого кромкообразователя.
Кромкообразователь работает следующим образом.
При движении (по стрелке 22) батана (не показан) с бердом 17 (фиг. 7, 10) в переднее (к опушке 14 ткани) положение Кромкообразователь перемещается (по стрелке 23) за опушку 14 ткани и размещается (показан пунктиром) между бердом 17 в переднем положении и шпаруткой (не показано). Одновременно происходит всасывание конца уточной нити посредством воздушного потока 16 в Кромкообразователь через боковой выход 5 паза. После прибоя уточной нити к опушке 14 ткани бердо 17 отходит назад и происходит смена зева 12, а кром- кообразователь перемещается (по стрелке 23) за бердом 17 в сторону зева, и центральный выход 6 паза располагается против зева рядом с опушкой 14 ткани, продолжая удерживать конец убыточной нити. При этом (фиг. 7) перья 8 стабилизатора охватывают нити основы, в результате чего паз 4 располагается по центру зева. При смене направления движения воздуха в кромкообразователе конец уточной нити вдувается во вновь образованный зев 12 и, благодаря наклонному расположению осевой линии 0202 канала 2 под углом а 1,5-3,5° к плоскости ОзОз, проходящей через перья 8 стабилизатора, и выполнению поверхности 9 канала 2 и задней стенки 10
паза 4 заодно под углом /3 0,5-3,5° к оси OiOi корпуса, обеспечивается плотное прижатие конца уточной нити в зеве основы к опушке 14 ткани, удержание его в зеве воздушным потоком до прибоя бердом 17 очередной уточной нити, которая зафиксирует заложенный кромкообразователем в зев конец предыдущей уточной нити. Далее цикл повторяется.
Использование изобретения позволяет
повысить надежность работы кромкообразователя путем улучшения качества закладных кромок вырабатываемой ткани за счет обеспечения надежного всасывания концов всех уточных нитей и стабильного размещения их в каждом новом зеве плотно прижатыми к опушке ткани до момента прибоя, при этом кромка ткани приобретает хороший товарный вид без усов и петель. Кроме того, достигается повышение
технологичности при изготовлении кромкообразователя за счет получения безоблой- ной поверхности в зоне перехода канала в продольный паз рабочего участка. Одновременно упрощается центрирование кромкообразователя относительно зева основы благодаря рациональной конфигурации его продольного паза.
Формула изобретения
центральным выходами, и стабилизатор положения рабочего участка, выполненный в виде двух расположенных продольно оси корпуса перьев по обе стороны от бокового и центрального выходов паза, отличающийся тем, что, с целью повышения технологичности при изготовлении и повышения надежности в работе, ось канала корпуса наклонена в сторону бокового выхода паза и расположена под углом 1.5-3.5° к плоскости перьев стабилизатора, а поверхности канала и задней стенки паза выполнены заодно и расположены под углом 0.5-3,5° к оси корпуса.
Примечание. Обозначения:
ЦН-цель не достигается; достигается; ОВ-оптимальный вариант; НВ-наилучший вариант (с учетом п. 2 ф-лы); Ту-линейная плотность нити по утку.
Budt
Фиг.6
Щи г. 10
| Кромкообразователь к бесчелночному ткацкому станку | 1985 |
|
SU1335591A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
