Изобретение относится к металлообработке, в частности к инструментам для чистовой и упрочняющей обработки поверхностей вращения пластическим деформированием.
Цель изобретения - повышение надежности работы инструмента и качества обработки.
Сочетание в открытых пазах опорного конуса различных видов деформирующих элементов как в отдельности (шарики или ролики), так и вместе, позволяет получать на обрабатываемой поверхности необходимую степень упрочнения.
Такое выполнение позволит повысить работоспособность инструмента и полностью исключить возможность появления следов на обработанной поверхности от деформирующих элементов при выводе инструмента из зоны обработки.
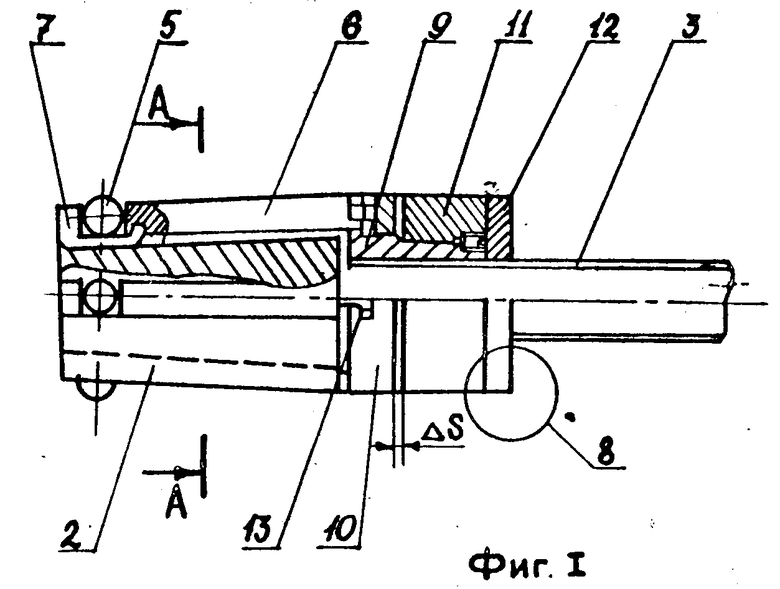
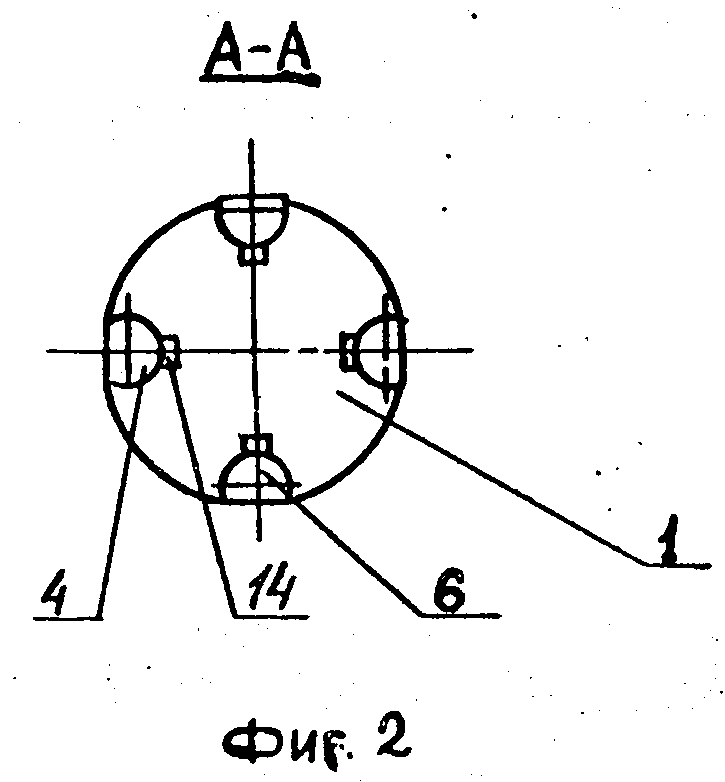
На фиг. 1 изображен предлагаемый инструмент для упрочняющей обработки, на фиг.2 - сечение А-А на фиг.1.
Упрочняющий инструмент представляет собой оправку 1, состоящую из опорного конуса 2 и резьбовой части 3. На опорном конусе 2 выполнены открытые цилиндрические пазы 4, в которых размещены деформирующие элементы 5 (представляющие собой шарики, ролики или их сочетания), опорные элементы 6 и скобы 7. На резьбовой поверхности 3 размещен упор 8, состоящий из цилиндрической с буртиком гайки 9, поводка 10, прижима 11 и контргайки 12. На торцевой поверхности поводка 10 выполнены Т-образные пазы 13 для размещения хвостовиков опорных элементов 6, при этом поводок 10 расположен на поверхности цилиндрической гайки 9 с возможностью свободного осевого перемещения. Каждый деформирующий элемент 5 оперт на скобу 7, которая одновременно сопрягается с поверхностью открытого цилиндрического паза 4 и его продольной канавкой 14.
Работа предлагаемым инструментом осуществляется следующим образом.
Обрабатываемую деталь устанавливают в кулачковом патроне токарно-винторезного станка, а инструмент - в задней бабке. Настроив инструмент на соответствующий обрабатываемый размер отверстия ему сообщают осевое движение, а детали - вращательное, и начинают процесс обработки. Регулировка деформирующих элементов 5 осуществляется путем вращения по часовой или против часовой стрелки контргайки 12 и гайки с буртиком 9. Вращение против часовой стрелки осуществляет движение вправо опорных элементов 6 и скоб 7, что влечет за собой перемещение деформирующих элементов 4 (роликов, шариков или их сочетаний). Настроив инструмент на соответствующий размер, приступают к обработке. По окончании процесса обработки инструмент выводится из зоны обработки. За счет наличия соответствующего зазора ΔS между поводком 10 и прижимом 11 деформирующие элементы, "утопая", не оставляют следов на обработанной поверхности, при этом величина ΔS находится в прямой зависимости от угла опорного конуса и величины пружинения обрабатываемого материала.
Применение раскатников предлагаемого типа ведет к повышению надежности работы инструмента и качества обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| Раскатка | 1980 |
|
SU921814A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| УСТРОЙСТВО для ПОВЕРХНОСТНОГО НАКЛЕПА СТУПЕНЧАТЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU244138A1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ С КРУГЛЫМ ПОПЕРЕЧНЫМ ПРОФИЛЕМ | 2007 |
|
RU2337804C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ВИНТОВ С КРУГЛЫМ ПОПЕРЕЧНЫМ ПРОФИЛЕМ | 2007 |
|
RU2337805C1 |
Использование: поверхностное пластическое деформирование поверхностей вращения. Сущность изобретения: упрочняющий инструмент представляет собой оправку, состоящую из опорного конуса и резьбовой части. На опорном конусе выполнены открытые цилиндрические пазы, в которых размещены деформирующие элементы, опорные элементы и скобы. На резьбовой поверхности размещен упор, состоящий из цилиндрической с буртиком гайки, поводка, прижима и контргайки. Выполненные на торцевой поверхности поводка Т-образные пазы служат для размещения хвостовиков опорных элементов, при этом поводок расположен на поверхности цилиндрической гайки с возможностью свободного осевого перемещения. Каждый деформирующий элемент оперт на скобу, которая одновременно сопрягается с поверхностью открытого цилиндрического паза и его продольной канавкой. Регулировка деформирующих элементов осуществляется путем вращения по часовой или против часовой стрелки, гайки с буртиком. За счет наличия соответствующего зазора ΔS между поводком и прижимом деформирующие элементы, "утопая", не оставляют следов на обработанной поверхности при выводе инструмента из зоны обработки. 3 з.п. ф-лы, 2 ил.
| Авторское свидетельство СССР N 1478546, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
