Изобретение относится к медицине, а именно к зубопротезированию.
Цель изобретения - упрощение способа изготовления зубных коронок.
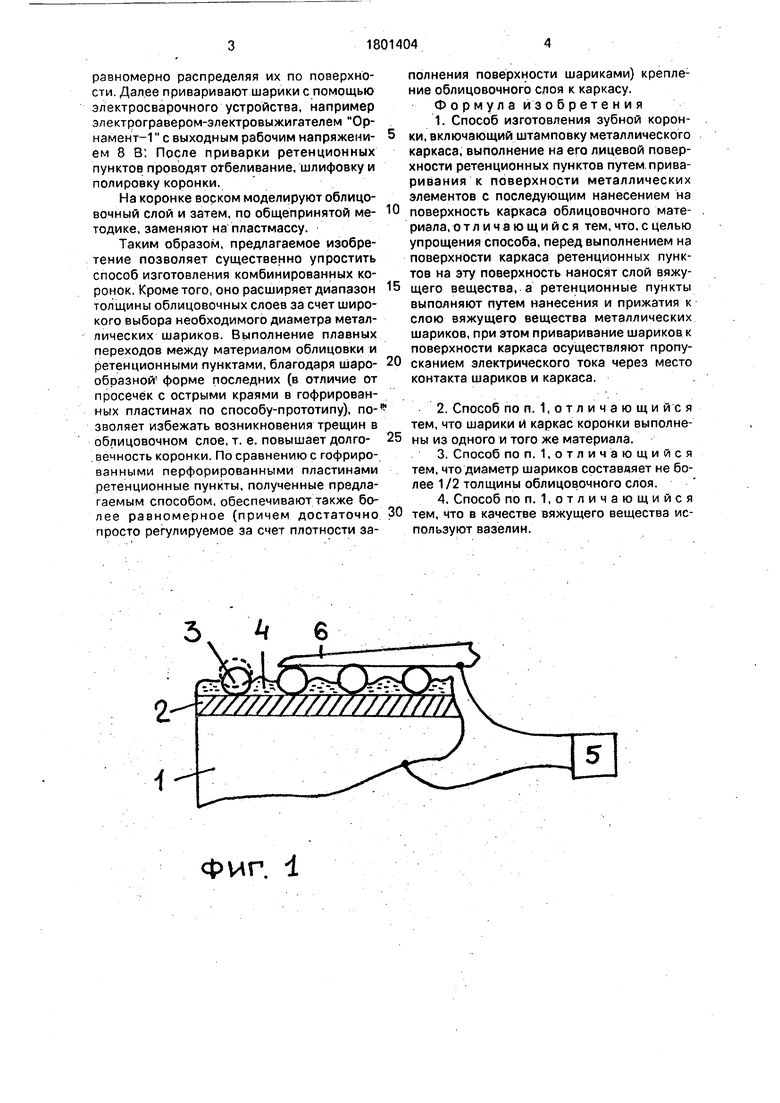
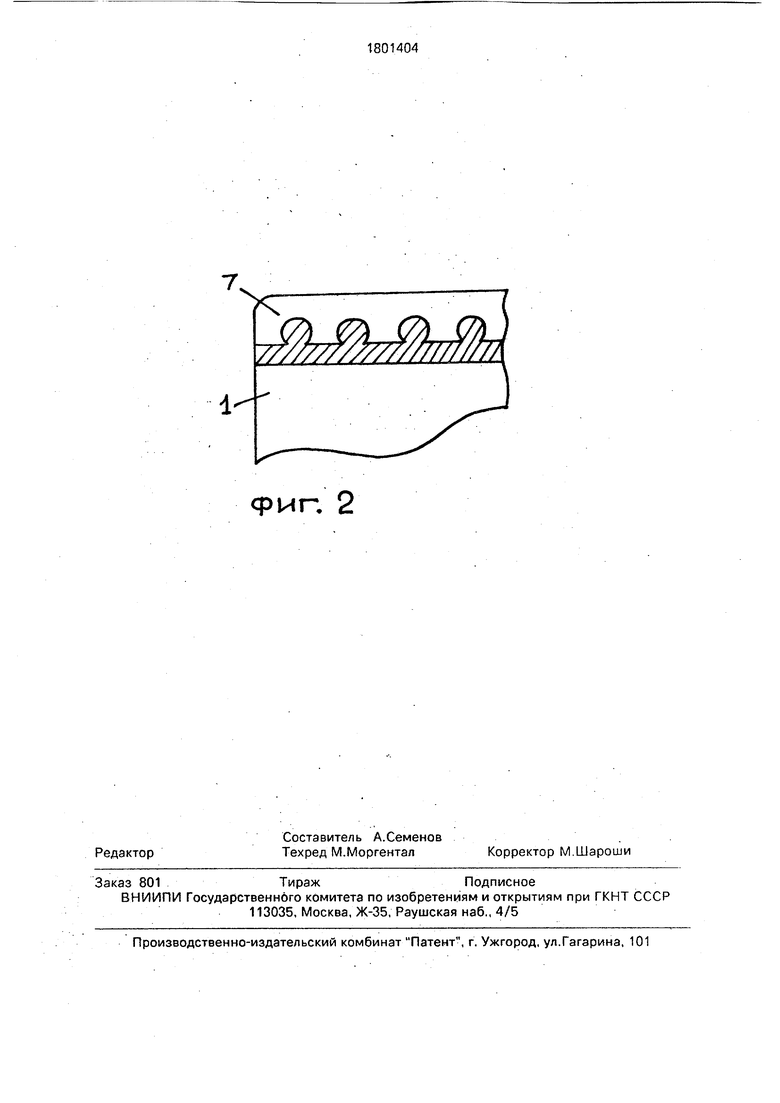
Нафиг.1 изображена комбинированная зубная коронка (фрагмент) в момент прива- ривания металлических шариков к каркасу с помощью электросварочного устройства; на фиг, 2 - фрагмент коронки с нанесенным на каркас облицовочным слоем (разрез).
Ка/ отштампованном металлическом каркасе 1 (фиг. 1) со стороны его лицевой поверхности 2 уложены металлические шарики 3,.которые удерживаются на поверхности с помощью вязкого вещества (вазелина) 4. Для приваривания шариков 3 к поверхности 2. каркаса 1 служит электросварочное устройство 5, один вывод которого соединен с каркасом коронки, а другой - с электродом 6, соприкасающимся с шариками 3. На каркас 1 (фиг. 2) нанесен косметический облицовочный слой 7.
. Способ заключается в следующем. , Штампуют по известной технологии металлический каркас коронки 1 (фиг. 1). На лицевую поверхность 2 каркаса 1 наносят
вяжущее вещество 4, например, вазелин, на которое насыпают металлические шарики (порошок) 3. Далее присоединяют один из выводов электросварочного устройства 5 к каркасу 1, а другой - к электроду б и подают на них напряжение. При нажатии электродом 6 на шарик 3 (или на несколько шариков одновременно, как показано на фиг. 1) последний, погружаясь в вяжущее вещество 4, входит в соприкосновение с поверхностью 2 каркаса 1. При этом замыкается цепь электрического тока и происходит расплавление металла в зоне контакта между шариком (шариками) и поверхностью каркаса. После приварки всех шарков вяжущее вещество удаляют и образуется поверхность с шарообразными выступами, на которую далее наносят облицовочный слой 7 (фиг, 2).
Пример, Каркас коронки штампуют по общепринятой методике из сплава 1Х18Н9Т, с целью удаления окисной пленки переднюю стенку коронки обрабатывают резиновым диском на шлифмоторе, затем наносят кисточкой слой вазелина., на который насыпают металлические шарики из того же сплава, что и каркас коронки,
СО
с
со
О
Ј
g
равномерно распределяя их по поверхности. Далее приваривают шарики с помощью электросварочного устройства, например электрогравером-электровыжигателем Орнамент- с выходным рабочим напряжени- ем 8 В: После приварки ретенционных пунктов проводят отбеливание, шлифовку и полировку коронки.
На коронке воском моделируют облицовочный слой и затем, по общепринятой ме- тодике, заменяют на пластмассу.
Таким образом, предлагаемое изобретение позволяет существенно упростить способ изготовления комбинированных коронок. Кроме того, оно расширяет диапазон толщины облицовочных слоев за счет широкого выбора необходимого диаметра металлических шариков. Выполнение плавных переходов между материалом облицовки и ретенционными пунктами, благодаря таро- образной1 форме последних (в отличие от просечек с острыми краями в гофрированных пластинах по способу-прототипу), позволяет избежать возникновения трещин в облицовочном слое, т. е. повышает долго- вечность коронки. По сравнению с гофрированными перфорированными пластинами ретенционные пункты, полученные предлагаемым способом, обеспечивают также более равномерное (причем достаточно просто регулируемое за счет плотности заполнения поверхности шариками) крепле1 ние облицовочного слоя к каркасу. Формула изобретения
1. Способ изготовления зубной коронки, включающий штамповку металлического каркаса, выполнение на его лицевой поверхности ретенционных пунктов путем прива- ривания к поверхности металлических элементов с последующим нанесением на поверхность каркаса облицовочного материала, отличающийся тем, что, с целью упрощения способа, перед выполнением на поверхности каркаса ретенционных пунктов на эту поверхность наносят слой вяжущего вещества, а ретенционные пункты выполняют путем нанесения и прижатия к слою вяжущего вещества металлических шариков, при этом приваривание шариков к поверхности каркаса осуществляют пропусканием электрического тока через место контакта шариков и каркаса.
2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что шарики и каркас коронки выполнены из одного и того же материала.
3. Способ по п. 1,отличающийся тем, что диаметр шариков составляет не более 1/2 толщины облицовочного слоя.
4. Способ поп, 1,отличающийся тем, что в качестве вяжущего вещества используют вазелин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ОБЛИЦОВОЧНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1991 |
|
RU2054902C1 |
| ЗУБНАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2054900C1 |
| ЭСТЕТИЧЕСКИЙ ЗУБНОЙ ПРОТЕЗ | 1994 |
|
RU2088170C1 |
| Зубной протез и способ его изготовления | 1988 |
|
SU1662540A1 |
| ЗУБНАЯ КОРОНКА | 1971 |
|
SU308756A1 |
| Зубная коронка | 1991 |
|
SU1811816A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО МЕТАЛЛОПЛАСТМАССОВОГО ЗУБНОГО ПРОТЕЗА | 1993 |
|
RU2071290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОСТОВИДНОГО НЕСЪЕМНОГО ЗУБНОГО ПРОТЕЗА | 2000 |
|
RU2177276C1 |
| СПОСОБ РЕСТАВРАЦИИ/РЕКОНСТРУКЦИИ ДЕФЕКТОВ КОРОНКОВОЙ ЧАСТИ ЗУБОВ С ПРИМЕНЕНИЕМ МЕТАЛЛИЧЕСКОГО СЕТОЧНО-АРМИРУЮЩЕГО КАРКАСА | 2003 |
|
RU2253402C2 |
Изобретение относится к медицине, в частности к зубопротезированию. Сущность изобретения: способ изготовления зубной коронки заключается в следующем. На штампованный металлический каркас к его лицевой поверхности приваривают ре- тенционные пункты в виде металлических шариков путем пропускания электрического тока через место контакта между шариками и каркасом. При этом материал шариков и каркаса выбирают одним и тем же, диаметр металлических шариков выбирают не более 1/2 толщины косметического облицовочного слоя коронки. 3 з.п.ф-лы, 2 ил.
Фиг. 1
Фиг. 2
| Зубная коронка | 1984 |
|
SU1237197A1 |
| кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
