1
(21)4705056/27 (22) 14.06.89 (46)07.10.91. Бюл. №37
(71)Днепропетровский металлургический институт
(72)Ю.В.Данченко, А.В.Соболенке, Н.А.Ко- ломоец, В.К.Кисиль, С.И.Ивченкови И.И.Ре- брин
(53)621.961(088.8)
(56)Авторское свидетельство СССР № 941021, кл. В 23 D 15/04, 1980.
(54) БЛОК НОЖЕЙ ДЛЯ РЕЗКИ ПРОКАТА ЦИЛИНДРИЧЕСКОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ
(57)Изобретение относится к обработке металлов давлением и может быть исспользовано, например, в заготовительном производстве машиностроительных предприятий для разделения проката цилиндрического поперечного сечения. Цель изобретения - повышение качества получаемых изделий при разделении наибольшего типоразмера проката за счет обеспечения создания симметричных условий деформации и схемы на- гружения. Режущая кромка, образованная пересечением основания паза, выполнена по параболе с вершиной, лежащей на оси симметрии паза, а радиус дуг окружностей боковых кромок выполнен большим суммы глубины паза в момент начала реза и величины смещения центра окружности от оси симметрии паза. 3 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| СПОСОБ РЕЗКИ ПЛАСТИЧНЫХ МЕТАЛЛОВ ВЫСОКОПРОЧНОЙ НИТЬЮ | 2012 |
|
RU2499663C1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| Блок ножей для резки проката | 1980 |
|
SU941021A1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО ПРОКАТА | 2007 |
|
RU2360772C1 |
| Ножи летучих ножниц для резки сортового проката | 1990 |
|
SU1794001A3 |
| Устройство для отрезки порции стекломассы | 1985 |
|
SU1368277A1 |
| Ножницы для резки углового проката | 1959 |
|
SU145431A1 |
Изобретение относится к обработке металлов давлением и может быть использовано, например, в заготовительном производстве машиностроительных предприятий для разделения проката цилиндрического поперечного сечения.
Целью изобретения является повышение качества получаемых изделий при разделении наибольшего для данных ножей типоразмера проката за счет обеспечения создания симметричных условий деформации и схемы нагружения.
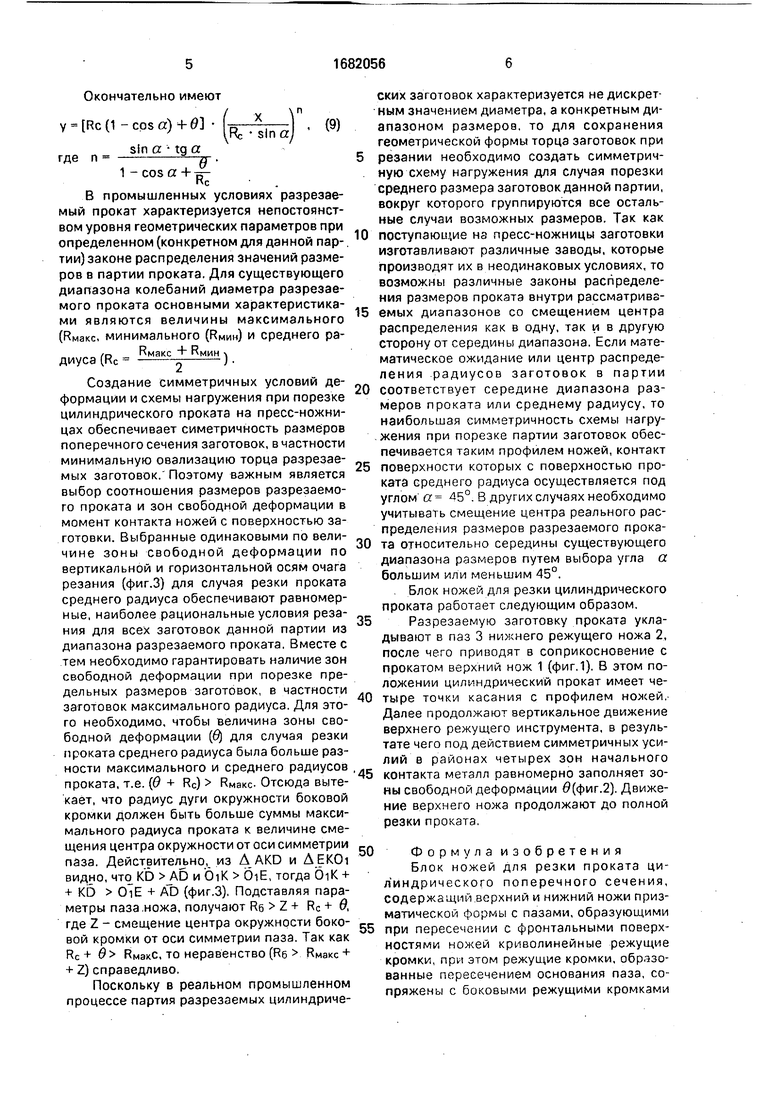
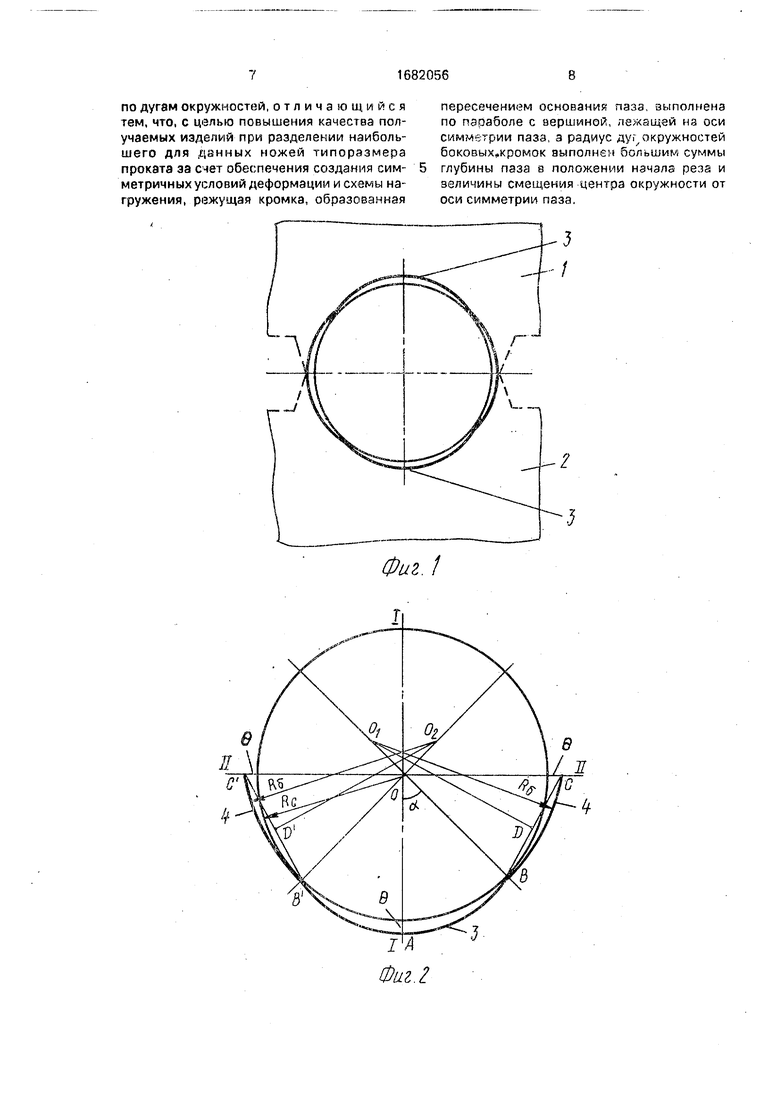
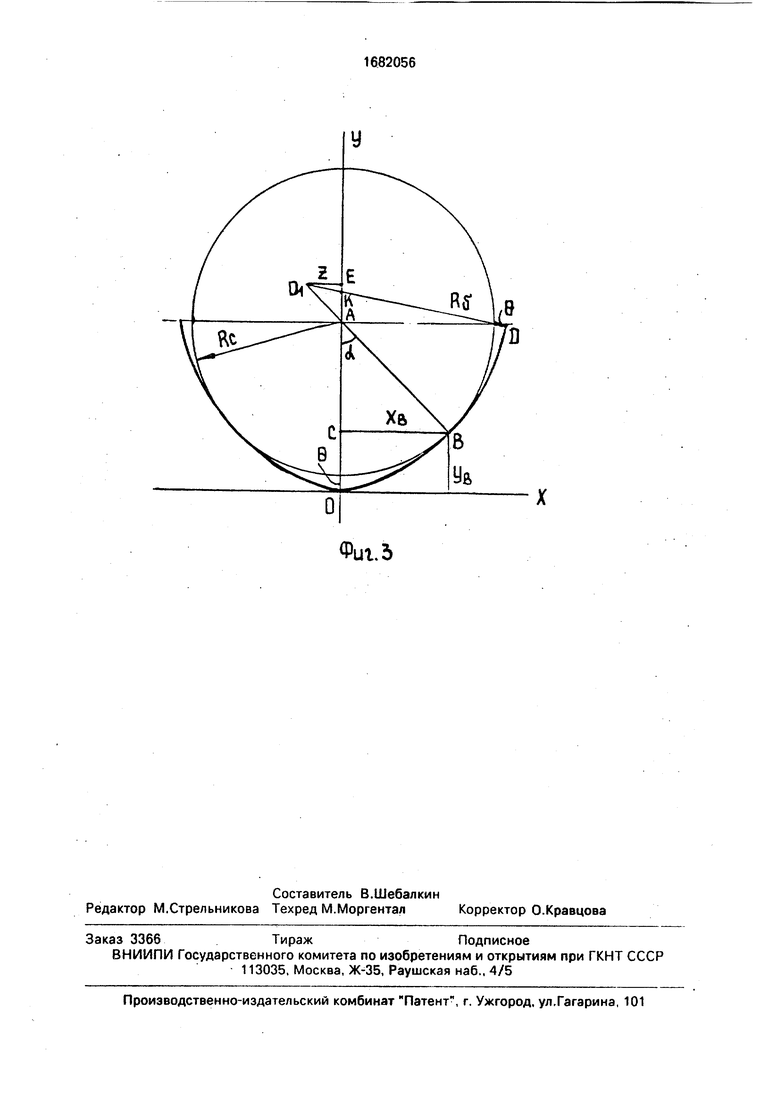
На фиг. 1 изображен блок ножей для резки проката цилиндрического поперечного сечения; на фиг.2 - схема построения профиля паза ножа; на фиг.З - расчетная схема к определению уравнения параболы, описывающей основание паза.
Блок содержит верхний 1 и нижний 2 ножи с профилированными пазами 3 (фиг.1).
Режущая кромка основания паза 3 (фиг.2) выполнена по параболе, вершина А которой находится на оси симметрии I-I паза. Координаты точек, лежащих на ветвях параболы, рассчитывают по формуле
(1-cosа)(Я- ( . (,)
sin a tg a
где п
ГУ
(1 - cos а) +
ON 00
ю о
ел о
Rc - средний радиус проката;
а - угол, ограничивающий основание паза;
в - величина зон свободной деформации при порезке.
Боковые режущие кромки 4 образованы дугами 8 С и В С1 окружностей с центрами Oi и Оа, радиус которых Пббольше
суммы максимального радиуса проката и величины смещения центра окружности от оси симметрии I-I паза.
Для построения профиля паза описывается (фиг.2) окружность среднего диаметра DC из диапазона разрезаемого проката радиусом Re Dc/2. Затем по вертикальной I-I и горизонтальной II-II осям откладывают величины зон свободной деформации в. Пол- ученная таким образом вершина А на вертикальной оси симметрии М, является вершиной параболы, описывающей основание 3 паза каждого ножа. Точки, лежащие на ветвях параболы, определяются согласно выражению (I).
Ветви параболы касаются окружности радиуса Rc и сопрягаются с боковыми кромками ножей под углом а к вертикальной оси. Центры Oi и Оа окружностей, которыми описываются боковые кромки ножей, определяются как точки пересечения прямых, проходящих через точки касания В и В1, центр симметрии О и перпендикуляров OiA и 02Д1, восстановленных из середины соответствующих отрезков ВС и в с, проведенных через точки касания В, В1 и границы зон свободной деформации точки С, С , на горизонтальной оси 11-11,
Способ заключается в создании такого профиля паза ножей, который обеспечивает симметричность условий деформации и схемы нагружения в процессе реза. Симметричность условий деформации и схемы нагружения обеспечивается созданием одинаковых по величине зон свободной деформации (расстояние от поверхности проката до поверхности ножей; на фиг.2 - это расстояние обозначено 0) по вертикальной и горизонтальной осям очага ломки-резки в момент начального контакта разрезаемого проката с профилированными ножами. Такой профиль ножа может быть образован двумя дугами окружностей, симметричных относительно вертикальной оси ножа. Центры указанных окружностей смещены относительно вертикальной оси симметрии ножа, а радиус - больше радиуса разрезаемого проката при условии касания проката поверхности ножа. Однако в этом случае основание паза образовано двумя несопрягающимися дугами окружностей, что в процессе реза при вертикальном относительном перемещении ножей приводит к нарушению правильности формы (некругло- сти) торца разрезаемого проката. Поэтому целесообразно изменить вид кривой, опи- сываюа1ей профиль основания паза, причем указанная кривая должна быть отличной от дуги, образованной радиусом, и при этом
плавной кривой по всей ширине основания паза. Этим условиям удовлетворяет парабола с вершиной, лежащей на вертикальной оси симметрии паза. Парабола, описывающая основание паза, сопрягается с боковой режущей кромкой ножа, выполненной по дуге окружности. Такое выполнение профиля основания паза обеспечивает гладкую кривую по всей длине режущей кромки
ножа при одновременном выполнении условия равномерности зон свободной деформации (их одинаковых величин).
Для построения и последующего изготовления ножа предлагаемого профиля необходимо получить уравнение, которое описывает параболу-основание паза ножа. Запишем уравнение параболы в общем виде
у а-хп.(2)
Задача сводится к определению параметров а и п уравнения (2). Рассмотрим расчетную схему, приведенную на фиг.З, с учетом заданных величин Rc, 0, а. Из Л ABC имеем
ОС ув (Rc + 0) - Rc cos a; ВС хв
Rc sin а.
Подставляют координаты точки В сопряжения параболы с окружностью боковой режущей кромки в формулу (2)
Rc + 0-Rc -cosa a (Rc slna). (3) Из геометрического смысла производной tg a у (В) получают для точки В
tg а - п а xn 1 или
tg а п а (Rc sin а)п 1.(4)
Разделяют почленно уравнения (3) и (4)
RcQ-COSg) +в Rc sing
п
tga Откуда Rc sin a tg a
sin a tg a
Rc(1-cosa)+ i-wa+gКс
(5)
.(6)
Подставляя уравнение (6) в уравнение 50 (3), получают
Rc (1 - cos а) + в a (Rc sin а) х sin а tg а
ff
(1 -cos а + -D- vHC
(7)
Rc (1 - cos d) + в
(о „ sin a-tga (Rc sin ft) (1 CQS g) (8)
Окончательно имеют (1 -cosa) + 0
Rc sin a
(9)
где n
sin a tg a
1 - cos a +
IT Rc
В промышленных условиях разрезаемый прокат характеризуется непостоянством уровня геометрических параметров при определенном (конкретном для данной партии) законе распределения значений размеров в партии проката. Для существующего диапазона колебаний диаметра разрезаемого проката основными характеристиками являются величины максимального (Рмакс, минимального (Рмин) и среднего раRMBKC + Нмин
диуса(Rc
).
Создание симметричных условий деформации и схемы нагружения при порезке цилиндрического проката на пресс-ножницах обеспечивает симетричность размеров поперечного сечения заготовок, в частности минимальную овализацию торца разрезаемых заготовок. Поэтому важным является выбор соотношения размеров разрезаемого проката и зон свободной деформации в момент контакта ножей с поверхностью заготовки. Выбранные одинаковыми по величине зоны свободной деформации по вертикальной и горизонтальной осям очага резания (фиг.З) для случая резки проката среднего радиуса обеспечивают равномерные, наиболее рациональные условия резания для всех заготовок данной партии из диапазона разрезаемого проката. Вместе с тем необходимо гарантировать наличие зон свободной деформации при порезке предельных размеров заготовок, в частности заготовок максимального радиуса. Для этого необходимо, чтобы величина зоны свободной деформации (0) для случая резки проката среднего радиуса была больше разности максимального и среднего радиусов проката, т.е. (в + Rc) Рмакс. Отсюда вытекает, что радиус дуги окружности боковой кромки должен быть больше суммы максимального радиуса проката к величине смещения центра окружности от оси симметрии паза. Действительно, из A AKD и AEKOi видно, что KD AD и OiK 61Е, тогда ОтК + + KD OiE + AD (фиг.З). Подставляя параметры паза,ножа, получают Re Z + Rc + О, где Z - смещение центра окружности боковой кромки от оси симметрии паза. Так как Rc + 0 ВмакС, то неравенство(Рб RMSKC + + Z) справедливо.
Поскольку в реальном промышленном процессе партия разрезаемых цилиндрических заготовок характеризуется не дискретным значением диаметра, а конкретным диапазоном размеров, то для сохранения геометрической формы торца заготовок при
5 резании необходимо создать симметричную схему нагружения для случая порезки среднего размера заготовок данной партии, вокруг которого группируются все остальные случаи возможных размеров. Так как
0 поступающие на пресс-ножницы заготовки изготавливают различные заводы, которые производят их в неодинаковых условиях, то возможны различные законы распределения размеров проката внутри рассматривз5 емых диапазонов со смещением центра распределения как в одну, так и в другую сторону от середины диапазона. Если математическое ожидание или центр распределения радиусов заготовок в партии
0 соответствует середине диапазона размеров проката или среднему радиусу, то наибольшая симметричность схемы нагружения при порезке партии заготовок обеспечивается таким профилем ножей, контакт
5 поверхности которых с поверхностью проката среднего радиуса осуществляется под углом а 45°. В других случаях необходимо учитывать смещение центра реального распределения размеров разрезаемого прока0 та относительно середины существующего диапазона размеров путем выбора угла а большим или меньшим 45°.
Блок ножей для резки цилиндрического проката работает следующим образом.
5Разрезаемую заготовку проката укладывают в паз 3 нижнего режущего ножа 2, после чего приводят в соприкосновение с прокатом верхний нож 1 (фиг.1). В этом положении цилиндрический прокат имеет че0 тыре точки касания с профилем ножей. Далее продолжают вертикальное движение верхнего режущего инструмента, в результате чего под действием симметричных усилий в районах четырех зон начального 5 контакта металл равномерно заполняет зоны свободной деформации 9(фиг.2). Движение верхнего ножа продолжают до полной резки проката,
0Формула изобретения
Блок ножей для резки проката цилиндрического поперечного сечения, содержащий верхний и нижний ножи призматической формы с пазами, образующими
5 при пересечении с фронтальными поверхностями ножей криволинейные режущие кромки, при этом режущие кромки, образованные пересечением основания паза, сопряжены с боковыми режущими кромками
по дугам окружностей, отличающийся тем, что, с целью повышения качества получаемых изделий при разделении наибольшего для данных ножей типоразмера проката за счет обеспечения создания симметричных условий деформации и схемы на- гружения, режущая кромка, образованная
в
пересечением основания паза, выполнена по параболе с вершиной, лежащей на оси симметрии паза, а радиус дуг окружностей боковых.кромок выполнен большим суммы глубины паза в положении начала реза и величины смещения центра окружности от оси симметрии паза.
Фиг. /
J
Фиг.1
Фиг. 5
В
