Изобретение относится к области строительства и может быть использовано в качестве силового элемента конструкций арок, туннелей, шахтных колодцев и т.п., в том числе и некруглой формы поперечного сечения.
Целью изобретения является повышение прочности и надежности.
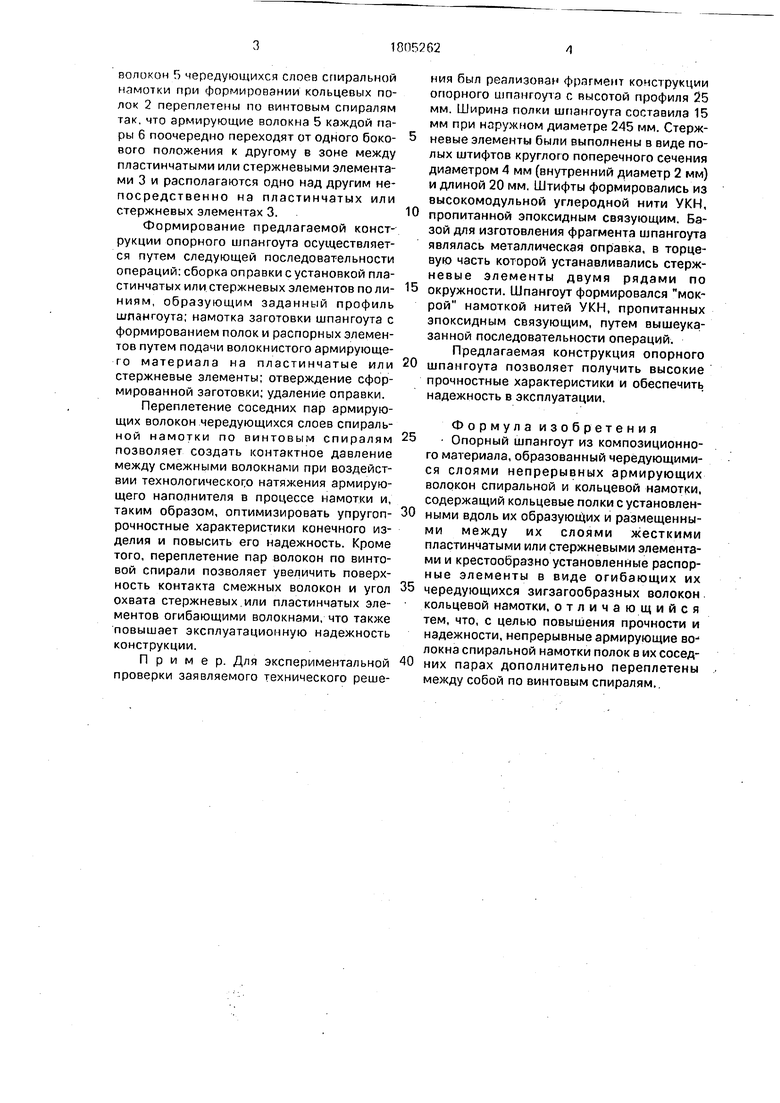
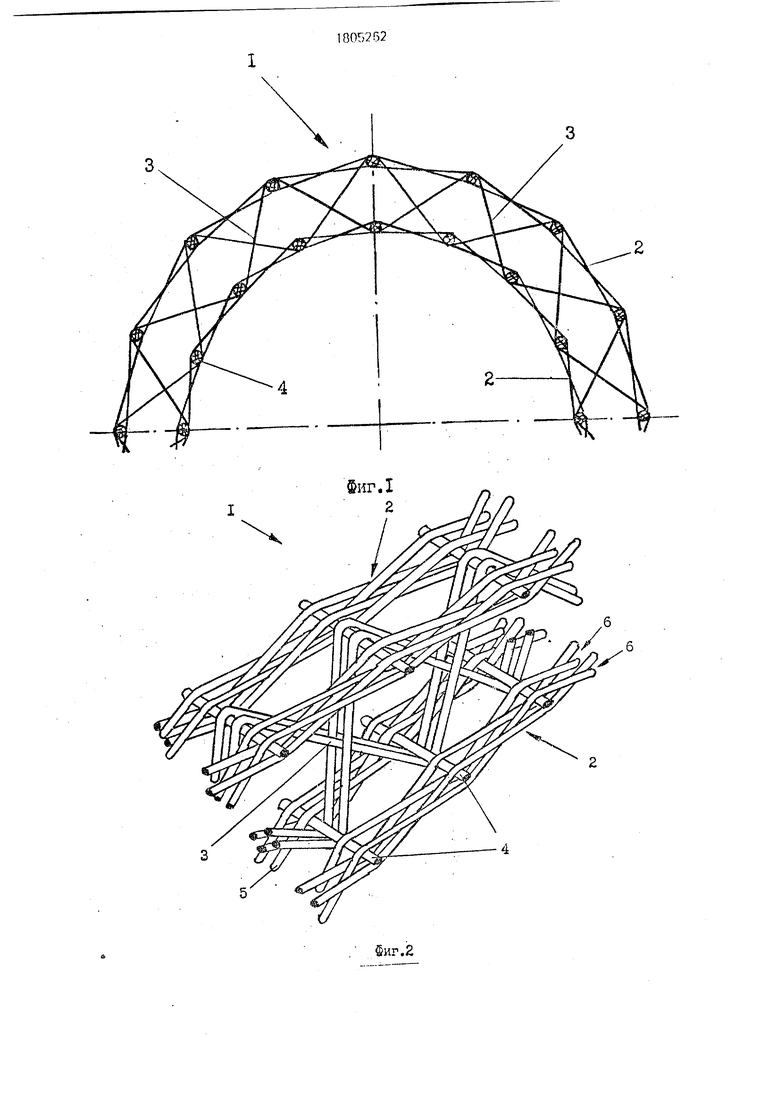
На фиг. 1 изображен кольцевой шпангоут; на фиг. 2 - фрагмент шпангоута на фиг. 1; на фиг. 3 - переплетения армирующих волокон со стержневыми элементами.
Опорный шпангоут 1 (фиг.1) состоит из чередующихся слоев непрерывных армирующих волокон спиральной и кольцевой намотки, формирующих кольцевые полки 2 с размещенными между их слоями жесткими
пластинчатыми или стержневыми элементами 3 и распорные элементы 4. Непрерывные армирующие волокна 5 (фиг.2, 3) образуют кольцевые полки 2 и распорные элементы 4 посредством переплетения со стержневыми или пластинчатыми элементами 5. Армирующие волокна 5 поочередно располагаются с одной и с другой стороны пластинчатых или стержневых элементов 3, огибая их так, что смежные волокна, формирующие полки 2, находятся с противоположных сторон пластинчатых или стержневых элементов 3 одного ряда, а смежные волокна, формирующие крестообразные распорные элементы 4, находятся с противоположных сторон пластинчатых или стержневых элементов 3 смежных рядов, При этом пары 6 соседних
00
ю о
ю
волокон Г) чередующихся слоев спиральной намотки при формировании кольцевых полок 2 переплетены по винтовым спиралям так, что армирующие волокна 5 каждой пары б поочередно переходят от одного бокового положения к другому в зоне между пластинчатыми или стержневыми элементами 3 и располагаются одно над другим не- посредственно на пластинчатых или стержневых элементах 3.
Формирование предлагаемой конструкции опорного шпангоута осуществляется путем следующей последовательности операций:сборка оправки с установкой пластинчатых или стержневых элементов по линиям, образующим заданный профиль шпангоута; намотка заготовки шпангоута с формированием полок и распорных элементов путем подачи волокнистого армирующе- го материала на пластинчатые или стержневые элементы; отверждение сформированной заготовки; удаление оправки.
Переплетение соседних пар армирующих волокон чередующихся слоев спиральной намотки по винтовым спиралям позволяет создать контактное давление между смежными волокнами при воздействии технологического натяжения армирующего наполнителя в процессе намотки и, таким образом, оптимизировать упругоп- рочностные характеристики конечного изделия и повысить его надежность. Кроме того, переплетение пар волокон по винтовой спирали позволяет увеличить поверхность контакта смежных волокон и угол охвата стержневых.или пластинчатых элементов огибающими волокнами, что также повышает эксплуатационную надежность конструкции.
Пример. Для экспериментальной проверки заявляемого технического решей
ния был реализован фрагмент конструкции опорного шпангоута с высотой профиля 25 мм. Ширина полки шпангоута составила 15 мм при наружном диаметре 245 мм. Стерж5 невые элементы были выполнены в виде полых штифтов круглого поперечного сечения диаметром 4 мм (внутренний диаметр 2 мм) и длиной 20 мм. Штифты формировались из высокомодульной углеродной нити УКН,
10 пропитанной эпоксидным связующим. Базой для изготовления фрагмента шпангоута являлась металлическая оправка, в торцевую часть которой устанавливались стержневые элементы двумя рядами по
15 окружности. Шпангоут формировался мокрой намоткой нитей УКН, пропитанных эпоксидным связующим, путем вышеуказанной последовательности операций. Предлагаемая конструкция опорного
20 шпангоута позволяет получить высокие прочностные характеристики и обеспечить надежность в эксплуатации.
Формула изобретения 25 . Опорный шпангоут из композиционного материала, образованный чередующимися слоями непрерывных армирующих волокон спиральной и кольцевой намотки, содержащий кольцевые полки с установлен- 30 ными вдоль их образующих и размещенными между их слоями жесткими пластинчатыми или стержневыми элементами и крестообразно установленные распор- ные элементы в виде огибающих их 35 чередующихся зигзагообразных волокон кольцевой намотки, отличающийся тем, что, с целью повышения прочности и надежности, непрерывные армирующие во локна спиральной намотки полок в их сосед40
них парах дополнительно переплетены между собой по винтовым спиралям..
| название | год | авторы | номер документа |
|---|---|---|---|
| Опорный шпангоут из композиционного материала | 1990 |
|
SU1767126A2 |
| Опорный шпангоут из композиционного материала | 1990 |
|
SU1719758A2 |
| Опорный шпангоут из композиционного материала | 1989 |
|
SU1620761A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ СТЕНОВОЙ БЛОК | 1991 |
|
RU2020217C1 |
| Опорный шпангоут из композиционного материала | 1985 |
|
SU1318760A1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2338950C1 |
| ОПОРНЫЙ ШПАНГОУТ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2169306C2 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| Торовый опорный шпангоут | 1979 |
|
SU870634A1 |
| Опорный шпангоут из композиционного материала | 1989 |
|
SU1645722A2 |
Использование: в качестве силового элемента конструкций, в том числе и некруглой формы поперечного сечения, для повы- шения их прочности и надежности. Сущность: опорный шпангоут состоит из чередующихся слоев непрерывных армирующих волокон, образующих кольцевые полки с установленными между их слоями жесткими пластинчатыми или стержневыми элементами и распорные элементы. Армирующие волокна поочередно располагаются с одной и с другой стороны пластинчатых или стержневых элементов. При этом пары соседних волокон чередующихся слоев при формировании кольцевых полок переплетены по винтовым спиралям так, что поочередно переходят от одного бокового положения к другому в зоне между пластинчатыми или стержневыми элементами и рас- пол.агаются одно над другим непосредственно на пластинчатых или стержневых элементах. 3 ил.
| Опорный шпангоут из композиционного материала | 1989 |
|
SU1620761A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
