(54) ТОРОВЫЙ ОПОРНЫЙ ШПАНГОУТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| Торовый опорный шпангоут | 1979 |
|
SU870633A1 |
| Торовый опорный шпангоут из композиционного материала | 1982 |
|
SU1081309A1 |
| ТОРОВЫЙ ШПАНГОУТ | 2017 |
|
RU2657719C1 |
| Пустотелый кольцевой шпангоут из композиционных волокнистых материалов | 1985 |
|
SU1285129A1 |
| Опорный шпангоут из композиционного материала | 1985 |
|
SU1318760A1 |
| Составной брус-шпангоут | 1990 |
|
SU1791580A1 |
| Опорный шпангоут из композиционного материала | 1991 |
|
SU1761898A2 |
| Опорный шпангоут из композиционного материала | 1990 |
|
SU1728425A1 |
| Опорный шпангоут | 1987 |
|
SU1555586A1 |
1
Изобретение относится к строительной технике и к отрасли промышленности, связанной с изготовлением деталей и узлов из композиционных материалов. Такие детали как шпангоут в настоящее время применяются в качестве элементов силового набора для изделий строительной техники, например, для подкреплений шахтных колодцев, секций силосных башен, цилиндрических контейнеров и т. п.
Известны опорные шпангоуты из металла, имеюшие в сечении различную конфигу- Q рацию и устанавливаемые в тонких оболочках с целью повышения их жесткости 1.
Известны также шпангоуты из композиционных материалов, имеюшие различное поперечное сечение и изготавливаемые чаше всего ручной выкладкой препрега с пос- 15 ледуюшим прессованием в пресс-формах 2.
Подобные шпангоуты (также как и металлические) имеют низкий коэффициент использования материала, расходуемого на их изготовление, и высокую стоимость технологического процесса.
Для каждого их типоразмера требуется применение уникального прессового оборудования, промышленное освоение которого длительное и дорогостоящее.
Наиболее близким к изобретению является торовый опорный шпангоут прямоугольного или квадратного поперечного сечения, выполненный из композиционного материала и образованный чередуюш,имися слоями непрерывных армирующих волокон спиральной и кольцевой намотки 3.
Однако такой шпангоут имеет недостаточную удельную прочность и жесткость.
Цель изобретения - повышение удельной прочности, жесткости и снижение стоимости изготовления.
Достигается это тем, что торовый опорный шпангоут прямоугольного или квадратного поперечного сечения, выполненный из композиционного материала и образованный чередующимися слоями непрерывных армирующих волокон спиральной и кольцевой намотки, выполнен с оправкой-каркасом из парных кольцевых швеллеров, соединенных между собой торцами полок или наружными поверхностями стенок.
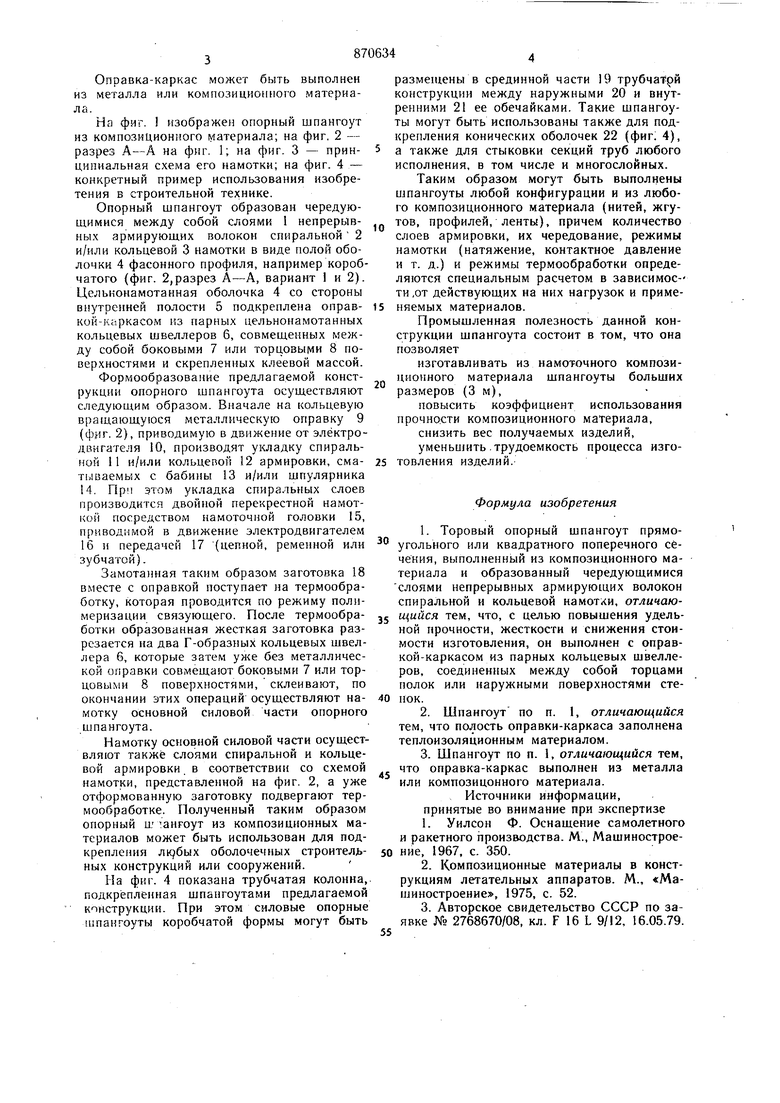
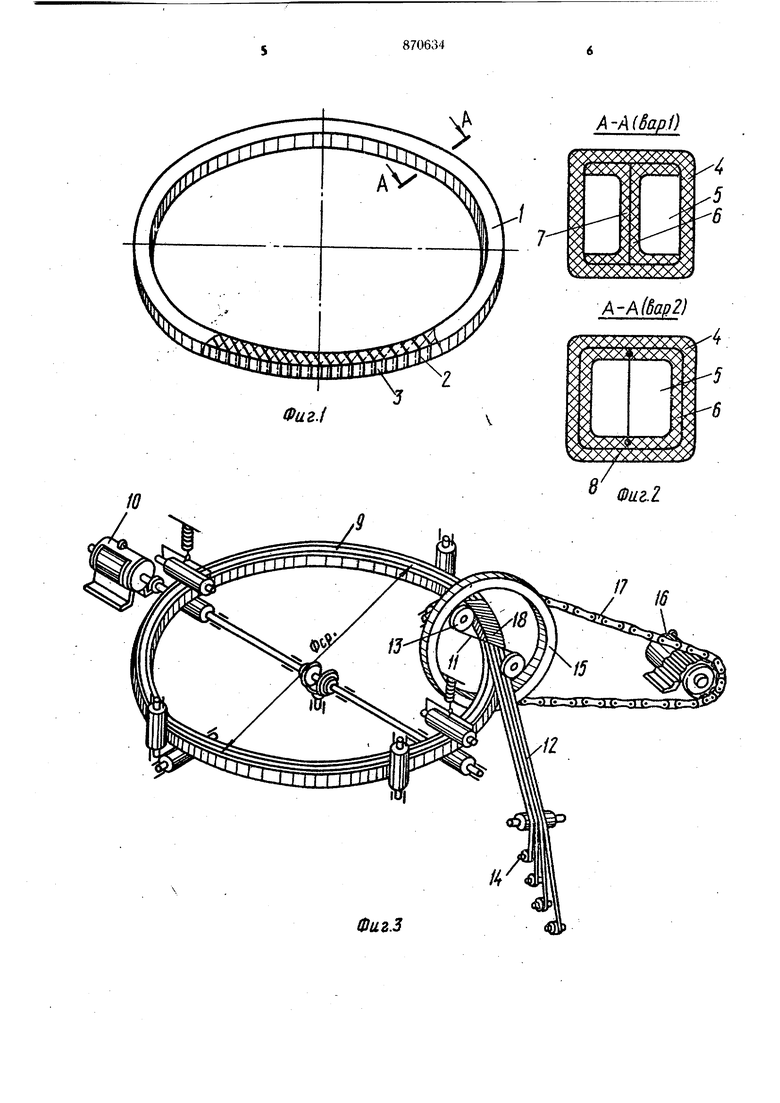
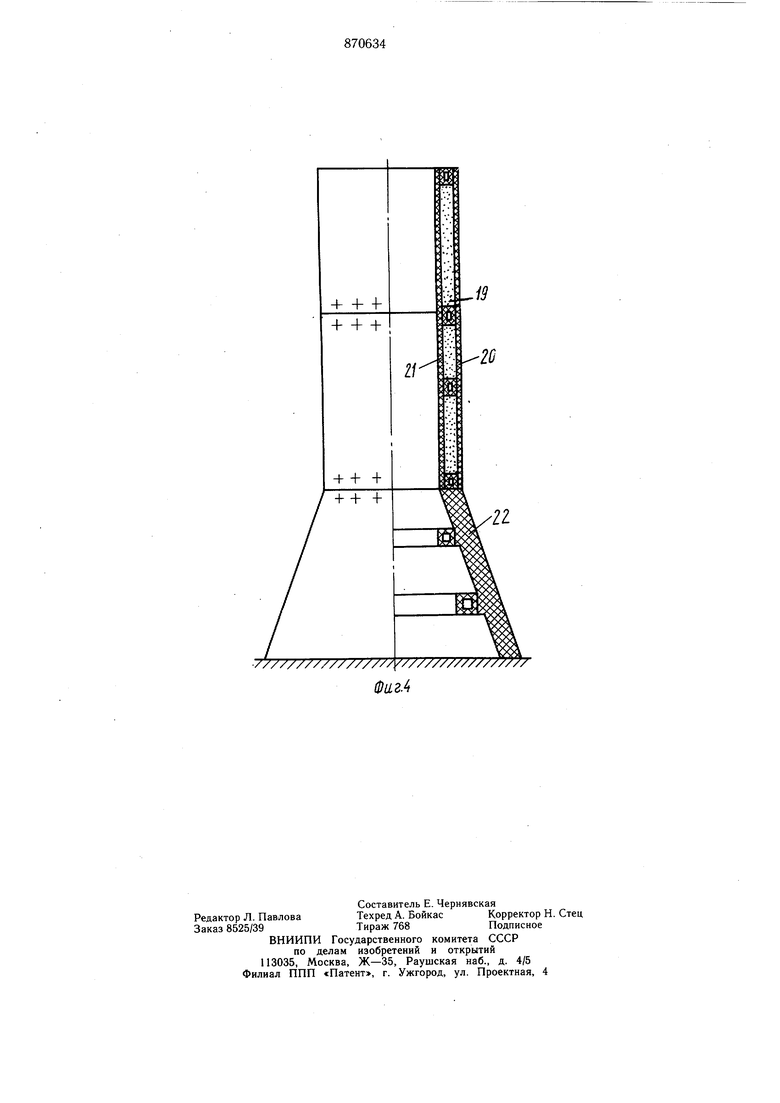
Кроме того, полость оправки-каркаса может быть заполнена теплоизоляцонным материалом. Оправка-каркас может быть выполнен из металла или композиционного материала. На фиг. изображен опорный шпангоут из композкционного материала; на фиг. 2 - разрез А-А на фиг. 1; на фнг. 3 - принциниальная схема его намотки; на фиг. 4 - конкретный пример использования изобретения в строительной технике. Опорный шпангоут образован чередуюШ.ИМИСЯ между собой слоями 1 непрерывных армирующих волокон спиральной 2 и/или кольцевой 3 намотки в виде полой оболочки 4 фасонного профиля, например коробчатого {фиг. 2,разрез А-А, вариант 1 и 2). Целыюнамотанная оболочка 4 со стороны внутренней полости 5 подкреплена оправкой-каркасом из парных цельнонамотанных ко.пьцевых швеллеров 6, совмещенных между собой боковыми 7 или торцовыми 8 поверхностями и скрепленных клеевой массой. Формообразование предлагаемой конструкции опорного шпангоута осуществляют следующим образом. Вначале на кольцевую вращающуюся металлическую оправку 9 (фиг. 2), приводимую в движение от электродвигателя 10, производят укладку спиральной 11 и/или кольцевой 12 армировки, сматываемых с бабины 13 и/или шпулярника 14. При этом укладка спиральных слоев производится двойной перекрестной намоткой посредством намоточной головки 15, приводимой в движение электродвигателем 16 и передачей 17 (цепной, ременной или зубчатой). Замотанная таким образом заготовка 18 вместе с оправкой поступает на термообработку, которая проводится по режиму полимеризации связующего. После термообработки образованная жесткая заготовка разрезается на два Г-образных кольцевых швеллера 6, которые затем уже без металлической оправки совмещают боковыми 7 или торцовыми 8 поверхностями, склеивают, по окончании этих операций осуществляют намотку основной силовой части опорного шпангоута. Намотку основной силовой части осуществляют также слоями спиральной и кольцевой армировки в соответствии со схемой намотки, представленной на фиг. 2, а уже отформованную заготовку подвергают термообработке. Полученный таким образом опорный шангоут из композиционных материалов может быть использован для подкрепления оболочечных строительных конструкций или сооружений. На фиг. 4 показана трубчатая колонна, подкр(гпленная шпангоутами предлагаемой конструкции. При этом силовые опорные шпангоуты коробчатой формы могут быть разменхены в срединной части 19 трубчатрй конструкции между наружными 20 и внутренними 21 ее обечайками. Такие шпангоуты могут быть использованы также для подкрепления конических оболочек 22 (фиг; 4), а также для стыковки секций труб любого исполнения, в том числе и многослойных. Таким образом могут быть выполнены шпангоуты любой конфигурации и из любого композиционного материала (нитей, жгутов, профилей, ленты), причем количество слоев армировки, их чередование, режимы намотки (натяжение, контактное давление и т. д.) и режимы термообработки определяются специальным расчетом в зависимое-ти,от действующих на них нагрузок и применяемых материалов. Промышленная полезность данной конструкции шпангоута состоит в том, что она позволяет изготавливать из намоточного композиционного материала шпангоуты больших размеров (3м), повысить коэффициент использования прочности композиционного материала, снизить вес получаемых изделий, уменьшить .трудоемкость процесса изготовления изделий. Формула изобретения 1. Торовый опорный шпангоут прямоугольного или квадратного поперечного сечения, выполненный из композиционного материала и образованный чередующимися слоями непрерывных армирующих волокон спиральной и кольцевой намотки, отличающийся тем, что, с целью повышения удельной прочности, жесткости и снижения стоимости изготовления, он выполнен с оправкой-каркасом из парных кольцевых швеллеров, соединенных между собой торцами полок или наружными поверхностями стенок. 2.Шпангоут по п. 1, отличающийся тем, что полость оправки-каркаса заполнена теплоизоляционным материалом. 3.Шпангоут по п. 1, отличающийся тем, что оправка-каркас выполнен из металла или композицонного материала. Источники информации, принятые во внимание при экспертизе 1.Уилсон Ф. Оснащение самолетного и ракетного производства. М., Машиностроение, 1967, с. 350. 2.Композиционные материалы в конструкциям летательных аппаратов. М., «Машиностроение, 1975, с. 52. 3.Авторское свидетельство СССР по заявке № 2768670/08, кл. F 16 L 9/12, 16.05.79. Фиг.З А -А (eapl)
+ + + + + +
.i3
2G
11
11
