Изобретение относится к металлургической, горной, нефтехимической и другим отраслям промышленности, где производят эксплуатацию трубных коллекторов и трубопроводов и периодическую замену оборудования, пришедшего в негодность в результате его эксплуатации.
Целью изобретения является сокращение сроков монтажных работ и снижение затрат, связанных с подгонкой оборудования.
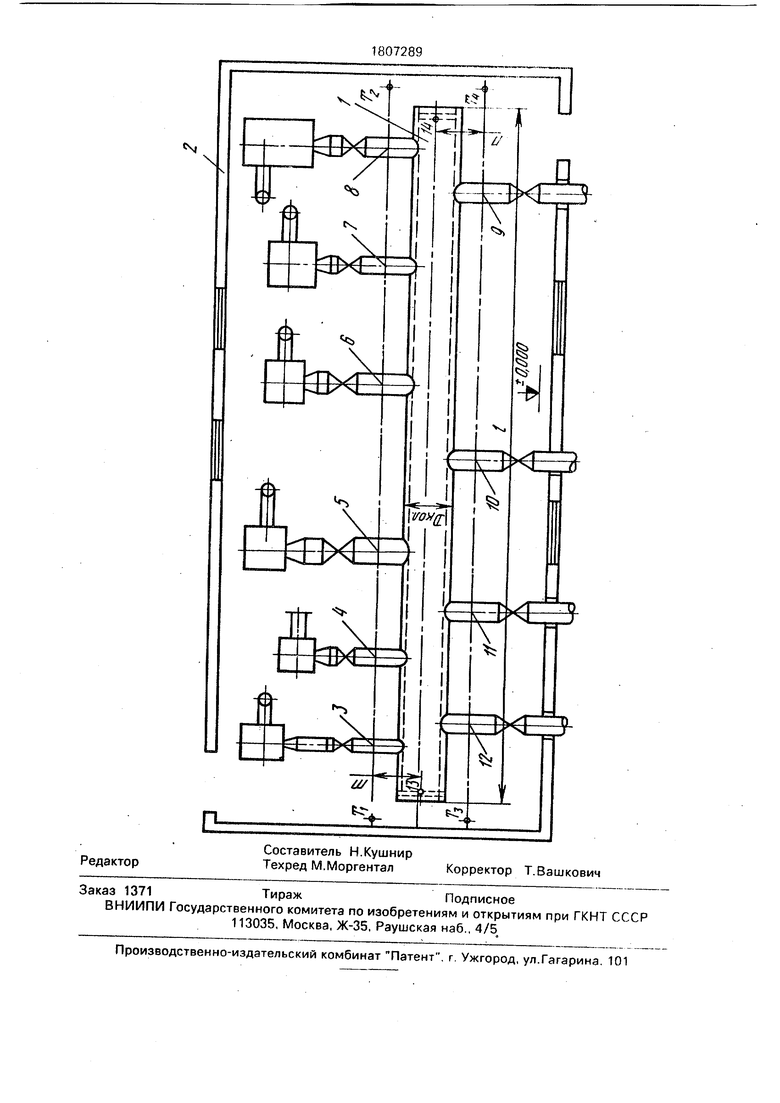
На чертеже представлено пояснение к предлагаемому способу.
Коллектор 1 длиной L и диаметром D расположен в помещении 2,. К коллектору подходят всасывающие патрубки 3-8 и отходят нагнетательные патрубки 9- 12. В результате эксплуатации и коррозионного износа коллектора потребовалась его замена. Для этого на расстоянии от оси коллектора устанавливают теодолит и репер в точке Ti и репер в точке Та на другом конце коллектора. При этом теодолитом отмечают
линию Ti - Тг, строго параллельную оси коллектора (при этом точка Та также находится на расстоянии m от оси коллектора). Затем теодолитом, установленным в точке Ti по линии Ti - Та, наносят на видимой из теодолита стороне всасывающих патрубков метки будущих перерезов этих патрубков (на половине периметра патрубков). После этого теодолит переносят в точку Та и наносят на оставшейся ранее невидимой из теодолита стороне всасывающих патрубков окончательные метки будущих перерезов всасывающих патрубков (вторая половина периметра патрубков).
Аналогичные действия производят при нанесении линий Перерезов на нагнетательных патрубкахг для чего теодолит и репер устанавливают в точке Тз,.в точке Т$ устанавливают репер, затем отбивают по теодолиту линию Тз - ТА и наносят на нагнетательных патрубках.метки будущих перерезов на расстоянии п от оси коллектора. Затем при помощинивелира определяют
1Л
ifю
00
ю
действительные высотные отметки в точках 13-14, где 13 и 14 - высотные отметки на самом коллекторе. С помощью раздвижной линейки определяют точные размеры между осями всех патрубков в осях разрезов Ti - Та и Тз - Т4.
По полученным данным выполняют эскиз подлежащего замене коллектора со всеми патрубками и по эскизу на объекте или в условиях ремонтно-механических мастерских изготавливают новый коллектор,
. Заготовку выставляют согласно высотных отметок 13 - 14. На заготовке рулеткой отмечают оси патрубков 3-12 и вырезают отверстия в коллекторе с учетом найденных ранее горизонтальных отметок. Заготавливают патрубки длиной, равной расстоянию от поверхности коллектора до линий отреза и Тз-Т/1 с припуском 20 мм..
Производят предварительную сборку патрубков согласно эскизных размеров и отметок, выполняя электросварочную прихватку. Перед конечной электросваркой проверяют линейные размеры и высотные отметки и выполняют окончательную приварку патрубков.
Для обеспечения точной подгонки нового коллектора производят операции с помощью теодолита, нивелира и раздвижной линейки аналогично тем, которые производили при разметке подлежащего замене коллектора. При этом обрезают лишние длины патрубков, которые были предусмотрены в виде припуска при изготовлении нового коллектора с патрубками (20 мм припуски).
П р и м е р. В автоклавном отделении технологического комплекса вышел со строя коллектор, включающий центральную трубу диаметром 1200 и длиной 16м, 10 всасывающих патрубков и 8 нагнетательных патрубков, Для замены коллектора производят определение точного пространственного его положения. Для этого на расстоянии 5„м от торцовых поверхностей коллектора устанавливают 2 репера, затем при помощи теодолита, который устанавливают последовательно в точках размещения реперов, отбивают линию будущих отрезов патрубков, параллельную оси коллектора, и наносят линии отрезов патрубков. При этом расстояние линии отреза всасывающих патрубков от оси коллектора составило 800 мм, а для нагнетательных патрубков 1200 мм. Затем при помощи нивелира определяют высотные отметки центральной трубы коллектора и всех патрубков., которые составили соответственно:
для центрального коллектора: О,О и 12мм;
для всасывающих патрубков: +2 мм, +3 мм, +4,5-мм, +6 мм, -5 мм, -4,6 мм. +3,8 мм, +6,1 мм, -5,2 мм и +2,6 мм:
для нагнетательных патрубков: -И мм,
+7,0 мм, -5,5 мм, +3.5 мм, +2.5 мм, +6,0 мм, +3 мм, 0,0 мм.
При помощи раздвижной линейки заме- рили расстояние между патрубками, которое составило
для всасывающих патрубков: от торца до первого патрубка 800 мм и далее между последующими патрубками соответственно 1520 мм, 1620 мм, 1640 мм, 1590 мм, 1560 мм, 1570 мм, 1640 мм, 1610 мм, 1600 мм;
для нагнетательных патрубков: от торца до первого патрубка 900 мм и далее между последующими патрубками 2010 мм, 2020 мм, 2200 мм, 1980 мм, 1960 мм, 2030 мм, 2050 мм.
По найденным размерам выполняется эскиз и изготовляется в ремонтно-мехэни- ческом цехе новый коллектор. При этом цех продолжает все время работу. После изготовления нового коллектора была произведена остановка цеха на 8 ч,.в течение которого был демонтирован старый коллектор и смонтирован новый, Таким образом время проведения ремонта было сокращено с 48 до 8 ч, т.е. на 40 ч..
Предложенный способ имеет по сравнению с базовым объектом (прототипом) следующие преимущества: снижается трудоемкость проведения работ по замене коллекторов и трубопроводов; уменьшаются затраты при проведении ремонтных работ, обусловленные тем, что резко снижаются простои цеха.
Формула изобретения Способ замены трубных коллекторов и
трубопроводов, включающий демонтаж пришедшего в негодность оборудования, изготовление новых трубных коллекторов и трубопроводов в условиях центральных заводских мастерских или заготовительного
завода, отличаю щи и с я тем, что, с целью снижения трудоемкости и затрат на проведение монтажных работ и сокращения сроков его производства, производят нивелирование и теодолитную съемку подлежащего демонтажу оборудования, по полученным данным определяют точное пространственное положение этого оборудования путем разметки по двум координатным осям и изготавливают новые трубные
коллектора и трубопроводы, после чего производят резку трубопроводов коллектора в местах разметки и демонтаж старого оборудования, а затем производят монтаж нового оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения кривизны стенок ствола | 1984 |
|
SU1234607A1 |
| Способ разметки деталей приварного насыщения на поверхности в помещении судна | 1990 |
|
SU1795282A1 |
| СПОСОБ МОНИТОРИНГА АВТОМОБИЛЬНОЙ ДОРОГИ | 2002 |
|
RU2226673C2 |
| Способ разметки теоретических линий набора и контурных линий секций корпуса судна | 1983 |
|
SU1123929A1 |
| Способ "горячей выверки" положения оси вращающейся печи | 2017 |
|
RU2665024C1 |
| Способ сборки оптико-механического блока космического аппарата | 2015 |
|
RU2610919C1 |
| СПОСОБ ПРОИЗВОДСТВА КООРДИНАТНЫХ ИСПОЛНИТЕЛЬНЫХ СЪЕМОК | 2004 |
|
RU2267745C1 |
| СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ ТРУБОПРОВОДОВ НАДЗЕМНОЙ ПРОКЛАДКИ В УСЛОВИЯХ ВЕЧНОЙ МЕРЗЛОТЫ | 2014 |
|
RU2582428C2 |
| ФИЛЬТР РУКАВНЫЙ ДЛЯ ТРЕХСТУПЕНЧАТОЙ ОЧИСТКИ ВОЗДУХА ОТ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2006 |
|
RU2336930C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ПОДЗЕМНЫХ ГОРНЫХ ВЫРАБОТОК | 2017 |
|
RU2662468C1 |
Сущность изобретения: демонтируют пришедшее в негодность оборудование. Изготавливают новые трубные коллекторы и трубопроводы в условиях центральных заводских мастерских или заготовительного завода. Производят нивелированием теодолитную съемку подлежащего, демонтажу оборудования.. По полученным данным определяют точное пространственное положение этого оборудования путем разметки по двум координатным осям и изготавливают новые трубные коллекторы и трубопроводы. После этого производят резку трубопроводов коллектора в местах разметки и демонтаж. Затем монтируют новое оборудование. 1 ил.
| Этус А.Е | |||
| Монтаж отопительных котельных | |||
| М.: Стройиздат, 1989, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
