Изобретение относится к автоматизированному оборудованию для нанесения клея капельным способом и может быть использовано в различных отраслях промышленности.
Цель изобретения заключается в уменьшении расхода клея, улучшении равномерности его распределения по поверхности изделия и в снижении трудоемкости ремон- тно-профилактического обслуживания.
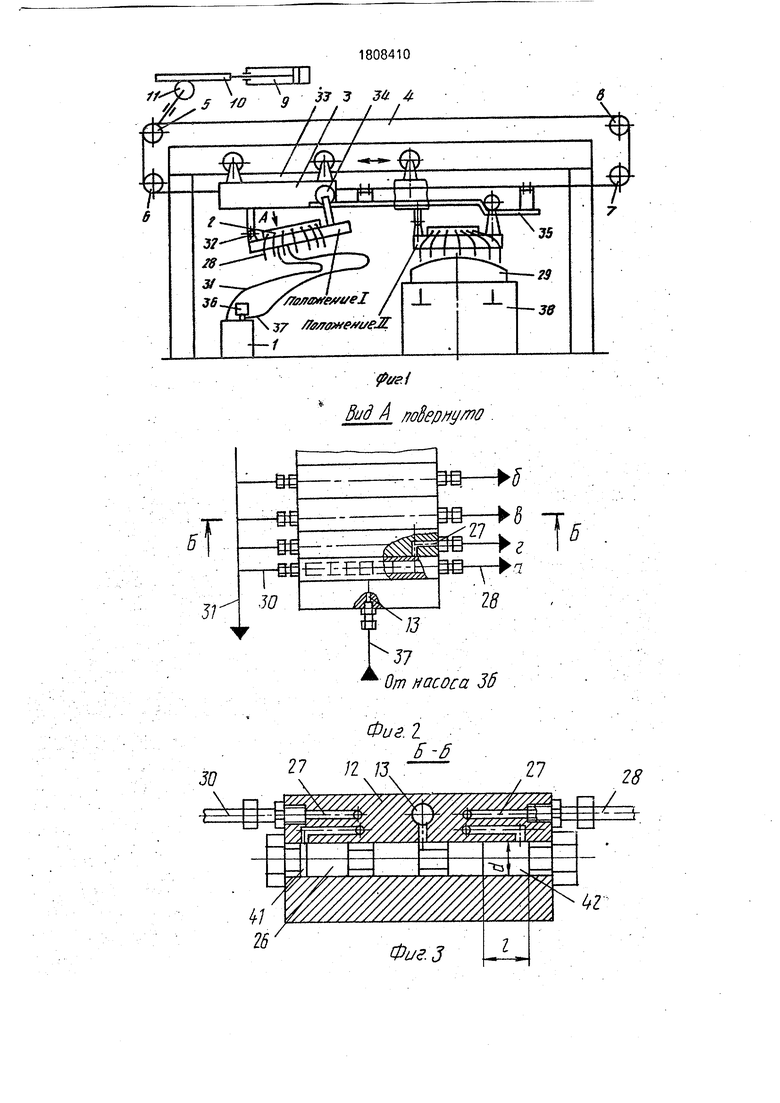
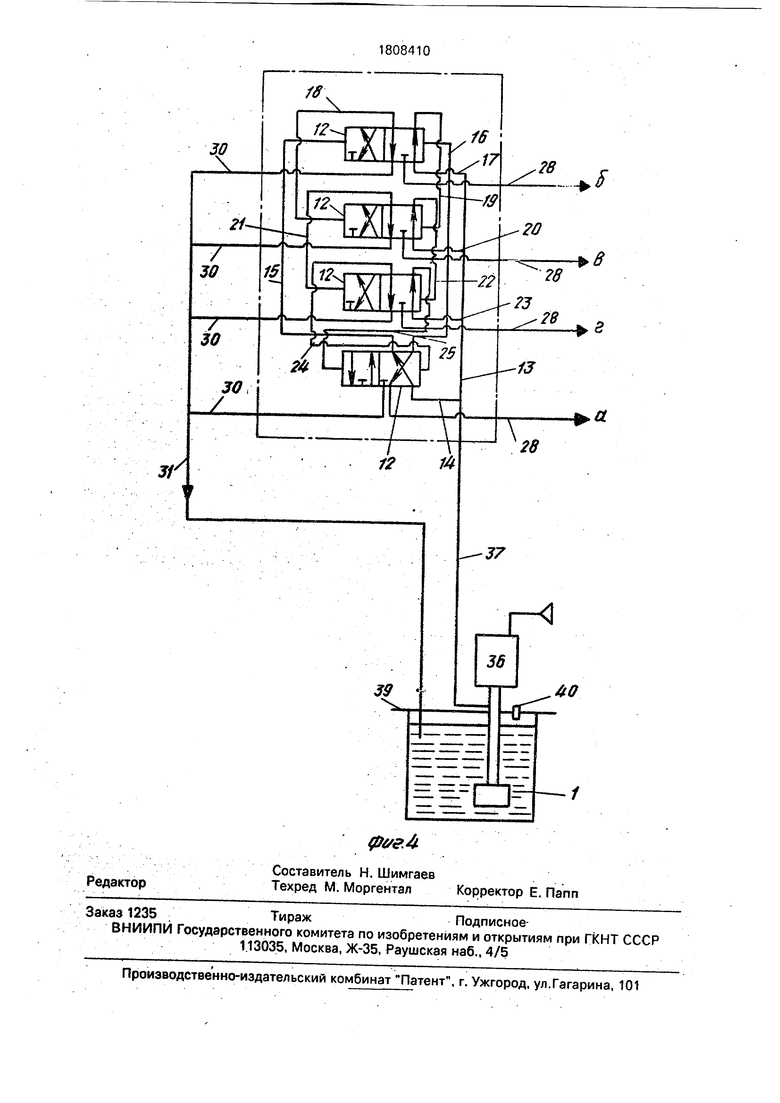
На фиг. 1 схематично показан общий вид установки; на фиг.2 - вид А на фиг. 1; на фиг.З - разрез Б-Б на фиг.2; на фиг,4 - принципиальная гидравлическая схема фрагмента блока питателей, состоящего из 4 гидрораспределителей.
Установка содержит контейнер 1 для клея, средство для распределения клея, выполненное в виде блока 2 питателей и установленное на приводной каретке 3, которая соединена посредством гибкого тягового
органа, например, цепи 4, огибающей звездочки 5, 6, 7 и 8, с приводом, выполненным в виде силового цилиндра 9, шток-рейка 10 которого находится в зацеплении с шестерней 11. Питатели блока 2 выполнены каж- дый в виде двухпозиционных плунжерных реверсивных гидрораспределителей 12, последовательно соединенных между собой и с каналом 13 блока 2 посредством каналов 14...25 с возможностью поочередной дозированной выдачи клея. Каждый гидрораспределитель 12 выполнен с двумя расположенными с противоположных концов его плунжера 26 выпускными отверстиями 27, которые соединены с выпускными трубоп- роводами 28 для подачи клея к точкам его нанесения на поверхность обрабатываемого изделия 29. При числе выпускных отверстий 28, большем числа точек нанесения клея на изделия, не соединенные с этими точками отверстия 28 снабжены гибкими дренажными трубопроводами 30 и 31, соединяющими их с неподвижно установленным контейнером 1 для клея. Каретка 3 с блоком питателей 2 установлена с возмож- ностью возвратно-поступательного движения относительно обрабатываемого изделия 29.
Блок 2 питателей одним концом шар- нирно соединен посредством оси 32 с уста- новленной на ездовой балке 33 кареткой 3 с возможностью ограниченного поворота в вертикальной плоскости, а на другом конце блок 2 снабжен опорным роликом 34, взаимодействующим с неподвижно закреплен- ным к ездовой балке 33 направляющим копиром 35.
Установка снабжена средством подачи клея в блок 2 питателей, выполненным в виде нагнетательного насоса 36, установ- ленного в контейнере 1 для клея и соединенного посредством гибкого трубопровода 37 с подающим каналом 13 блока 2 питателей.
Для перемещения изделия 29 установка снабжена транспортным устройством, на- пример, шаговым конвейером 38. Контейнер 1 герметично закрыт крышкой 39, которая снабжена воздушным патрубком 40 для соединения с атмосферой. В каждом питателе между торцами плунжера 26 и не обозначенными на фиг.З заглушками имеются полости 41 и 42.
Установка работает следующим образом.
Перед началом каждого цикла работы установки каретка 3 с блоком 2 питателей находится в смещенном относительно конвейера 38 положении (левом согласно фиг.1). При поступлении изделия 29 на позицию нанесения клея включается рабочий
ход штока-рзйки 10 силового цилиндра 9, и движение через шестерню 11 и звездочку 5 сообщается тяговой цепи 4, которая перемещает каретку 3 в сторону конвейера 38, при этом правый конец блока 2 питателей находится в отклонненном кверху полож е- нии и не задевает за поверхность находящегося на позиции нанесении клея изделия 29. В конце хода каретки 2 ролик 34 блока 2 питателей переходит по копиру 35 в нижнее положение, а блок питателей соответственно поворачивается в рабочее положение II (фиг.1). Включается насос 36, и клей начинает поступать по трубопроводу 37 в блок 2 питателей.
Как показано на фиг.4, в начале каждого цикла подачи клея он подается насосом 36 по трубопроводу 37 в подводящий канал 13 блока 2 питателей, затем по каналу 14, через нижний по схеме питатель, по каналу 15 - в верхний по схеме питатель. При этом подвижный элемент (плунжер 26) верхнего питателя перемещается в положение, при котором канал 17 блока питателей соединяется с каналом 18, канал 19 - с выпускным трубопроводом 28 верхнего по схеме питателя (положение проходов в левой и правой полостях верхнего по схеме питателя при этом соответствует показанному на схеме положению проходов нижнего питателя), а клей из верхнего питателя поступает по каналу 16, через нижний по схеме питатель и по его выпускному трубоп роводу 28 - в точку а изделия. Затем клей по каналам 13 и 17, через верхний по схеме питатель и по каналу 18 подводится к второму сверху по схеме питателю, в результате перемещения подвижного элемента (плунжера 26) которого, клей из него подается по каналу 19, через верхний по схеме питатель и его выпускной трубопровод 28 - в точку б изделия, а канал 20 соединяется с каналом 21 и канал 22 - с выпускным трубопроводом 28 второго сверху по схеме питателя. Далее аналогичным образом клей поступает по каналам 13 и 20, через второй сверху питатель и канал 21 - к третьему сверху питателю, подвижный элемент которого подает клей по каналу 22, через второй сверху питатель и его выпускной трубопровод 28 - в точку в изделия, при этом ка«ал 23 через третий сверху питатель соединяется с каналом 24 и канал 25 - с выпускным трубопроводом 28 этого питателя. Клей по каналам 13 и 23 поступает через третий сверху питатель и канал 24 к нижнему по схеме питателю, подвижный элемент которого подает клей по каналу 25, через третий сверху питатель и его выпускной трубопровод 28 - в точку г изделия. При этом в нижнем питателе канал 15 соединяется с дренажным трубопроводом 30 и канал 14 - с каналом 16. Затем клей подается из канала 13 по каналу 14, через нижний по схеме питатель и канал 16 - к верхнему по схеме питателю, подвижный элемент которого подает клей по каналу 15, через нижний по схеме питатель и дренажные трубопроводы 30 и 31 -в контейнер 1, канал 17 соединяется через верхний питатель с каналом 19 и канал 18 - с дренажным трубопроводом 30. Аналогичным образом последовательно происходит подача клея из остальных питателей по дренажным трубопроводам 30 и 31 в контейнер 1, после чего цикл работы блока питателей завершается.
После окончания подачи клея из блока питателей во все точки обрабатываемого изделия 29 (согласно данному описанию - в точки а, б, в и г) по сигналу, например, реле времени (не показано) включается ход вправо штока-рейки 10 силового цилиндра 9, и каретка 3 с блоком питателей 2 перемещается влево согласно фиг.1, при этом в начале хода каретки, в результате перемещения ролика 34 по копиру 35, правый конец блока 2 поворачивается в верхнее положение и при движении каретки влево не задевает за поверхность изделия 29. При этом подача клея из полостей 4.1 питателей, не соединенных с точками нанесения клея, в контейнер 1 может происходить как при неподвижном правом положении каретки 3, так и во время движения каретки влево. Включение насоса 36 после окончания цикла работы блока питателей происходит, например, по сигналу реле времена. В том случае, когда все полости (41 и 42) блока питателей соединены с точками нанесения клея, выключение насоса 36 должно происходить до начала хода влево каретки 3.
Следующий цикл работы установки про-. исходит после подачи очередного изделия 29 конвейером 38 на позицию нанесения клея.
Ф о р м у л а и з о б р е т е н и я
1. Установка для нанесения клея капельным способом, содержащая контейнер для клея, устройство для транспортирования
обрабатываемых изделий и средства для подачи и распределения клея, отличающаяся тем, что, с целью уменьшения расхода клея, улучшения равномерности его распределения по поверхности изделия и
снижения трудоемкости ремонтно-ппофи- лактического обслуживания, средство для распределения клея выполнено в виде блока питателей, последовательно соединенных между собой с возможностью поочередной дозированной выдачи клея, и установлено с возможностью возвратно-поступательного движения относительно обрабатываемого изделия на приводной каретке, причем каждый питатель выполнен
в виде двухпозиционного плунжерного реверсивного гидрораспределителя, снабженного с противоположных концов плунжера выпускными отверстиями, которые соединены с выпускными трубопроводами для подачи клея к точкам его нанесения, контейнер для клея установлен неподвижно, а средство для подачи клея в блок питателей выполнено в Риде соединенного с контейнером для клея и с блоком
питателей нагнетательного насоса.
2. Установка по п. 1, о т л и ч а ю щ а я с я тем, что при числе выпускных отверстий, большем числа точек нанео;,;ич клея на изделия, не соединенные с точками нанесе- ния клея выпускные отверстия ьлока питателей соединены посредством гибких дренажных трубопроводов с контейнером для клея.
3. Установка по п.1, о т л и ч а ю щ а я с я тем, что, с целью расширения возможностей ее применения, блок питателей одним концом шарнирно соединен с кареткой, а на другом конце снабжен опорным роликом, взаимодействующим с неподвижно уста- новленным направляющим копиром.
/
LI
/
V V
ГТ Јl li u
l
0Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2391553C2 |
| КЛАПАННАЯ СИСТЕМА АВАРИЙНОГО ОТКЛЮЧЕНИЯ | 2006 |
|
RU2319054C2 |
| МАЛОГАБАРИТНАЯ СМЕСИТЕЛЬНО-ЗАРЯДНАЯ МАШИНА ДЛЯ ПОДЗЕМНЫХ ГОРНЫХ РАБОТ | 2015 |
|
RU2668894C2 |
| ГИДРОПНЕВМАТИЧЕСКАЯ СТАНЦИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ И ОПРЕССОВКИ ПРОТИВОВЫБРОСОВОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2720429C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ ТОПЛИВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2383772C1 |
| Устройство нанесения клея | 1988 |
|
SU1610657A1 |
| СМЕСИТЕЛЬНОЕ УСТРОЙСТВО | 1990 |
|
RU2093256C1 |
| ПОГРУЖНОЙ СКВАЖИННЫЙ ДИАФРАГМЕННЫЙ НАСОСНЫЙ АГРЕГАТ ДЛЯ ДОБЫЧИ НЕФТИ | 2009 |
|
RU2382903C1 |
| СПОСОБ СМАЗКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЯ И ТРУБ И СИСТЕМА СМАЗКИ | 2011 |
|
RU2492949C2 |
| ГИДРОПНЕВМАТИЧЕСКАЯ ДВУХНАСОСНАЯ СТАНЦИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ И ОПРЕССОВКИ ПРОТИВОВЫБРОСОВОГО ОБОРУДОВАНИЯ | 2019 |
|
RU2718549C1 |
Использование: при автоматизированном нанесении клея капельным способом для уменьшения расхода клея, улучшения его распределения и снижения трудоемкости ремонтно-профилакти- ческого обслуживания. Сущность: средство для распределения клея выполнено в виде блока питателей, последовательно соединенных между собой с возможностью поочередной дозированной выдачи клея, и установлено с возможностью возвратно-поступательного движения относительно об2 рабатываемого изделия на приводной каретке. Каждый питатель выполнен в виде двухпозиционного плунжерного реверсивного гидрораспределителя, снабженного с противоположных концов плунжера выпускными отверстиями. Отверстия соединены с выпускными трубопроводами для подачи клея к точкам его нанесения. Контейнер для клея установлен неподвижно, а средство для подачи клея в блок питателей выполнено в виде соединенного с контейнером для клея и с блоком питателей нагнетательного насоса, При числе выпускных отверстий, большем числа точек нанесения клея на изделия, не соединенные с точками нанесения клея выпускные отверстия блока питателей соединены посредством гибких дренажных трубопроводов с контейнером для клея. Блок питателей одним концом шарнирно соединен с кареткой, а на другом конце снабжен опорным роликом, взаимодействующим с неподвижно установленным направляющим копиром, 2 з.п. ф-лы, 4 ил. СО С 00 о со о
йшЯнйдцои у gng
pfftf
Редактор
Составитель Н, Шимгаев
Техред М. МоргенталКорректор Е. Папп
йир4
| Устройство для нанесения вязкой жидкости на поверхность изделий | 1976 |
|
SU579033A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для нанесения клея капельным способом | 1978 |
|
SU694224A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
