Изобретение относится к неразрушающему контролю материалов и изделий и может быть использовано в металлургической промышленности для контроля геометрических параметров поперечного сечения ме- таллических труб.
Целью изобретения является повышение точности контроля.
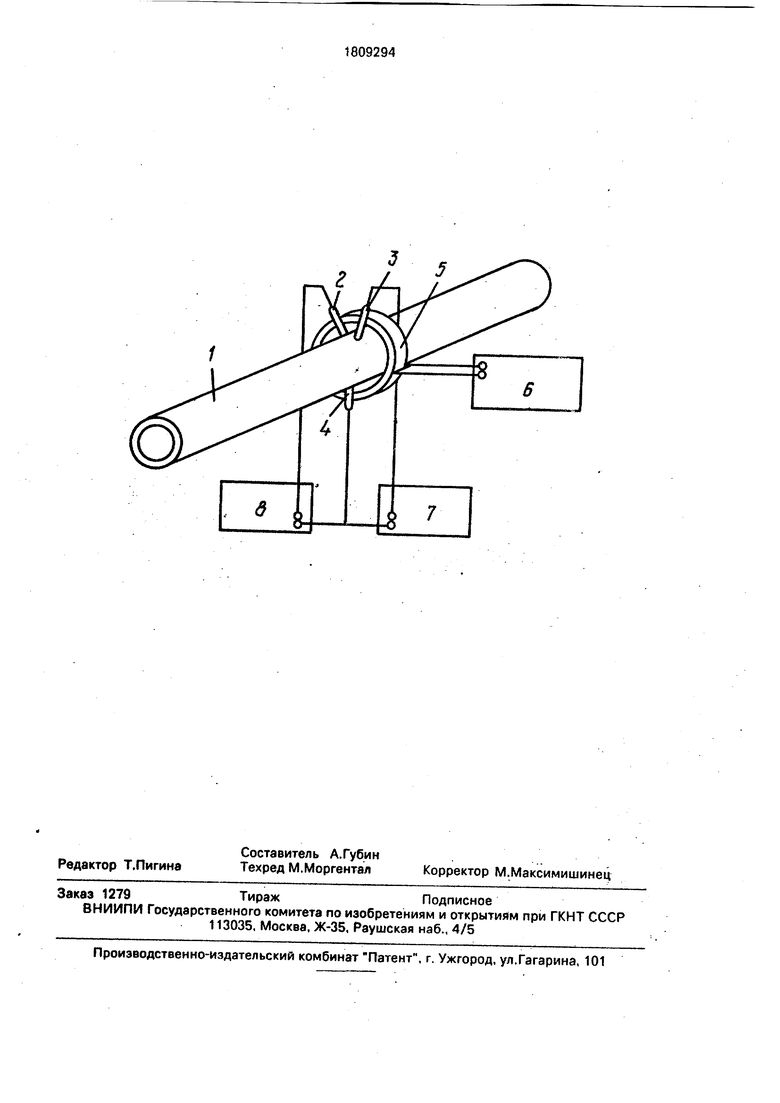
На чертеже представлена схема реализации способа: 1 - контролируемая труба; 2, 3 и 4 - токовые электроды; 5 - проходной индукционный преобразователь; 6 - измерительное устройство; 7 и 8 - независимые генераторы переменного тока.
С помощью генератора 8 и пары электродов 2 и 4 через трубу пропускают ток I, a с помощью генератора 7 и пары электродов
3 и 4 пропускают ток 12. Точки контакта электродов с поверхностью трубы делят длину периметра на три участка, при этом для первого участка периметра между электродами
4 и 2 электрическое сопротивление - RI, для второго участка между электродами 2 и 3
сопротивление - R2 и для третьего участка между электродами 4 и 3 сопротивление - Яз. Очевидно сумма Ri+R2+Ra постоянна при любом расположении токовых электродов 2, 3 и 4 вдоль периметра. Ток от генератора 8 И, делится на два, вводим обозначения -1ц и Ii2, для генератора 7, который задает ток 12 - соответственно lai и tea.. Используем законы Киргофа для замкнутых цепей и получаем следующие уравнения:
+ 112 + 122
In R2 +R3
cn
С
00
о o
ro о
112
121
122
R3
R3
RI +R3
Для отражения влияния геометрии рас- положения электродов и характеристик инАукционного преобразователя 5 вводим коэффициенты Ki, К2, Кз, постоянных для данного индукционного преобразователя и взаимного расположения электродов, которое сохраняется при вращении трубы. Учитывая взаимный сдвиг фаз токов и направление магнитного потока через поперечное сечение индукционного преобразователя 5, записываем выражение для напряжения U на выходе индукционного преобразователя 5:
U - Ki I
+ К2 I
R
Ri + R2 + R3 Rz
R1 + R2 + R3
Ra
v . i . /1 .
Кз (1 Ri+R2+R3 )
И(К1+к2+Кз)- т|тж-кз}.
Из этого выражения следует, что при постоянной амплитуде переменных токов I и неизменности характеристик констант Ki, Кг. Кз индукционного преобразователя (сумма RI+ Ra+ Rs постоянна, так как соответствует пол+юй длине периметра) выходное напряжение U зависит только от Ra и, следовательно, от толщины стенки на участке между электродами 2 и 3 (обратно пропорциональная зависимость).
Для осуществления контроля предлагаемым способом на контролируемом участке трубы 1 вдоль периметра располагают токовые электроды 2, 3, 4 так, что точки контактов электродов 2 и 3 с поверхностью трубы находятся на равном расстоянии от общего электрода 4. Рядом с токовыми электродами 2, 3 и 4 размещают проходной индукционный преобразователь 5, выход которого подключают к измерительному устройству 6. Генератор переменного тока 7 подключают к токовым электродам 3 и 4, по которым пропускают переменный ток, а генератор 8 подключают к токовым электродам 2 и 4, по которым пропускают переменный ток равный амплитуды, но сдвинутый по фазе относительно тока, задаваемого генератором 7
на 180 градусов. С помощью измерительного устройства 6 измеряют напряжение на выходе индукционного преобразователя 5. Затем трубу поворачивают вокруг оси на
угол 10 градусов и снова проводят измерения. Эти операции повторяют до полного поворота трубы вокруг своей оси. Полученные замеры амплитуды напряжения на выходе индукционного преобразователя 5
анализируют с помощью графика зависимости разности измеряемой толщины стенки относительно номинальной от напряжения на выходе индукционного преобразователя. Выбирают .максимальное и минимальное
значения, по этим значениям определяют максимальное отклонение толщины стенки от номинального значения в положительную и отрицательную сторону. Разнотол- щинность измеряемой толщины стенки
трубы соответствует максимальному отклонению.
Для сравнения провели измерения раз- нотолщинности одной трубы данным способом и контактным методом с помощью
рычажного микрометра МР02020 с точностью ±0,002 мм. В результате погрешность измерения предлагаемым способом составила 2,2%, а контактным методом - 6,6%, точность контроля возросла в три раза.
Формула изобретения
Способ контроля поперечной разнотол- щинности металлической трубы, заключающийся в том, что на поверхности трубы размещают два токовых электрода и проходной индукционный преобразователь, изменяя точки контакта электродов с трубой по ее периметру, измеряют напряжение при
каждом положении трубы, по которому судят о ее разнотолщинности, отличаю- щ и и с я тем, что, с целью повышения точности контроля, каждый из токовых электродов подключают к независимому генератору тока, устанавливают расстояние между электродами меньше половины периметра трубы, на поверхности трубы размещают третий токовый электрод, подключают его к общей точке генераторов тока и пропускают
по трубе токи с равными амплитудами и разностью фаз 180°.
Изобретение относится к неразрушающему контролю и может быть использовано в металлургическом производстве для контроля геометрических параметров поперечного сечения металлических труб. С целью повышения информативности разность потенциалов, связанную с поперечной разно- толщинностью, измеряют на выходе индуктивного проходного преобразователя при перемещении токовых электродов по поверхности трубы. 1 ил.
| Приборы для неразрушающего контроля материалов и изделий/Справочник под ред.В | |||
| В.Клюева Машиностроение, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Способ контроля поперечной разнотолщинности металлической трубы | 1987 |
|
SU1768940A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
