Изобретение относится к техническим средствам обучения обращению с инструментом, а именно к тренажерам для обучения приемам и навыкам ведения ручной дуговой сварки.
Цель изобретения - расширение функциональных и дидактических возможностей при обучении навыкам ведения сварки за счет обеспечения корректных обратных связей по контролируемым параметрам.
На фиг. 1 изображен общий вид тренажера для обучения навыкам ведения сварки; на фиг. 2 - имитатор сварочного электрода; на фиг. 3,4 - имитатор свариваемого соединения; на фиг. 5 - функциональная блок-схема имитатора.
Тренажер для обучения навыкам ведения сварки состоит из имитатора 1 электрода с имитатором 2 электрододержателя, имитатора 3 сварочного источника питания, имитатора 4 свариваемого изделия, причем выходы имитатора 3 сварочного источника питания соединены с имитатором 2 электрододержателя и имитатором 4 свариваемого соединения посредством имитаторов сварочных проводов 5 и 6.
Имитатор 1 сварочного электрода состоит из набора восковых или парафиновых цилиндрических секций, которые обеспечи00
I
ся
00
вают ему высокую механическую прочность. Каждая секция имеет на одном торце выпуклую сферу, а на другом торце - вогнутую. Секции, которые втягиваются внутрь имитатора 2 электрододержателя, выполнены металлическими. Секции сочленены металлическим тросиком 7. Имитатор 1 электрода имеет торец 8, который содержит металлическую трубку 9 с коническим графитовым нагревателем 10, а на нагреватель посажено кольцо 11. Внутри центрального канала сочлененных секций проходит металлический тросик 7, соединенный одним концом с металлической трубкой 9, и электрический провод 12, соединенный одним концом с кольцом 11. Другой конец тросика соединен через байонетный разъем 13с на- моточно-размоточным барабаном 14 привода 15 имитатора плавления электрода, корпус которого электрически связан с одним из выходов 16 источника 17 электрического напряжения. Другой конец провода 12 через цилиндрический разъем 18 соединен со вторым выходом 19 источника 17 электрического напряжения.
Графитовый нагреватель 10 имеет коническую форму, предназначенную для стека- ния расплавленного воска к торцу электрода.
Внутри имитатора 2 электрододержателя размещена направляющая труб ка 20, в которую установлена пружина 21 натяжения.
Торец 22 имитатора 2 электрододержателя соединен с имитатором б сварочного провода. Имитатор 6 сварочного провода выполнен из гибкой трубки, внутри которой размещен гибкий металлический шланг 23, а внутри гибкого металлического шланга 23 размещен металлический тросик 7 и электрический провод 12.
Имитатор 6 сварочного провода подсоединен к клеммной доске 24 имитатора 3 сварочного источника питания, внутри которого смонтирован компрессор 25 а аппаратурой регулирования давления и расхода воздуха, соединенный шлангом 26 с внутренней полостью имитатора 6 сварочного провода. Кроме того, внутри имитатора 3 сварочного источника питания смонтирован источник 17 электрического напряжения, один выход которого проводом 27 соединен с корпусом привода 15 имитатора плавления электрода, а другой выход через нихромовый провод 28 - с электрическим проводом 12,
Длина нихромового провода 28, т.е. его сопротивление, подбирается практически для каждого графитового нагревателя 10, чтобы обеспечить необходимую температуру его нагрева. Источник электрического напряжения 17 обеспечивает подачу электрического напряжения на нагреватель 10 (фиг. 2). Привод 15 имитатора плавления электрода через зубчатую муфту 29 соединен с барабаном 14 для намотки тросика.
Для рассоединения зубчатой муфты 29 установлено пружинное устройство 30. Внутри имитатора 3 сварочного источника питания смонтирован блок 31 емкостных датчиков, состоящий из емкостного датчика 32 длины дуги и емкостного датчика 33 скорости сварки. Два выхода емкостного датчика 33 скорости сварки посредством
5 проводов, которые размещены внутри имитатора 5 сварочного провода, электрически соединены с имитатором 4 свариваемого изделия.
Имитатор 4 свариваемого изделия со0 стоит из двух деталей 34 и 35, которые частично выполнены в зоне сварного шва из прозрачного материала и внутри них смонтированы лампочки 36 подсветки. Разделенные кромки детали имитатора 4
5 свариваемого изделия покрыты слоем воска .37.
Лампы 36 подсветки соединены проводами 38, которые размещены внутри имитатора 5 сва-рочного провода (фиг. 1) с
0 выходом источника 17 электрического напряжения.
Блок-схема тренажера для обучения навыкам ведения сварки (фиг, 4) состоит из следующих функциональных узлов: блока 31
5 емкостных датчиков, который содержит емкостный датчик 32 длины дуги и емкостный датчик 33 скорости сварки с узлом 39 регистрации скорости сварки. Блок-схема также 4 состоит из имитатора 4 свариваемого изде0 лия, источника 17 электрического напряжения, компрессора 25, привода 15 имитатора плавления электрода, нагревателя 10, узла 40 подсветки, в состав которого входят лампы 36 подсветки и стыкуемые кромки дета5 лей 34 и 35 с прозрачными отверстиями, которые покрыты слоем воска или парафина, узла 41 коммутации.
Расплавленный воск или парафин, заполняющий зазор между стыкуемыми кром0 ками деталей 34 и 35, образует имитатор 42 сварного шва (фиг. 3).
Емкостный датчик 32 длины дуги предназначен для включения подачи воздуха в зону сварки, подачи напряжения к графито5 вому нагревателю 10, включения привода 15 имитатора плавления электрода, включения лампочек 36 подсветки внутри имитатора 4 свариваемого изделия.
Емкостный датчик 32 длины дуги срабатывает при подведении торца 8 имитатора 1
электрода к поверхности имитатора 4 свариваемого изделия на величину реального дугового промежутка.
Емкостный датчик 32 длины дуги содержит генератор 43 электрических колебаний высокой частоты и пороговое устройство 44.
При установке торца 8 имитатора 1 электрода в поверхности имитатора 4 свариваемого изделия на величину реальной длины дуги параллельно контуру генератора 43 подключается дополнительная емкость, образуемая между торцом имитатора электрода и поверхностью свариваемого изделия. В результате срабатывает пороговое устройство 44, соединенное с генератором 43, и включает узел 41 коммутации.
Генератор 43 электрических колебаний чувствителен даже к небольшому изменению емкости.
Узел 41 коммутации емкостного датчика 32 длины дуги предназначен для коммутации необходимых напряжений питания на следующие потребители: компрессор 25, привод 15 имитатора плавления электрода, нагреватель 10, узел 40 подсветки.
Емкостный датчик 33 скорости сварки предназначен для выработки напряжения, которое поступает на вход узла 39 регистрации скорости сварки, В состав датчика 33 входит емкость между торцевыми поверхностями стыкуемых деталей 34 и 35 имитатора 4 свариваемого изделия (с воздушным зазором между торцевыми поверхностями). Этот воздушный зазор по мере ведения сварки заполняется воском или парафином.
Имитатор 4 сваливаемого изделия выполняет одновременно функции рабочей поверхности и емкостного датчика скорости сварки. При этом обкладки конденсатора служат стыкуемые боковые поверхности деталей 34 и 35 с воздушным зазором между ними.
.Источник 17 электрического напряжения предназначен для подачи напряжения на лампы 36 подсветки узла 40 и подачи необходимых напряжений на все узлы функциональной блок-схемы.
Компрессор 25 с аппаратурой регулирования давления и расхода воздуха предназначен для подачи воздушной струи в зону сварки.
Привод 15 имитатора плавления электрода предназначен для увеличения скорости укорочения вылета электрода до реальной величины за счет дополнительного втягивания имитатора 1 электрода в корпус рукоятки имитатора 2 электрододержателя.
Нагреватель 10 предназначен для обеспечения плавления восковых или парафиновых секций и подофева воздушной струи.
Узел 40 подсветки предназначен для реализации обратной визуальной связи по глубине поворота сварного шва.
Тренажер для обучения навыкам веде-, 5 ния сварки работает следующим образом.
Включают тумблер Сеть на корпусе имитатора 3 сварочного источника питания. Торец 8 имитатора 1 электрода подводится на величину реальной длины дуги к поверх0 нести имитатора 4 свариваемого изделия. При этом на выходе емкостного датчика 32 длины дуги появляется напряжение, которое поступает на вход узла 41 коммутации, обеспечивающего подачу напряжений на
5 компрессор 25, привод 15 имитатора плавления электрода, нагреватель 10, узел 40 подсветки.
Вследствие этого в зону имитатора 42 сварного шва поступает нагретая струя воз0 духа, начинает плавиться секция воска или парафина, контактирующая с графитовым нагревателем 10. Обеспечиваются дополнительное укорочение вылета электрода за счет работы привода 15 имитатора плавле5 ния электрода и обратная визуальная связь о глубине провара за счет внутренней подсветки со стороны корня шва.
Имитатор 42 сварного шва формируется в результате затвердения сварочной ван0 ночки расплавленного воска или парафина. Сварочная ванночка состоит из расплавленного нагретой воздушной струей воска, которым покрыты кромки свариваемого соединения. В состав ванночки входит так5 же расплавленный воск, который поступает из имитатора 1 электрода.
Подаваемый воздушный поток проходит через общий цилиндрический канал всех сочлененных секций, затем через внут0 ренний цилиндрический канал металлической трубки 9 (фиг. 2) и выходит в форме цилиндрической струи из торца 8 имитатора 1 электрода. Секции плавятся, соприкасаясь с разогретым графитовым нагревате5 лем, расплавленные капли воска стекают вдоль боковой поверхности конуса, направляемого вершиной вниз, графитового нагревателя 10 и, увлекаемые цилиндрической воздушной струей, в виде капель поступают
0 в расплавленную сварочную ванночку, образуемую разогретой цилиндрической воздушной струей на поверхности имитатора 4 свариваемого соединения.
По мере расплавления воск или пара5 фин становятся прозрачными и интенсивность подсветки со стороны корня шва увеличивается, По увеличению интенсивности подсветки судят о глубине проплавле- ния нагретой воздушной струей слоя воска 37 (фиг. 1), армирующего кромки стыка. Кроме того, срабатывает емкостной датчик 33 скорости сварки, т.к. воздушный промежуток емкости между торцевыми поверхностями деталей 34 и 35 имитатора свариваемого изделия заполняется воском. При этом из- меняется величина емкости между деталями 34 и 25. Скорость изменения величины емкости пропорциональна скорости заполнения воздушного зазора воском или парафином.
Выходной сигнал емкостного датчика скорости сварки поступает на вход узла 41 регистрации скорости сварки, который фиксирует величину мтновенной скорости сварки.
По окончании процессов сварки оператор отводит торец имитатора 1 электрода от поверхности имитатора 4 свариваемого изделия на величину, превышающую реальную длину дуги. В результате исчезает управляющий сигнал на выходе емкостного датчика 32 длины дуги, отключается узел 41 коммутации и обесточиваются потребители.
Прекращается подача воздуха, укорочение электрода и подсветки сварного шва со стороны корня шва.
Повторное возобновление тренажа возможно при подводе торца имитатора 1 электрода к поверхности имитатора 4 свариваемого изделия снова на величину реального дугового промежутка.
Качество ведения тренажа оценивается по внешнему виду имитатора 42 сварного шва и по показаниям регистратора скорости сварки.
Для установки новых секций имитатора 1 электрода необходимо рассоединить зубчатую муфту 29 (фиг. 1) посредством пружинного устройства 30, за графитовый нагреватель 10 (фиг. 2) вытянуть провод 12 и гибкий тросик 7, разъединить их байонет- ный и цилиндрический разъемы 13,18, установить необходимое количество восковых, металлических секций посредством специальной пусковой кнопки привода имитатора 1 плавления электрода, смонтированной на корпусе имитатора 3 сварочного источника питания, обеспечить плотное сочленение секций имитатора электрода.
После этого процесс тренажа повтора- etc. , ..... . - . .. -..
Использование в учебном процессе тренажера обеспечивает высокую эффективность обучения приемам и навыкам сварки, так как реализуются корректные обратные связи по глубине провара, скорости сварки, формированию сварного шва.
При этом формирование качественного сварного шва однозначно определяется только уровнем приобретенных практических навыков, что достигается применением новой конструкции имитатора электрода с подачей воздуха через внутренний цилиндрический канал и воска вдоль образующих конической суживающейся поверхности графитового нагревателя, а также емкостного датчика для регистрации скорости сварки.
Формул а изобретения Тренажер для обучения навыкам ведения сварки, включающий имитатор электрода, выполненный из отдельных секций с центральным каналом, трос, проходящий через центральный канал и соединяющий торец имитатора электрода с приводом имитатора плавления электрода, имитатор свариваемого соединения с разделанными кромками, покрытыми слоем воска, имитатор сварочного источника питания и компрессор устройства подачи воздуха, отличаю щи и с я тем, что, с целью расширения функциональных и дидактических возможностей при обучении навыкам ведения сварки путем обеспечения корректных связей по контролируемым параметрам, секции имитатора электрода выполнены из воска или парафина, а их сопрягаемые поверхности - сферическими, одна из которых выпуклая, а другая - вогнутая, на торце Имитатора электрода укреплен конический графитовый на-; греватель с металлической трубкой, установленной по его оси, сочлененной с центральным каналом, связанным с устройством подачи воздуха, при этом дополнительно введены лампы подсветки стыкуемых кромок, размещенные внутри имитатора свершаемого соединения, источник напряжения, датчик скорости сварки, соединенный с регистратором скорости сварки и датчик длины дуги, подключенный к узлу коммутации, который входом связан с источником напряжения, а выходом - с приводом имитатора плавления электрода, компрессором, комическим графитовым нагревателем и лампами подсветки стыкуемых кромок имитатора свариваемого соединения.
-----ЕДtr-p fi
т
A
A /v л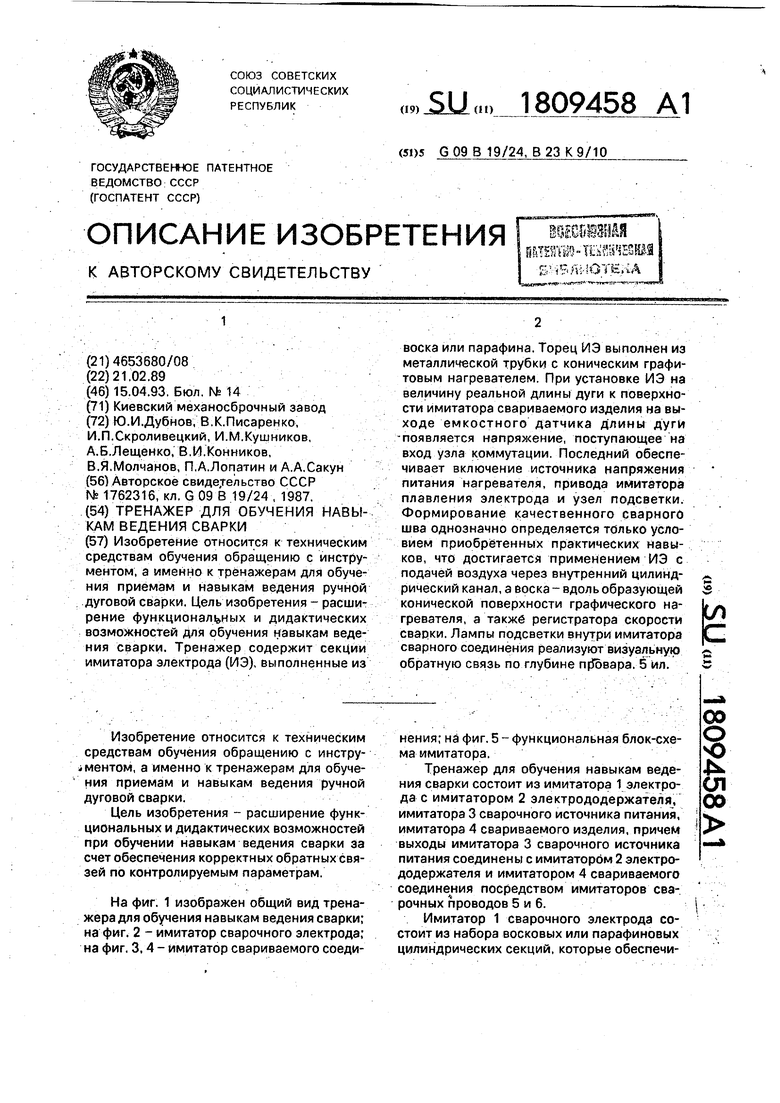

| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер для обучения навыкам ведения сварки | 1989 |
|
SU1709378A1 |
| Тренажер для обучения навыкам ведения сварки | 1988 |
|
SU1651309A1 |
| Тренажер для обучения электросварке | 1989 |
|
SU1723571A1 |
| ДЕРЖАТЕЛЬ ЭЛЕКТРОДА ДЛЯ ТРЕНИРОВКИ СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКИ | 2015 |
|
RU2624561C2 |
| Тренажер для обучения электросварке | 1982 |
|
SU1024965A1 |
| Тренажер для обучения электросварке | 1979 |
|
SU862172A1 |
| ТРЕНАЖЕР СВАРЩИКА РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2003 |
|
RU2275996C2 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКЕ | 2011 |
|
RU2447515C1 |
| Тренажер для обучения электросварке | 1988 |
|
SU1596369A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
Изобретение относится к техническим средствам обучения обращению с инструментом, а именно к тренажерам для обучения приемам и навыкам ведения ручной дуговой сварки. Цель изобретения - расши-г рение функциональных и дидактических возможностей для обучения навыкам ведения сварки. Тренажер содержит секции имитатора электрода (ИЗ), выполненные из воска или парафина. Торец ИЭ выполнен из металлической трубки с коническим графитовым нагревателем. При установке ИЭ на величину реальной длины дуги к поверхности имитатора свариваемого изделия на выходе емкостного датчика длины дуги появляется напряжение, поступающее на вход узла коммутации. Последний обеспечивает включение источника напряжения питания нагревателя, привода имитатора плавления электрода и узел подсветки. Формирование качественного сварного шва однозначно определяется только условием приобретенных практических навыков, что достигается применением ИЭ с подачей воздуха через внутренний цилиндрический канал, а воска - вдоль образующей конической поверхности графического нагревателя, а такжб регистратора скорости сварки. Лампы подсветки внутри имитатора сварного соединения реализуют визуальную обратную связь по глубине пр 6вара. 5 ил. v Ј
фиг.5
| Тренажер для обучения электросварке | 1987 |
|
SU1762316A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
