Изобретение относится к обучению обращения с инструментами и может быть ис- пользовано в качестве технического средства для обучения приемам и навыкам ручной дуговой электросварки.
Целью изобретения является расширение дидактических возможностей тренажера.
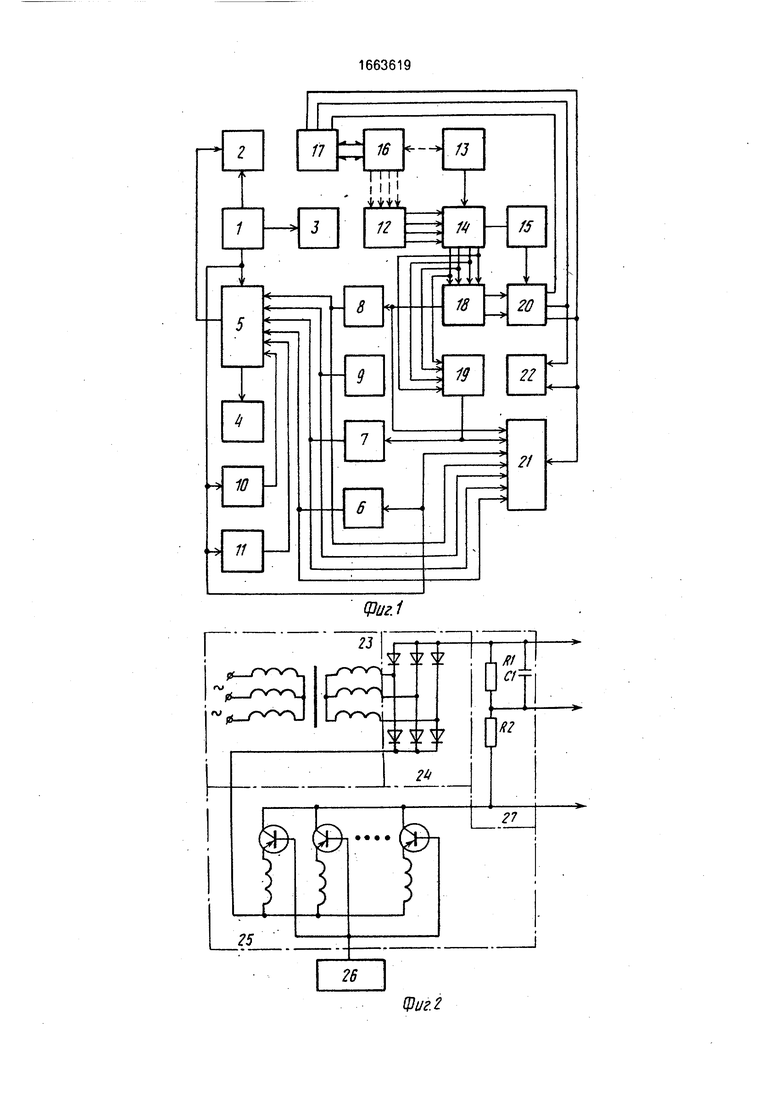
На фиг.1 приведена функциональная схема тренажера; на фиг.2 - схема сварочного источника пмтания; на фиг 3 - схема имитатора сварочного электрода; на фиг.4 - схема блока управления; на фиг.5 - схема
блока контроля длины дуги, на фиг 6 - схемы блоков термо- и фотодатчиков линеаризации мощности, контроля высоты установки подвижной каретки, формирователей сигнала скорости сварки и сигнала теплосодержания сварочной ванны, на фиг 7 схема узла линеаризации на фиг 8 схема термодатчи ка; на фиг 9 - схема взаимного конструктивного расположения блока моделирования обьекта сварки, подвижной каретки и бло ков термо- и фотодатчиков, на фиг 10 схе ма блока контроля угловых параметров, на фиг.11 - схема генератора сигналов тревоги и звукового сопровождения на фиг 12 одна из возможных.траекторий сварочной ванны.
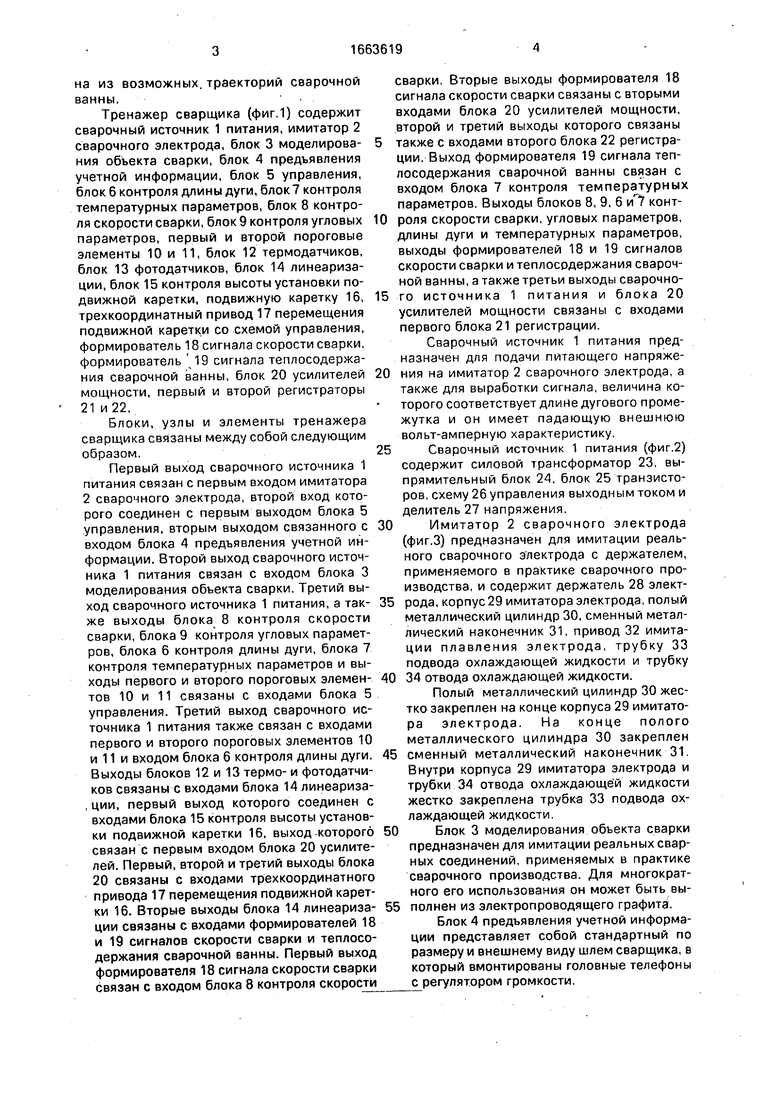
Тренажер сварщика (фиг.1) содержит сварочный источник 1 питания, имитатор 2 сварочного электрода, блок 3 моделирования объекта сварки, блок 4 предъявления учетной информации, блок 5 управления, блок 6 контроля длины дуги, блок контроля температурных параметров, блок 8 контроля скорости сварки, блок 9 контроля угловых параметров, первый и второй пороговые элементы 10 и 11, блок 12 термодатчиков, блок 13 фотодатчиков, блок 14 линеаризации, блок 15 контроля высоты установки подвижной каретки, подвижную каретку 16, трехкоординатный привод 17 перемещения подвижной каретки со схемой управления, формирователь 18 сигнала скорости сварки, формирователь 19 сигнала теплосодержания сварочной ванны, блок 20 усилителей мощности, первый и второй регистраторы 21 и 22.
Блоки, узлы и элементы тренажера сварщика связаны между собой следующим образом.
Первый выход сварочного источника 1 питания связан с первым входом имитатора 2 сварочного электрода, второй вход которого соединен с первым выходом блока 5 управления, вторым выходом связанного с входом блока 4 предъявления учетной информации. Второй выход сварочного источника 1 питания связан с входом блока 3 моделирования объекта сварки. Третий выход сварочного источника 1 питания, а также выходы блока 8 контроля скорости сварки, блока 9 контроля угловых параметров, блока 6 контроля длины дуги, блока 7 контроля температурных параметров и выходы первого и второго пороговых элементов 10 и 11 связаны с входами блока 5 управления. Третий выход сварочного источника 1 питания также связан с входами первого и второго пороговых элементов 10 и 11 и входом блока 6 контроля длины дуги. Выходы блоков 12 и 13 термо- и фотодатчиков связаны с входами блока 14 линеариза- , ции, первый выход которого соединен с входами блока 15 контроля высоты установки подвижной каретки 16, выход которого связан с первым входом блока 20 усилителей. Первый, второй и третий выходы блока 20 связаны с входами трехкоординатного привода 17 перемещения подвижной каретки 16. Вторые выходы блока 14 линеаризации связаны с входами формирователей 18 и 19 сигналов скорости сварки и теплосодержания сварочной ванны. Первый выход формирователя 18 сигнала скорости сварки связан с входом блока 8 контроля скорости
сварки, Вторые выходы формирователя 18 сигнала скорости сварки связаны с вторыми входами блока 20 усилителей мощности, второй и третий выходы которого связаны
также с входами второго блока 22 регистрации. Выход формирователя 19 сигнала теплосодержания сварочной ванны связан с входом блока 7 контроля температурных параметров. Выходы блоков 8, 9, 6 и конт0 роля скорости сварки, угловых параметров, длины дуги и температурных параметров, выходы формирователей 18 и 19 сигналов скорости сварки и теплосодержания сварочной ванны, а также третьи выходы сварочно5 го источника 1 питания и блока 20 усилителей мощности связаны с входами первого блока 21 регистрации.
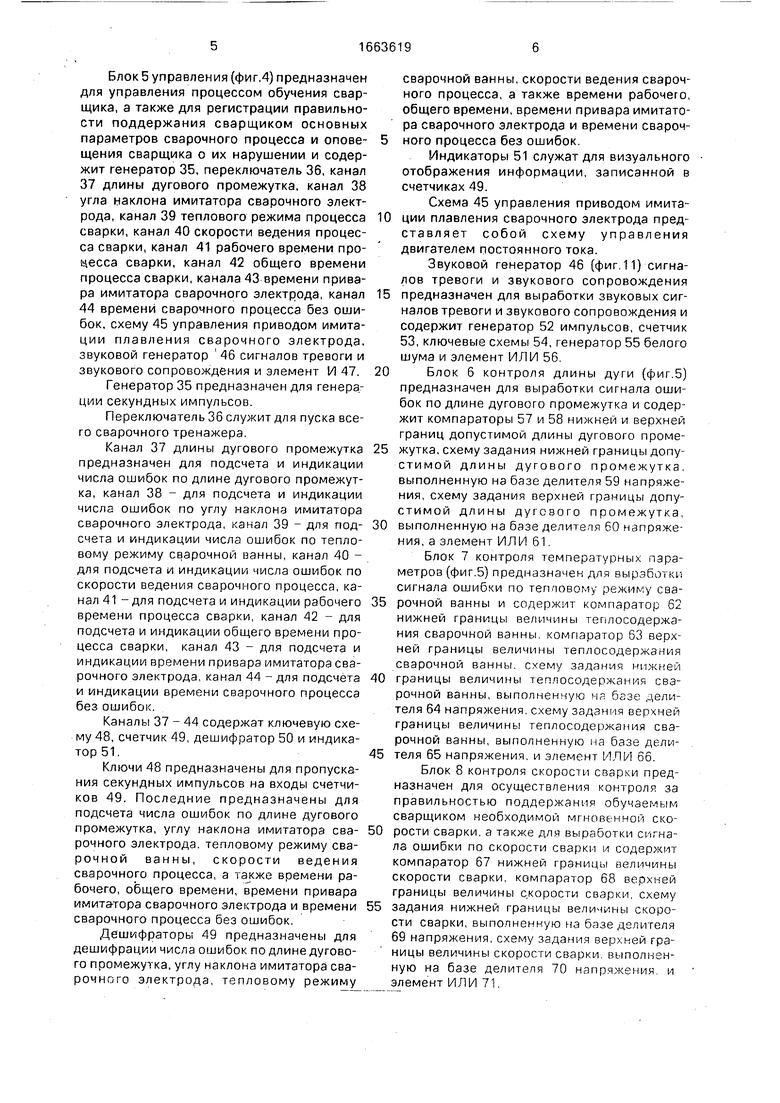
Сварочный источник 1 питания предназначен для подачи питающего напряже0 ния на имитатор 2 сварочного электрода, а также для выработки сигнала, величина которого соответствует длине дугового промежутка и он имеет падающую внешнюю вольт-амперную характеристику.
5Сварочный источник 1 питания (фиг.2)
содержит силовой трансформатор 23. выпрямительный блок 24, блок 25 транзисторов, схему 26 управления выходным током и делитель 27 напряжения.
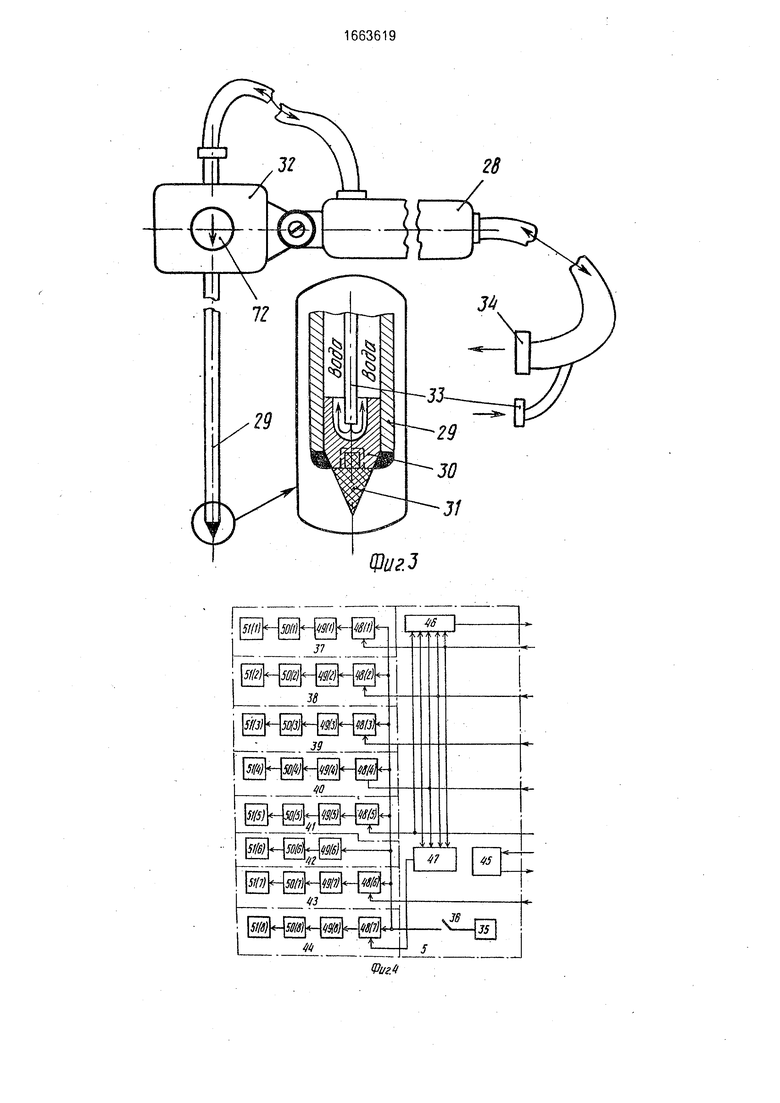
0 Имитатор 2 сварочного электрода (фиг.З) предназначен для имитации реального сварочного э лектрода с держателем, применяемого в практике сварочного производства, и содержит держатель 28 элект5 рода, корпус 29 имитатора электрода, полый металлический цилиндр 30, сменный металлический наконечник 31, привод 32 имитации плавления электрода, трубку 33 подвода охлаждающей жидкости и трубку
0 34 отвода охлаждающей жидкости.
Полый металлический цилиндр 30 жестко закреплен на конце корпуса 29 имитатора электрода. На конце полого металлического цилиндра 30 закреплен
5 сменный металлический наконечник 31. Внутри корпуса 29 имитатора электрода и трубки 34 отвода охлаждающей жидкости жестко закреплена трубка 33 подвода охлаждающей жидкости.
0 Блок 3 моделирования объекта сварки предназначен для имитации реальных сварных соединений, применяемых в практике сварочного производства. Для многократного его использования он может быть вы5 полней из электропроводящего графита.
Блок 4 предъявления учетной информации представляет собой стандартный по размеру и внешнему виду шлем сварщика, в который вмонтированы головные телефоны с регулятором громкости.
Блок 5 управления (фиг,4) предназначен для управления процессом обучения сварщика, а также для регистрации правильности поддержания сварщиком основных параметров сварочного процесса и оповещения сварщика о их нарушении и содержит генератор 35, переключатель 36, канал 37 длины дугового промежутка, канал 38 угла наклона имитатора сварочного электрода, канал 39 теплового режима процесса сварки, канал 40 скорости ведения процесса сварки, канал 41 рабочего времени процесса сварки, канал 42 общего времени процесса сварки, канала 43 времени привара имитатора сварочного электрода, канал 44 времени сварочного процесса без ошибок, схему 45 управления приводом имитации плавления сварочного электрода, звуковой генератор 46 сигналов тревоги и звукового сопровождения и элемент И 47.
Генератор 35 предназначен для генерации секундных импульсов.
Переключатель 36 служит для пуска всего сварочного тренажера.
Канал 37 длины дугового промежутка предназначен для подсчета и индикации числа ошибок по длине дугового промежутка, канал 38 - для подсчета и индикации числа ошибок по углу наклона имитатора сварочного электрода, канал 39 - для подсчета и индикации числа ошибок по тепловому режиму сварочной ванны, канал 40 - для подсчета и индикации числа ошибок по скорости ведения сварочного процесса, канал 41 - для подсчета и индикации рабочего времени процесса сварки, канал 42 - для подсчета и индикации общего времени процесса сварки, канал 43 - для подсчета и индикации времени привара имитатора сварочного электрода, канал 44 - для подсчета и индикации времени сварочного процесса без ошибок.
Каналы 37 - 44 содержат ключевую схему 48, счетчик 49, дешифратор 50 и индикатор 51.
Ключи 48 предназначены для пропускания секундных импульсов на входы счетчиков 49. Последние предназначены для подсчета числа ошибок по длине дугового промежутка, углу наклона имитатора сварочного электрода, тепловому режиму сварочной ванны, скорости ведения сварочного процесса, а также времени рабочего, общего времени, времени привара имитатора сварочного электрода и времени сварочного процесса без ошибок.
Дешифраторы 49 предназначены для дешифрации числа ошибок по длине дугового промежутка, углу наклона имитатора сварочного электрода, тепловому режиму
сварочной ванны, скорости ведения сварочного процесса, а также времени рабочего, общего времени, времени привара имитатора сварочного электрода и времени свароч- 5 ного процесса без ошибок.
Индикаторы 51 служат для визуального отображения информации, записанной в счетчиках 49.
Схема 45 управления приводом имита0 ции плавления сварочного электрода представляет собой схему управления двигателем постоянного тока.
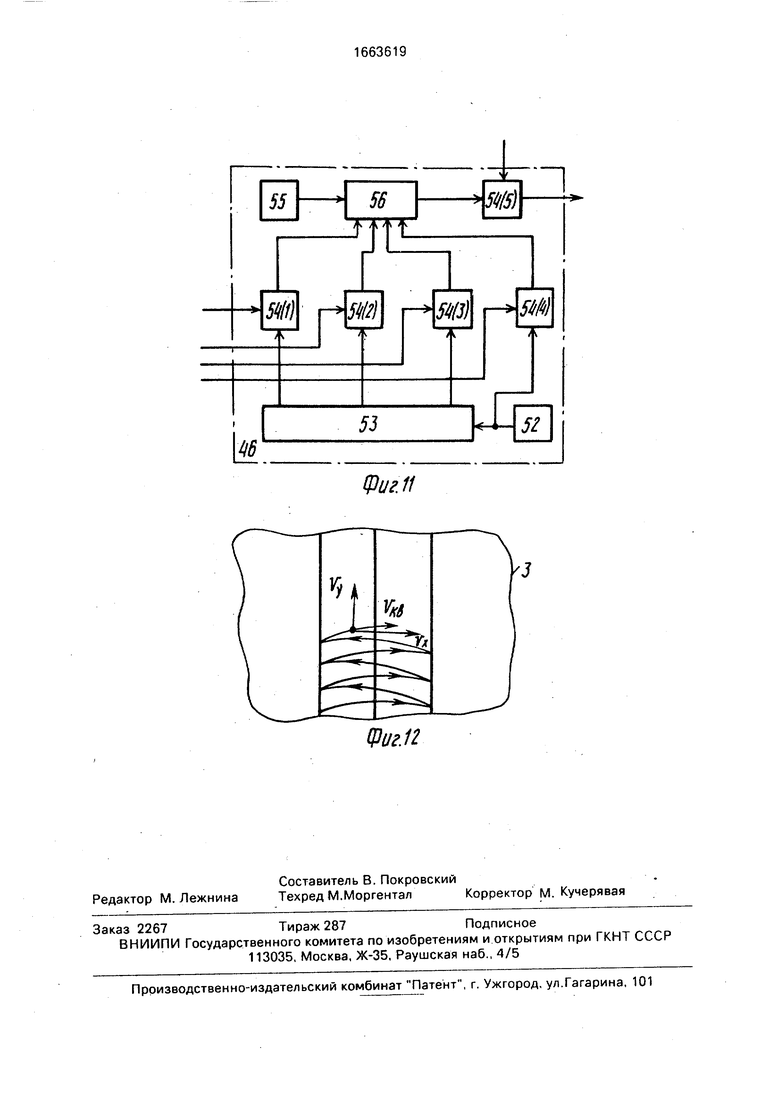
Звуковой генератор 46 (фиг, 11} сигналов тревоги и звукового сопровождения
5 предназначен для выработки звуковых сигналов тревоги и звукового сопровождения и содержит генератор 52 импульсов, счетчик 53, ключевые схемы 54, генератор 55 белого шума и элемент ИЛИ 56.
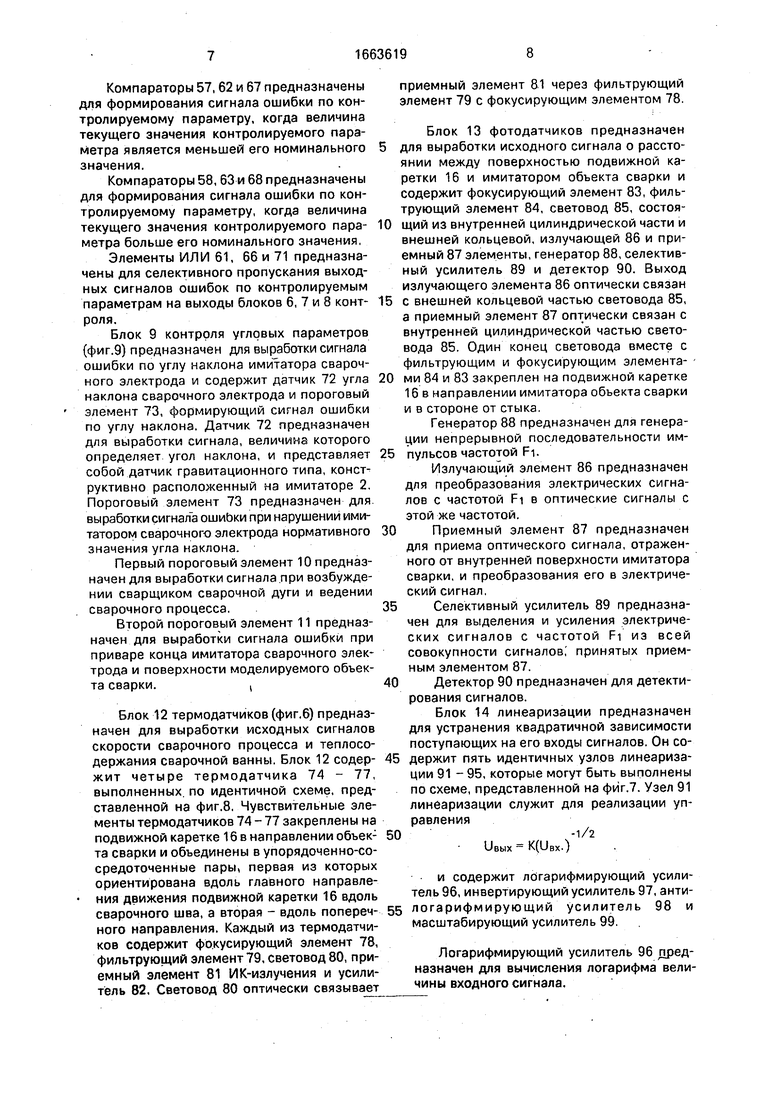
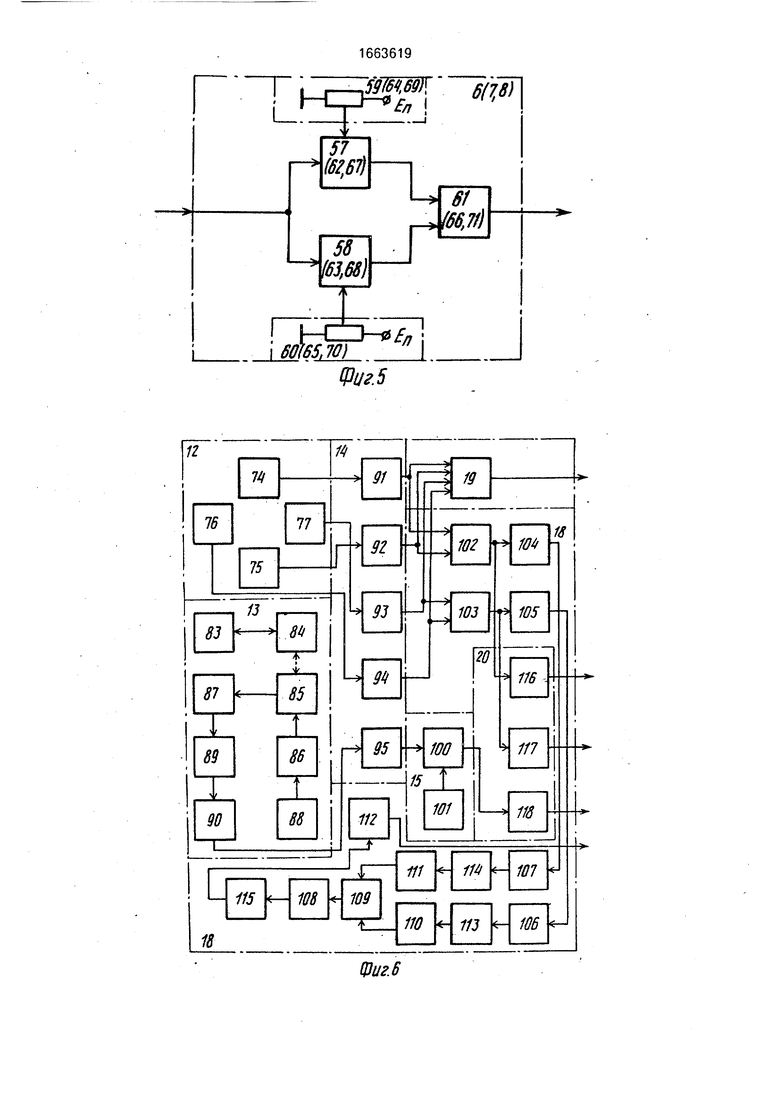
0Блок 6 контроля длины дуги (фиг.5)
предназначен для выработки сигнала ошибок по длине дугового промежутка и содержит компараторы 57 и 58 нижней и верхней границ допустимой длины дугового проме5 жутка, схему задания нижней границы допустимой длины дугового промежутка, выполненную на базе делителя 59 напряжения, схему задания верхней границы допустимой длины дугового промежутка,
0 выполненную на базе делителя 60 напряжения, а элемент ИЛИ 61.
Блок 7 контроля температурных параметров (фиг.5) предназначен для выработки сигнала ошибки по теп новому режиму сва5 рочной ванны и содержит компаратор 62 нижней границы величины теплосодержания сварочной ванны, компаратор 63 верхней границы величины теплосодержания сварочной ванны, схему задания нижней
0 границы величины теплосодержания сварочной ванны, выполненную чя базе делителя 64 напряжения, схему задания верхней границы величины теплосодержания сварочной ванны, выполненную на базе дели5 теля 65 напряжения, и элемент ИЛИ 66.
Блок 8 контроля скорости сварки предназначен для осуществления контроля за правильностью поддержания обучаемым сварщиком необходимой мгновенной ско0 рости сварки, а также для выработки сигнала ошибки по скорости сварки и содержит компаратор 67 нижней границы величины скорости сварки, компаратор 68 верхней границы величины скорости сварки, схему
5 задания нижней границы величины скорости сварки, выполненную на базе делителя 69 напряжения, схему задания верхней границы величины скорости сварки, выполненную на базе делителя 70 напряжения и элемент ИЛИ 71.
Компараторы 57,62 и 67 предназначены для формирования сигнала ошибки по контролируемому параметру, когда величина текущего значения контролируемого параметра является меньшей его номинального значения.
Компараторы 58,63 и 68 предназначены для формирования сигнала ошибки по контролируемому параметру, когда величина текущего значения контролируемого параметра больше его номинального значения,
Элементы ИЛИ 61, 66 и 71 предназначены для селективного пропускания выходных сигналов ошибок по контролируемым параметрам на выходы блоков 6, 7 и 8 контроля.
Блок 9 контроля угловых параметров (фиг.9) предназначен для вы работки сигнала ошибки по углу наклона имитатора сварочного электрода и содержит датчик 72 угла наклона сварочного электрода и пороговый элемент 73, формирующий сигнал ошибки по углу наклона. Датчик 72 предназначен для выработки сигнала, величина которого определяет угол наклона, и представляет собой датчик гравитационного типа, конструктивно расположенный на имитаторе 2, Пороговый элемент 73 предназначен для выработки сигнал а ошиоки при нарушении имитатором сварочного электрода нормативного значения угла наклона.
Первый пороговый элемент 10 предназначен для выработки сигнала при возбуждении сварщиком сварочной дуги и ведении сварочного процесса.
Второй пороговый элемент 11 предназначен для выработки сигнала ошибки при приваре конца имитатора сварочного электрода и поверхности моделируемого объекта сварки.,
Блок 12 термодатчиков (фиг.6) предназначен для выработки исходных сигналов скорости сварочного процесса и теплосодержания сварочной ванны, Блок 12 содержит четыре термодатчика 74 - 77, выполненных по идентичной схеме, представленной на фиг.8, Чувствительные элементы термодатчиков 74 - 77 закреплены на подвижной каретке 16 в направлении объек: та сварки и объединены в упорядоченно-со- средоточенные пары, первая из которых ориентирована вдоль главного направления движения подвижной каретки 16 вдоль сварочного шва, а вторая - вдоль поперечного направления. Каждый из термодатчиков содержит фокусирующий элемент 78, фильтрующий элемент 79, световод 80, приемный элемент 81 ИК-излучения и усилитель 82, Световод 80 оптически связывает
приемный элемент 81 через фильтрующий элемент 79 с фокусирующим элементом 78.
Блок 13 фотодатчиков предназначен
для выработки исходного сигнала о расстоянии между поверхностью подвижной каретки 16 и имитатором объекта сварки и содержит фокусирующий элемент 83, фильтрующий элемент 84, световод 85, состоя0 щий из внутренней цилиндрической части и внешней кольцевой, излучающей 86 и приемный 87 элементы, генератор 88, селективный усилитель 89 и детектор 90. Выход излучающего элемента 86 оптически связан
5 с внешней кольцевой частью световода 85, а приемный элемент 87 оптически связан с внутренней цилиндрической частью световода 85. Один конец световода вместе с фильтрующим и фокусирующим элемента0 ми 84 и 83 закреплен на подвижной каретке 16 в направлении имитатора объекта сварки и в стороне от стыка.
Генератор 88 предназначен для генерации непрерывной последовательности им5 пульсов частотой FL
Излучающий элемент 86 предназначен для преобразования электрических сигналов с частотой FI в оптические сигналы с этой же частотой.
0 Приемный элемент 87 предназначен для приема оптического сигнала, отраженного от внутренней поверхности имитатора сварки, и преобразования его в электрический сигнал,
5 Селективный усилитель 89 предназначен для выделения и усиления электрических сигналов с частотой FI из всей совокупности сигналов, принятых приемным элементом 87.
0 Детектор 90 предназначен для детектирования сигналов.
Блок 14 линеаризации предназначен для устранения квадратичной зависимости поступающих на его входы сигналов. Он со5 держит пять идентичных узлов линеаризации 91 - 95, которые могут быть выполнены по схеме, представленной на фйг.7. Узел 91 линеаризации служит для реализации управления
0-1/2
Увых K(UBx.)
и содержит логарифмирующий усилитель 96, инвертирующий усилитель 97, анти- 5 логарифмирующий усилитель 98 и масштабирующий усилитель 99.
Логарифмирующий усилитель 96 дред- назначен для вычисления логарифма величины входного сигнала.
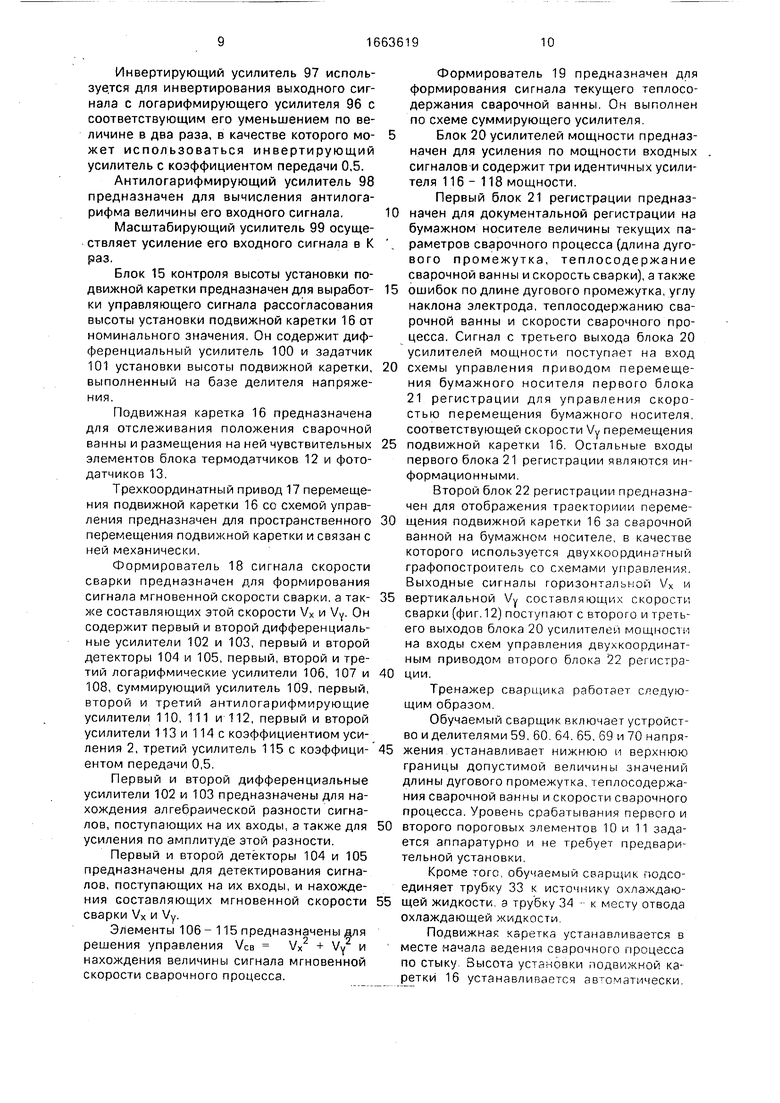
Инвертирующий усилитель 97 используется для инвертирования выходного сигнала с логарифмирующего усилителя 96 с соответствующим его уменьшением по величине в два раза, в качестве которого может использоваться инвертирующий усилитель с коэффициентом передачи 0,5.
Антилогарифмирующий усилитель 98 предназначен для вычисления антилогарифма величины его входного сигнала.
Масштабирующий усилитель 99 осуществляет усиление его входного сигнала в К раз.
Блок 15 контроля высоты установки подвижной каретки предназначен для выработки управляющего сигнала рассогласования высоты установки подвижной каретки 16 от номинального значения. Он содержит дифференциальный усилитель 100 и задатчик 101 установки высоты подвижной каретки, выполненный на базе делителя напряжения.
Подвижная каретка 16 предназначена для отслеживания положения сварочной ванны и размещения на ней чувствительных элементов блока термодатчиков 12 и фотодатчиков 13.
Трехкоординатный привод 17 перемещения подвижной каретки 16 со схемой управления предназначен для пространственного перемещения подвижной каретки и связан с ней механически.
Формирователь 18 сигнала скорости сварки предназначен для формирования сигнала мгновенной скорости сварки, а также составляющих этой скорости Vx и Vy. Он содержит первый и второй дифференциальные усилители 102 и 103, первый и второй детекторы 104 и 105, первый, второй и третий логарифмические усилители 106, 107 и 108, суммирующий усилитель 109, первый, второй и третий антилогарифмирующие усилители 110, 111 и 112, первый и второй усилители 113 и 114с коэффициентном усиления 2, третий усилитель 115 с коэффициентом передачи 0,5.
Первый и второй дифференциальные усилители 102 и 103 предназначены для нахождения алгебраической разности сигналов, поступающих на их входы, а также для усиления по амплитуде этой разности.
Первый и второй детекторы 104 и 105 предназначены для детектирования сигналов, поступающих на их входы, и нахождения составляющих мгновенной скорости сварки Vx и Vy.
Элементы 106 - 115 предназначены для решения управления VCB Vx2 + Vy2 и нахождения величины сигнала мгновенной скорости сварочного процесса.
Формирователь 19 предназначен для формирования сигнала текущего теплосодержания сварочной ванны. Он выполнен по схеме суммирующего усилителя. 5Блок 20 усилителей мощности предназначен для усиления по мощности входных сигналов и содержит три идентичных усилителя 116 - 118 мощности.
Первый блок 21 регистрации предназ- 0 начен для документальной регистрации на бумажном носителе величины текущих па- , раметров сварочного процесса (длина дугового промежутка, теплосодержание сварочной ванны и скорость сварки), а также
5 ошибок по длине дугового промежутка, углу наклона электрода, теплосодержанию сварочной ванны и скорости сварочного процесса. Сигнал с третьего выхода блока 20 усилителей мощности поступает на вход
0 схемы управления приводом перемещения бумажного носителя первого блока 21 регистрации для управления скоростью перемещения бумажного носителя, соответствующей скорости Vy перемещения
5 подвижной каретки 16. Остальные входы первого блока 21 регистрации являются информационными.
Второй блок 22 регистрации предназначен для отображения траекторими переме0 щения подвижной каретки 16 за сварочной ванной на бумажном носителе, в качестве которого используется двухкоординатный графопостроитель со схемами управления. Выходные сигналы горизонтальной Vx и
5 вертикальной Vy составляющих скорости сварки (фиг. 12) поступают с второго и третьего выходов блока 20 усилителей мощности на входы схем управления двухкоординат- ным приводом второго блока 22 регистра0 ции.
Тренажер сварщика работает следующим образом.
Обучаемый сварщик включает устройство и делителями 59, 60. 64. 65, 69 и 70 напря5 жения устанавливает нижнюю и верхнюю границы допустимой величины значений длины дугового промежутка, теплосодержания сварочной ванны и скорости сварочного процесса. Уровень срабатывания первого и
0 второго пороговых элементов 10 и 11 задается аппаратурно и не требует предварительной установки.
Кроме того, обучаемый сварщик подсоединяет трубку 33 к источнику охлаждаю5 щей жидкости, э трубку 34 - к месту отвода охлаждающей жидкости
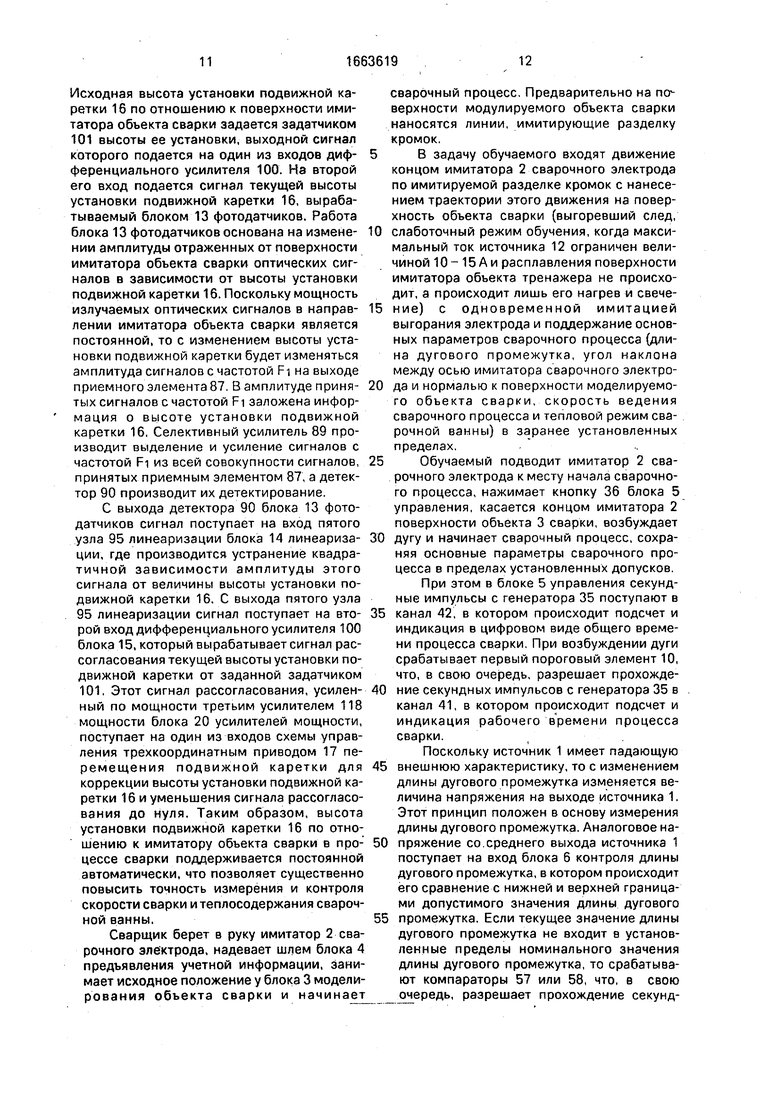
Подвижная каретка устанавливается в 1 месте начала ведения сварочного процесса по стыку Высота установки подвижной каретки 16 устанавливается автоматически.
Исходная высота установки подвижной каретки 16 по отношению к поверхности имитатора объекта сварки задается задатчиком 101 высоты ее установки, выходной сигнал которого подается на один из входов диф- ференциального усилителя 100. На второй его вход подается сигнал текущей высоты установки подвижной каретки 16, вырабатываемый блоком 13 фотодатчиков. Работа блока 13 фотодатчиков основана на измене- нии амплитуды отраженных от поверхности имитатора объекта сварки оптических сигналов в зависимости от высоты установки подвижной каретки 16. Поскольку мощность излучаемых оптических сигналов в направ- лении имитатора объекта сварки является постоянной, то с изменением высоты установки подвижной каретки будет изменяться амплитуда сигналов с частотой FI на выходе приемного элемента 87. В амплитуде приня- тых сигналов с частотой FI заложена информация о высоте установки подвижной каретки 16. Селективный усилитель 89 производит выделение и усиление сигналов с частотой FI из всей совокупности сигналов, принятых приемным элементом 87, а детектор 90 производит их детектирование.
С выхода детектора 90 блока 13 фотодатчиков сигнал поступает на вход пятого узла 95 линеаризации блока 14 линеариза- ции, где производится устранение квадратичной зависимости амплитуды этого сигнала от величины высоты установки подвижной каретки 16. С выхода пятого узла 95 линеаризации сигнал поступает на вто- рой вход дифференциального усилителя 100 блока 15, который вырабатывает сигнал рассогласования текущей высоты установки подвижной каретки от заданной задатчиком 101, Этот сигнал рассогласования, усилен- ный по мощности третьим усилителем 118 мощности блока 20 усилителей мощности, поступает на один из входов схемы управления трехкоординатным приводом 17 перемещения подвижной каретки для коррекции высоты установки подвижной каретки 16 и уменьшения сигнала рассогласования до нуля. Таким образом, высота установки подвижной каретки 16 по отношению к имитатору объекта сварки в про- цессе сварки поддерживается постоянной автоматически, что позволяет существенно повысить точность измерения и контроля скорости сварки и теплосодержания сварочной ванны.
Сварщик берет в руку имитатор 2 сварочного электрода, надевает шлем блока 4 предъявления учетной информации, занимает исходное положение у блока 3 моделирования объекта сварки и начинасгт
сварочный процесс. Предварительно на по- верхности модулируемого объекта сварки наносятся линии, имитирующие разделку кромок.
В задачу обучаемого входят движение концом имитатора 2 сварочного электрода по имитируемой разделке кромок с нанесением траектории этого движения на поверхность объекта сварки (выгоревший след, слаботочный режим обучения, когда максимальный ток источника 12 ограничен величиной 10- 15 Аи расплавления поверхности имитатора объекта тренажера не происходит, а происходит лишь его нагрев и свечение) с одновременной имитацией выгорания электрода и поддержание основных параметров сварочного процесса (длина дугового промежутка, угол наклона между осью имитатора сварочного электрода и нормалью к поверхности моделируемого объекта сварки, скорость ведения сварочного процесса и тепловой режим сварочной ванны) в заранее установленных пределах.
Обучаемый подводит имитатор 2 сварочного электрода к месту начала сварочного процесса, нажимает кнопку 36 блока 5 управления, касается концом имитатора 2 поверхности объекта 3 сварки, возбуждает дугу и начинает сварочный процесс, сохраняя основные параметры сварочного процесса в пределах установленных допусков.
При этом в блоке 5 управления секундные импульсы с генератора 35 поступают в канал 42, в котором происходит подсчет и индикация в цифровом виде общего времени процесса сварки. При возбуждении дуги срабатывает первый пороговый элемент 10, что, в свою очередь, разрешает прохождение секундных импульсов с генератора 35 в канал 41, в котором происходит подсчет и индикация рабочего времени процесса сварки.
Поскольку источник 1 имеет падающую внешнюю характеристику, то с изменением длины дугового промежутка изменяется величина напряжения на выходе источника 1. Этот принцип положен в основу измерения длины дугового промежутка. Аналоговое напряжение со среднего выхода источника 1 поступает на вход блока 6 контроля длины дугового промежутка, в котором происходит его сравнение с нижней и верхней границами допустимого значения длины дугового промежутка. Если текущее значение длины дугового промежутка не входит в установленные пределы номинального значения длины дугового промежутка, то срабатывают компараторы 57 или 58, что, в свою очередь, разрешает прохождение секундных импульсов с выхода генератора 35 в канал 37 длины дугового промежутка, в котором происходит подсчет и индикация числа ошибок по длине дугового промежутка.
Аналоговый сигнал длины дугового промежутка со среднего выхода сварочного источника 1 питания поступает на вход второго порогового элемента 11. При замыкании сварщиком конца имитатора 2 сварочного электрода на поверхность имитатора объекта сварки срабатывает второй пороговый элемент 11, что, в свою очередь, разрешает прохождение секундных импульсов с генератора 35 в канал 43, в котором происходит подсчет и индикация времени привара имитатора 2 сварочного электрода к поверхности моделируемого объекта сварки.
При нарушении сварщиком нормативного угла наклона имитатора 2 сварочного электрода срабатывает пороговый элемент 73 блока 9 контроля угловых параметров, что, в.свою очередь, разрешает прохождение секундных импульсов с генератора 35 в канал 38, в котором происходит подсчет и индикация ошибок поуглу наклона имитатора 2 сварочного электрода.
В устройстве также производится текущий контроль таких параметров сварочного процесса, как теплосодержание сварочной ванны и скорость сварочного процесса.
При начале сварочного процесса происходит нагрев имитатора объекта сварки в месте горения дуги и нагрев корня шва. Инфракрасное излучение от сварочной ванны поступает на чувствительные площадки термодатчиков 74 - 77 блока 12 термодатчиков, расположенные на подвижной каретке 16 под сварочной ванной. В качестве термодатчиков выбраны термодатчики с положительным температурным коэффициентом, у которых выходное напряжение растет с увеличением температуры. Поскольку они закреплены с обратной стороны рабочей зоны сварки имитатора объекта сварки, то при проведении сварочного процесса происходит нагрев его поверхности и, в свою очередь, увеличение ИК-излучения в направлении термодатчиков. При эквидистантном расположении сварочной ванны по отношению к термодатчикам 74 - 77, на их выходах будут присутствовать одинаковые по величине сигналы. При проведении сварочного процесса и отклонения сварочной ванны от центра на выходах термодатчиков будут присутствовать разные по величине сигналы, Больший сигнал будет присутствовать на выходе того термодатчика, к которому сварочная ванна ближе.
Выходные сигналы с термодатчиков 74 - 77 поступают в блок 14 линеаризации, где устраняется их квадратичная зависимость от расстояния до сварочной ванны. Выход- 5 ные сигналы с первого, второго, третьего и четвертого узлов 91, 92, 93 и 94 линеаризации поступают на входы формирователя 19 сигнала теплосодержания сварочной ванны, который производит суммирование сиг0 налов со всех термодатчиков 74 - 77. Чем больше нагрев сварочной ванны, тем большим по величине будет сигнал на выходе формирователя 19 сигнала теплосодержания сварочной ванны. Аналоговый сигнал
5 текущего теплосодержания сварочной ванны с выхода формирователя 19 поступает в блок 7 контроля температурных параметров на входы компараторов 62 и 63, которые вырабатывают сигналы ошибки по теллово0 му режиму сварочной ванны, если величина теплосодержания сварочной ванны отличается от нормативного значения. Сигнал ошибки по тепловому режиму сварочной ванны поступает в блок 5 управления, где
5 разрешает прохождение секундных импульсов с выхода генератора 35 в канал 39. в котором производится подсчет и индкация ошибок по тепловому режиму сварочной ванны.
0Кроме формироватепя 19 выходные сигналы с блока 14 линеаризации поступают на входы формирователя 18 сигнала скорости сварки, а точнее, на входы первою и второго дифференциальных усилителен 102 и 103.
5 Сигналы на выходах дифференциальных усилителей 102 и 103 изменяются в положительном или отрицательном диапазонах напряжения в зависимости от того, какой термодатчик соответствующей пары ближе
0 к сварочной ванне. Амплитудные детекторы 104 и 105 определяют абсолютные значения выходных сигналов с дифференциальных усилителей 102 и 103. При центральном расположении сварочной ванны по от ношению
5 к термодатчикам сигналы на выходах дифференциальных усилителей 102 и 193 будут нулевыми по величине, так как отсутствует рассогласование между центром сварочной ванны и центральной осью чувствительных
0 элементов блока 12 гермодатчиков При наличии такого отклонения на выходах дифференциальных усилителей 102 и 103 будут формироваться сигналы paccoi пасовалия в двух взаимно перпендикулярных плоско5 стях, амплитуда которых определяет величину рассогласования, а знак направление отклонения Чем быстрее скорость свароч- ного процесса (скорость перемещения сварочной ванны ТРМ больше по величине сигналы буду формироваться на выходах
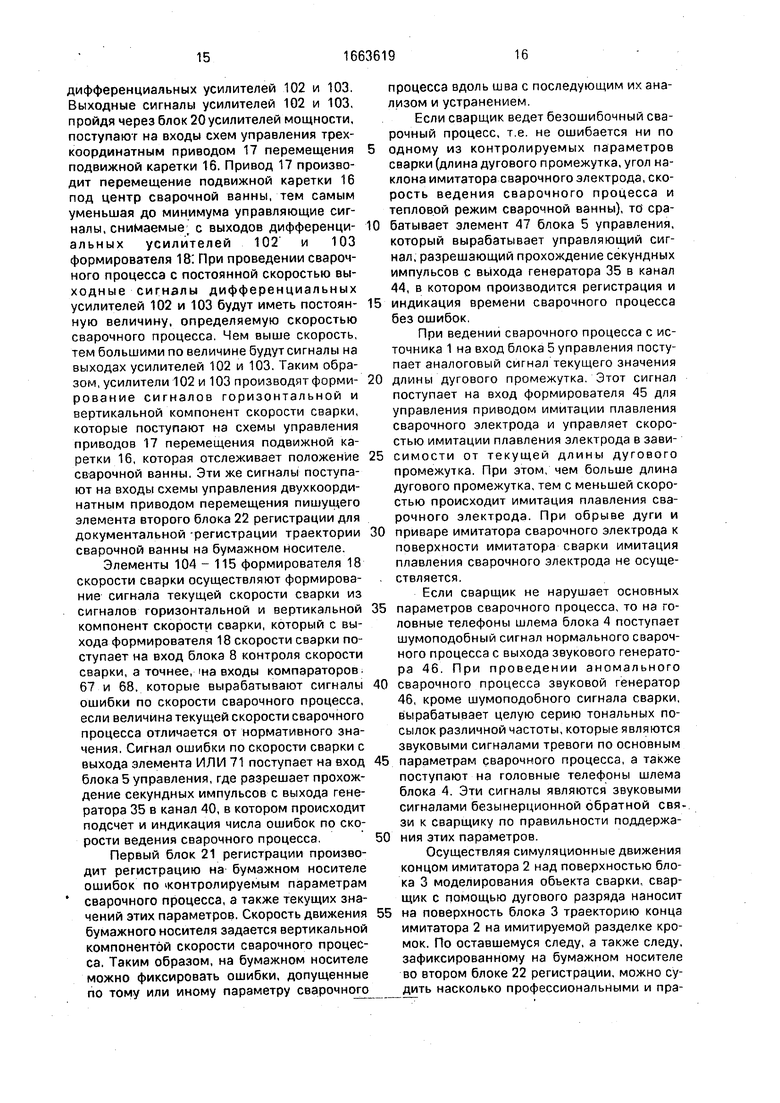
дифференциальных усилителей 102 и 103. Выходные сигналы усилителей 102 и 103, пройдя через блок 20усилителей мощности, поступают на входы схем управления трех- координатным приводом 17 перемещения подвижной каретки 16. Привод 17 производит перемещение подвижной каретки 16 под центр сварочной ванны, тем самым уменьшая до минимума управляющие сигналы, снимаемые t с выходов дифференциальных усилителей 102 и 103 формирователя 18: При проведении сварочного процесса с постоянной скоростью выходные сигналы дифференциальных усилителей 102 и 103 будут иметь постоянную величину, определяемую скоростью сварочного процесса. Чем выше скорость, тем большими по величине будут сигналы на выходах усилителей 102 и 103. Таким образом, усилители 102 и 103 производят формирование сигналов горизонтальной и вертикальной компонент скорости сварки, которые поступают на схемы управления приводов 17 перемещения подвижной каретки 16, которая отслеживает положение сварочной ванны. Эти же сигналы поступают на входы схемы управления двухкоорди- натным приводом перемещения пишущего элемента второго блока 22 регистрации для документальной -регистрации траектории сварочной ванны на бумажном носителе.
Элементы 104 - 115 формирователя 18 скорости сварки осуществляют формирование сигнала текущей скорости сварки из сигналов горизонтальной и вертикальной компонент скорости сварки, который с выхода формирователя 18 скорости сварки поступает на вход блока 8 контроля скорости сварки, а точнее, на входы компараторов, 67 и 68, которые вырабатывают сигналы ошибки по скорости сварочного процесса, если величина текущей скорости сварочного процесса отличается от нормативного значения. Сигнал ошибки по скорости сварки с выхода элемента ИЛИ 71 поступает на вход блока 5 управления, где разрешает прохождение секундных импульсов с выхода генератора 35 в канал 40, в котором происходит подсчет и индикация числа ошибок по скорости ведения сварочного процесса.
Первый блок 21 регистрации производит регистрацию на бумажном носителе ошибок по контролируемым параметрам сварочного процесса, а также текущих значений этих параметров. Скорость движения бумажного носителя задается вертикальной компонентой скорости сварочного процесса. Таким образом, на бумажном носителе можно фиксировать ошибки, допущенные по тому или иному параметру сварочного
процесса вдоль шва с последующим их анализом и устранением.
Если сварщик ведет безошибочный сварочный процесс, т.е. не ошибается ни по одному из контролируемых параметров сварки (длина дугового промежутка, угол наклона имитатора сварочного электрода, скорость ведения сварочного процесса и тепловой режим сварочной ванны), то сра- 0 батывает элемент 47 блока 5 управления, который вырабатывает управляющий сигнал, разрешающий прохождение секундных импульсов с выхода генератора 35 в канал 44, в котором производится регистрация и 5 индикация времени сварочного процесса без ошибок.
При ведении сварочного процесса с источника 1 на вход блока 5 управления поступает аналоговый сигнал текущего значения 0 длины дугового промежутка. Этот сигнал поступает на вход формирователя 45 для управления приводом имитации плавления сварочного электрода и управляет скоростью имитации плавления электрода в зави- 5 симости от текущей длины дугового промежутка. При этом, чем больше длина дугового промежутка, тем с меньшей скоростью происходит имитация плавления сварочного электрода. При обрыве дуги и 0 приваре имитатора сварочного электрода к поверхности имитатора сварки имитация плавления сварочного электрода не осуществляется.
Если сварщик не нарушает основных 5 параметров сварочного процесса, то на головные телефоны шлема блока 4 поступает шумоподобный сигнал нормального сварочного процесса с выхода звукового генератора 46. При проведении аномального 0 сварочного процесса звуковой генератор 46, кроме шумоподобного сигнала сварки, вырабатывает целую серию тональных посылок различной частоты, которые являются звуковыми сигналами тревоги по основным 5 параметрам сварочного процесса, а также поступают на головные телефоны шлема блока 4. Эти сигналы являются звуковыми сигналами безынерционной обратной связи к сварщику по правильности поддержа- 0 ния этих параметров.
Осуществляя симуляционные движения концом имитатора 2 над поверхностью блока 3 моделирования объекта сварки, сварщик с помощью дугового разряда наносит 5 на поверхность блока 3 траекторию конца имитатора 2 на имитируемой разделке кромок. По оставшемуся следу, а также следу, зафиксированному на бумажном носителе во втором блоке 22 регистрации, можно судить насколько профессиональными и правильными были действия сварщика в процессе проведения сеанса сварки, что является документальной регистрацией результата этого сварочного процесса. При проведении повторного сеанса сварки оставшийся след можно убрать, например, при помощи наждачной бумаги.
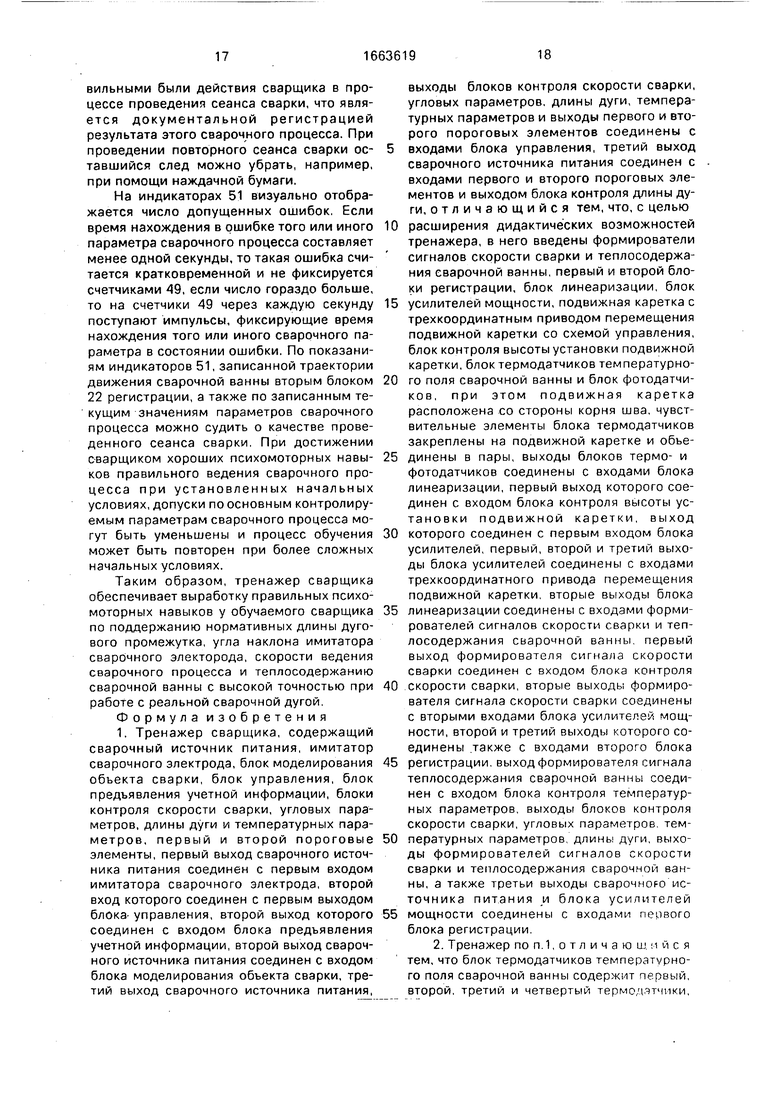
На индикаторах 51 визуально отображается число допущенных ошибок. Если время нахождения в ошибке того или иного параметра сварочного процесса составляет менее одной секунды, то такая ошибка считается кратковременной и не фиксируется счетчиками 49, если число гораздо больше, то на счетчики 49 через каждую секунду поступают импульсы, фиксирующие время нахождения того или иного сварочного параметра в состоянии ошибки. По показаниям индикаторов 51, записанной траектории движения сварочной ванны вторым блоком 22 регистрации, а также по записанным текущим значениям параметров сварочного процесса можно судить о качестве проведенного сеанса сварки. При достижении сварщиком хороших психомоторных навыков правильного ведения сварочного процесса при установленных начальных условиях, допуски по основным контролируемым параметрам сварочного процесса могут быть уменьшены и процесс обучения может быть повторен при более сложных начальных условиях.
Таким образом, тренажер сварщика обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика по поддержанию нормативных длины дугового промежутка, угла наклона имитатора сварочного электорода, скорости ведения сварочного процесса и теплосодержанию сварочной ванны с высокой точностью при работе с реальной сварочной дугой.
Формула изобретения
1. Тренажер сварщика, содержащий сварочный источник питания, имитатор сварочного электрода, блок моделирования обьекта сварки, блок управления, блок предъявления учетной информации, блоки контроля скорости сварки, угловых параметров, длины дуги и температурных параметров, первый и второй пороговые элементы, первый выход сварочного источника питания соединен с первым входом имитатора сварочного электрода, второй вход которого соединен с первым выходом блока- управления, второй выход которого соединен с входом блока предъявления учетной информации, второй выход сварочного источника питания соединен с входом блока моделирования объекта сварки, третий выход сварочного источника питания,
выходы блоков контроля скорости сварки, угловых параметров, длины дуги, температурных параметров и выходы первого и второго пороговых элементов соединены с 5 входами блока управления, третий выход сварочного источника питания соединен с входами первого и второго пороговых элементов и выходом блока контроля длины дуги, отличающийся тем, что, с целью
0 расширения дидактических возможностей тренажера, в него введены формирователи сигналов скорости сварки и теплосодержания сварочной ванны, первый и второй блоки регистрации, блок линеаризации, блок
5 усилителей мощности, подвижная каретка с трехкоординатным приводом перемещения подвижной каретки со схемой управления, блок контроля высоты установки подвижной каретки, блок термодатчиков температурно0 го поля сварочной ванны и блок фотодатчиков, при этом подвижная каретка расположена со стороны корня шва, чувствительные элементы блока термодатчиков закреплены на подвижной каретке и обье5 динены в пары, выходы блоков термо- и фотодатчиков соединены с входами блока линеаризации, первый выход которого соединен с входом блока контроля высоты установки подвижной каретки, выход
0 которого соединен с первым входом блока усилителей, первый, второй и третий выходы блока усилителей соединены с входами трехкоординатного привода перемещения подвижной каретки, вторые выходы блока
5 линеаризации соединены с входами формирователей сигналов скорости сварки и теплосодержания сварочной ванны, первый выход формирователя сигнала скорости сварки соединен с входом блока контроля
0 скорости сварки, вторые выходы формирователя сигнала скорости сварки соединены с вторыми входами блока усилителей мощности, второй и третий выходы которого соединены .также с входами второго блока
5 регистрации, выход формирователя сигнала теплосодержания сварочной ванны соединен с входом блока контроля температурных параметров, выходы блоков контроля скорости сварки, угловых параметров, тем0 пературных параметров, длины дуги, выходы формирователей сигналов скорости сварки и теплосодержания сварочной ванны, а также третьи выходы сварочноро источника питания и блока усилителей
5 мощности соединены с входами пеового блока регистрации.
2. Тренажер по п. 1, о т л и ч а ю ш и и с я тем, что блок термодатчиков температурного поля сварочной ванны содержит первый, второй, третий и четвертый термодятчики,
выходы которых являются выходами блока, каждый из которых содержит фокусирующий элемент, фильтрующий элемент, световод, приемный элемент и усилитель, выход которого является выходом термодатчика, световод оптически связывает приемный элемент через фильтрующий элемент с фокусирующим элементом, а выход приемного элемента соединен с входом усилителя, причем один конец световода вместе с фильтрующим и фокусирующими элементами каждого термодатчика закреплены на подвижной каретке.
3.Тренажер по п. 1,отличающийся тем, что блок фотодатчиков содержит фокусирующий и фильтрующий элементы, световод, состоящий из внутренней цилиндрической и внешней кольцевой частей, излучающий и приемные элементы, генератор, селективный усилитель и детектор, выход которого является выходом всего блока, выход приемного элемента через селективный усилитель соединен с входом детектора, а выход генератора соединен с излучающим элементом, один конец световода вместе с фильтрующим и фокусирующим элементами закреплен на подвижной каретке, внешняя кольцевая часть второго конца световода оптически связана с излучающим элементом, а внутренняя цилиндрическая часть этого конца световода оптически связана с приемным элементом.
4.Тренажер по п.1,отличающийся тем, что блок линеаризации содержит первый, второй, третий, четвертый и пятый узлы линеаризации, выполненные идентично, входы и выходы которых являются входами и выходами всего блока, каждый из которых содержит последовательно соединенные логарифмирующий усилитель, инвертирующий усилитель, антилогарифмирующий усилитель и масштабирующий усилитель, вход логарифмирующего усилителя является входом узла, а выход масштабирующего усилителя является выходом узла линеаризации.
5.Тренажер по п. 1,отличающийся тем, что блок контроля высоты установки подвижной каретки содержит дифференциальный усилитель и задатчик высоты установки подвижной каретки, выход которого соединен с первым входом дифференциального усилителя, а второй вход и выход которого являются входом и выходом всего блока,
6. Тренажер по п.1,отличающийся
тем, что блок контроля скорости сварки содержит первый и второй задатчики скорости сварки, первый и второй компараторы и элемент ИЛИ, выход которого является выходом блока, выходы первого и второго задатчиков скорости сварки соединены соответственно с первыми входами первого и второго компараторов, вторые входы которых являются входом блока, а их выходы
подключены соответственно к первому и второму входам элемента ИЛИ.
7.Тренажер по п.1,отличающийся тем, что формирователь сигнала скорости сварки содержит первый и второй дифференциальные усилители, входы которых являются входами формирователя, а выходы - вторыми выходами формирователя, первый и второй детекторы, первый, второй и третий логарифмирующие усилители, суммирующий усилитель, первый, второй и третий антилогарифмирующие усилители, первый, второй и третий усилители, выход третьего антилогарифмирующего усилителя является первым выходом формирователя, выходы
первого и второго дифференциальных усилителей соответственно через первый и второй детекторы, первый и второй логарифмирующие усилители, первый и второй усилители и первый и второй антилогарифмирующие усилители соединены с входами суммирующего усилителя, выход которого соединен через третий логарифмирующий усилитель и третий усилитель с входом третьего антилогарифмирующего
усилителя.
8.Тренажер по п.1,отличающийся тем, что в качестве первого блока регистрации используется многоканальный самопишущий прибор.
5 9. Тренажер по п.1,отличающийся тем, что в качестве второго блока регистрации используется двухкоординатный графопостроитель.
10. Тренажер по п.1, о т л и ч а ю щ и й0 с я тем, что в нем в качестве формирователя сигнала теплосодержания сварочной ванны используется суммирующий усилитель,
Г
e-rw
,J
23
7 V 7
TTfl
/ft ct

| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер сварщика | 1983 |
|
SU1088057A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1982 |
|
SU1038963A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКЕ ПЛАВЯЩИМСЯ И НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2008 |
|
RU2373040C1 |
| Тренажер сварщика | 1981 |
|
SU980124A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |

Изобретение относится к сварке, в частности к обучению обращения с инструментами. Цель изобретения - расширение дидактических возможностей тренажера. Сварочный тренажер содержит имитатор сварочного электрода, блок моделирования объекта сварки, сварочный источник питания, блок предъявления учетной информации, блок контроля скорости сварки, блок контроля угловых параметров, блок контроля температурных параметров, блок управления, первый и второй пороговые элементы, блок контроля длины дуги. Тренажер снабжен подвижной кареткой, трехкоординатным приводом перемещения подвижной каретки со схемой управления, блоком термодатчиков, блоком фотодатчиков, формирователем сигнала скорости сварки, формирователем сигнала теплосодержания сварочной ванны, первым и вторым блоками регистрации, блоком линеаризации, блоком контроля высоты установки подвижной каретки и блоком усилителей мощности. Обеспечивается выработка правильных психомоторных навыков у обучаемого сварщика по поддержанию длины дугового промежутка, угла наклона сварочного электрода, скорости ведения сварочного процесса и теплового режима сварочной ванны при проведении реального сварочного процесса. 9 з.п. ф-лы, 12 ил.
28
Фиг.З
i -« (9ii9 j/йРШГ
619C991
Фиг.8
фиг. 9
12
fPi/a Ю
Фиг. 7
73
Фиг, 11
Фиг. 12
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
