Изобретение относится к области радиотехники, автоматики и вычислительной техники и в частности к технологии автоматизации процессов изготовления жгутов из электрических проводов.
Целью изобретения является повышение качества и ускорение процесса изготовления жгутов.
Предлагаемый способ изготовления жгутов из проводов реализуется с помощью шаблона для раскладки и обвязки проводов, который поясняется чертежами, где на:
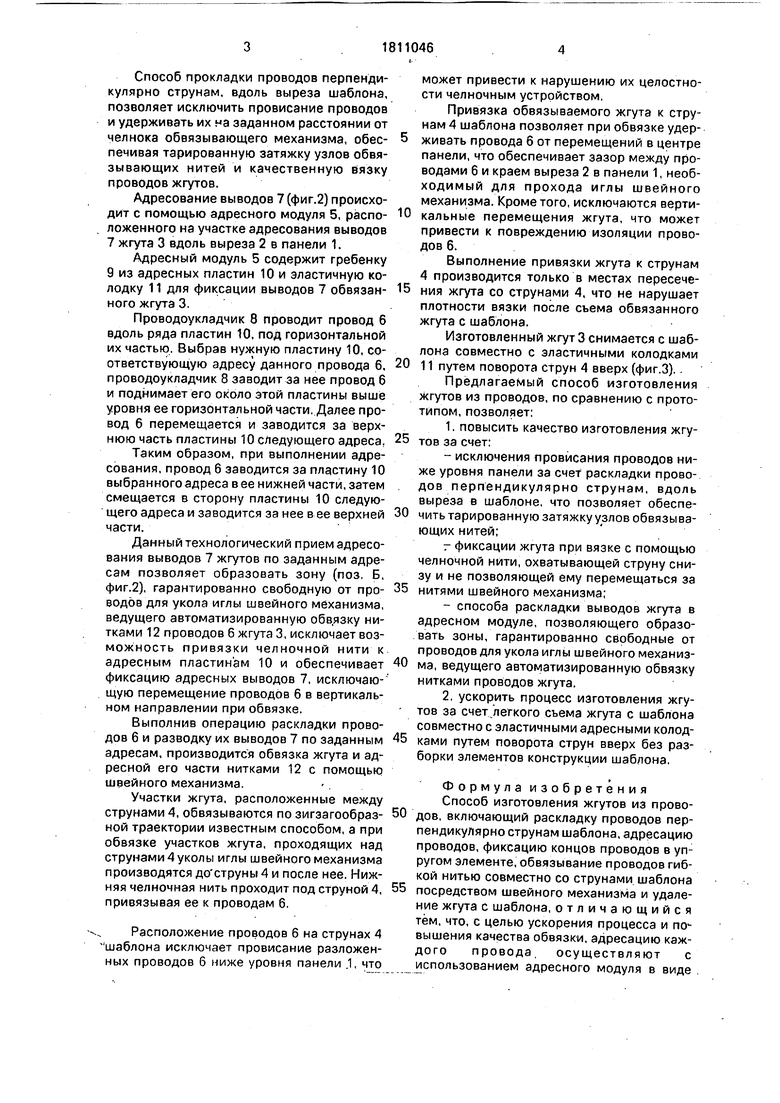
Фиг.1 изображен фрагмент раскладки провода на шаблоне:
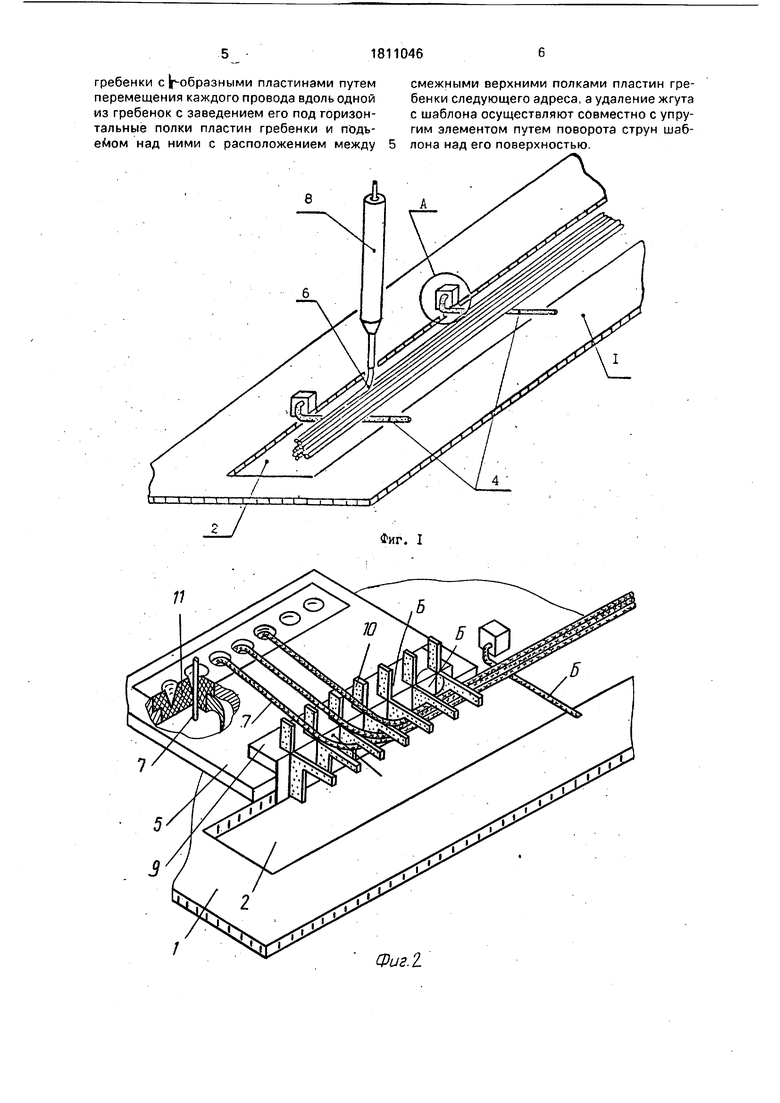
Фиг.2 показано адресование выводов жгута в адресном модуле шаблона;
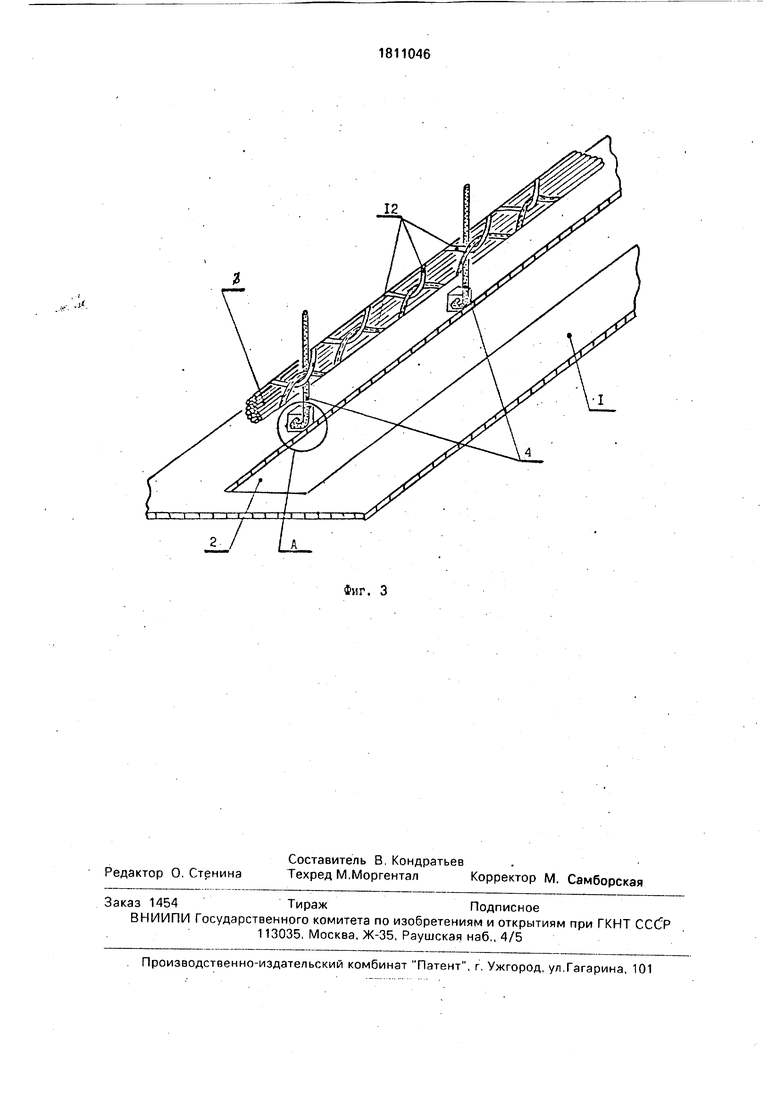
Фиг.З показано снятие обвязанного жгута с шаблона.
Шаблон для раскладки и обвязки проводов жгута содержит панель 1 с вырезом 2,
повторяющим контуры жгута 3, струны 4, установленные по краям выреза 2 и адресные модули 5.
Способ изготовления жгутов из проводов состоит в следующем.
После раскладки представляет панель 1 с вырезом 2, повторяющим контуры жгута 3. Струны 4, на которые укладывается жгут 3, расположены перпендикулярно проводам 6 и с одной стороны шарнирно-поворотно (поз. А, фиг.1 и фиг.З) закреплены на краю выреза 2 панели 1. В местах адресации выводов 7 установлены адресные модули 5. Раскладка жгута производится известным способом. Провод 6 поступающий с катушки через проводоукладчик 8 прокладывается вдоль.выреза 2 и укладывается на струны 4, которые поддерживают жгут Зине позволяет ему провисать в вырез 2 панели 1 шаблона.
00
о
Јь О
Способ прокладки проводов перпендикулярно струнам, вдоль выреза шаблона, позволяет исключить провисание проводов и удерживать их на заданном расстоянии от челнока обвязывающего механизма, обеспечивая тарированную затяжку узлов обвязывающих нитей и качественную вязку проводов жгутов.
Адресование выводов 7 (фиг.2) происходит с помощью адресного модуля 5, расположенного на участке адресования выводов 7 жгута 3 вдоль выреза 2 в панели 1.
Адресный модуль 5 содержит гребенку 9 из адресных пластин 10 и эластичную колодку 11 для фиксации выводов 7 обвязанного жгута 3.
Проводоукладчик 8 проводит провод 6 вдоль ряда пластин 10, под горизонтальной их частью. Выбрав нужную пластину 10, соответствующую адресу данного провода 6, проводоукладчик 8 заводит за нее провод 6 и поднимает его около этой пластины выше уровня ее горизонтальной части, Далее провод 6 перемещается и заводится за верхнюю часть пластины 10 следующего адреса.
Таким образом, при выполнении адресования, провод 6 заводится за пластину 10 выбранного адреса в ее нижней части, затем смещается в сторону пластины 10 следующего адреса и заводится за нее в ее верхней части.
Данный технологический прием адресования выводов 7 жгутов по заданным адресам позволяет образовать зону (поз. Б, фиг.2), гарантированно свободную от проводов для укола иглы швейного механизма, ведущего автоматизированную обвязку нитками 12 проводов б жгута 3, исключает возможность привязки челночной нити к адресным пластинам 10 и обеспечивает фиксацию адресных выводов 7, исключаю- щую перемещение проводов 6 в вертикальном направлении при обвязке.
Выполнив операцию раскладки проводов 6 и разводку их выводов 7 по заданным адресам, производится обвязка жгута и адресной его части нитками 12 с помощью швейного механизма.
Участки жгута, расположенные между струнами 4, обвязываются по зигзагообразной траектории известным способом, а при обвязке участков жгута, проходящих над струнами 4 уколы иглы швейного механизма производятся до струны 4 и после нее. Нижняя челночная нить проходит под струной 4, привязывая ее к проводам 6.
Расположение проводов 6 на струнах 4 шаблона исключает провисание разложенных проводов б ниже уровня панели .1, что
может привести к нарушению их целостности челночным устройством.
Привязка обвязываемого жгута к струнам 4 шаблона позволяет при обвязке удер- живать провода 6 от перемещений в центре панели, что обеспечивает зазор между проводами 6 и краем выреза 2 в панели 1, необ- ходимый для прохода иглы швейного механизма. Кроме того, исключаются верти- кальные перемещения жгута, что может привести к повреждению изоляции проводов 6.
Выполнение привязки жгута к струнам
4 производится только в местах пересечения жгута со струнами 4, что не нарушает
плотности вязки после съема обвязанного
жгута с шаблона.
Изготовленный жгут 3 снимается с шаблона совместно с эластичными колодками 11 путем поворота струн 4 вверх (фиг.З)..
Предлагаемый способ изготовления жгутов из проводов, по сравнению с прототипом, позволяет:
1. повысить качество изготовления жгу- тов за счет:
- исключения провисания проводов ниже уровня панели за счет раскладки проводов перпендикулярно струнам, вдоль выреза в шаблоне, что позволяет обеспечить тарированную затяжку узлов обвязывающих нитей;
г фиксации жгута при вязке с помощью челночной нити, охватывающей струну снизу и не позволяющей ему перемещаться за
нитями швейного механизма;
- способа раскладки выводов жгута в адресном модуле, позволяющего образовать зоны, гарантированно свободные от проводов для укола иглы швейного механиз- ма, ведущего автоматизированную обвязку нитками проводов жгута.
2. ускорить процесс изготовления жгу- тов за счет,легкого съема жгута с шаблона совместно с эластичными адресными колод- ками путем поворота струн вверх без разборки элементов конструкции шаблона.
Формула изобретения Способ изготовления жгутов из проводов, включающий раскладку проводов перпендикулярно струнам шаблона,адресацию проводов, фиксацию концов проводов в упругом элементе, обвязывание проводов гибкой нитью совместно со струнами шаблона
посредством швейного механизма и удаление жгута с шаблона, отличающийся тем, что, с целью ускорения процесса и повышения качества обвязки, адресацию каждого провода, осуществляют с использованием адресного модуля в виде
гребенки с |р-образными пластинами путем перемещения каждого провода вдоль одной из гребенок с заведением его под горизонтальные полки пластин гребенки и подъемом над ними с расположением между
смежными верхними полками пластин гребенки следующего адреса, а удаление жгута с шаблона осуществляют совместно с упругим элементом путем поворота струн шаблона над его поверхностью.
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Способ изготовления кодовых жгутов для накопителей постоянных запоминающих устройств | 1985 |
|
SU1316044A2 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1499544A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1706072A1 |
| Шаблон для изготовления кодовых жгутов постоянных запоминающих устройств | 1983 |
|
SU1117706A1 |
| Способ изготовления кодовых жгутов для накопителей постоянных запоминающих устройств | 1983 |
|
SU1117707A1 |
| Способ изготовления жгутов проводов | 1988 |
|
SU1540051A1 |
| Способ изготовления жгутов проводов | 1984 |
|
SU1332388A1 |
Изобретение относится к области радиотехники, автоматики и вычислительной техники и в частности, к технологии автоматизации процессов изготовления жгутов из электрических проводов. Сущность изобретения: способ обеспечивает раскладку про- зодов на шаблоне перпендикулярно струнам вдоль выреза в шаблоне, а адресование выводов выполняется с помощью адресной гребенки путем прокладки провода под адресными пластинами, далее осуществляется подъем провода в месте адресования между соседними адресными пластинами гребенки и заводят его за адресную пластину следующего адреса. Фиксация концов проводов производится в эластичную колодку, а обрезку концов проводов ведут под эластичной колодкой. Обвязку проводов осуществляют совместно со струнами шаблона .швейным механизмом. Снятие жгута производят совместно с эластичной колодкой путем поворота струн вверх. Способ обеспечивает ускорение процесса изготов- ления жгута и качество обвязки..3 ил. ё
| Способ изготовления жгутов проводов | 1988 |
|
SU1540051A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
