-т-.- - -.f - -i i
тштфтт
mLLi;,: / :::Ыу;
:Ш . 1. . .
ст. - -. . SI,;-. -, . . -..Vj
-- -.г ЙР - - -ЯЩУ - .. j /s i
. -. -., - -vX-L l
.«ч
-.f - -i i
тт
:::Ыу;
:Ш . 1. . .
- - -ЯЩУ .. j /s i
{.. .
:
СО СП
.U 4:
Изобретение относ1ггся к элсктрора диотсхппкс, я именно к технологичес- оборудованию для иэготовлет1Я жгутов проводов.
Цель изобретения - улучше1П1е эксп луата101онных возможностеП.
На фиг. 1 показан шаблон, обС1иЛ вид; на фиг. 2 - фрагмент шаблона с трассировочными штырямл и образован- HbuM иму| ложементом для проводов.
Шаблон для раскладки проводов в жгут содержит монтажную палель t с пырезом 2, повторяющим контуры жгута, и трассировочные штьфи 3, распо- ложенные по краям вьфеза по обе стороны от жгута, причем трассировочные штыри в местах их соприкосновения с проводами 4 имеют дугообразную форму, а вместе трассировочные штыри образуют ложемент для жгута.
Шаблон работает следующим образом
В монтажной панели шаблона, вдоль трассы раскладки провод1В, выполнен сквозно1 вырез, своей конфигурацией повторяющий контуры жгута. С двух сторон вьфеза, п местах отводов проводов и поворотов жгута, устанавливают трассирово- ные штыри, образующие ложемент, необходимый для рас- кладки проводов и формирования жгутового изделия заданных типоразмеров.
Далее известным смособом производят раскладку проводов по заданной схеме, после чего шаблон устанавливают в зоне действия швейного механизм и по програиь е перемеп;ают по траектории жгута.
Процесс обвязки выполняют по зиг- загообразной траектории. Обвязывающая петля подбирает уложенный в ложемент провода и формирует их в жгут при этом за счет дугообразной формы поверхности трассировочных штырей, прилегаемо к проводам, исключается привязка их к проводам.
После обвязки трассировочные штыри раздвигают и жгут снимают с шабло
Q
5 0
5 О
5
на. Таким образом осуществляется качественная провязка нитками всех у участков жгута,
Предлагаемьп1 шаблон позволяет снизить трудоемкость и повысить качество изготавливаемьк жгутов за счет автоматизации операции обвязки проводов нитями с помощью известного швейного механизма челночного типа, повысить качество изготовления жгутов путем форм1фования и фиксации нитяг-oj любого участка изготавливаемого жгута за счет ciio6o;;noro доступа швейного механизма к местам обвязки и возможности провязки всех элементов жгута, создать оптимальные условия для работы челночного устройства швейного механизма, исключить привязку жгута нитками к детали шаблона, снимать изготовленные жгуты без разработки шаблона и изготавливать жгуты любых типоразмеров.
Шаблон прост и дешев в изготовле- 1П1И, рентабелен как в условиях крупносерийного, так и мелкосерийного производства. Испапьзпванио шаблона обеспечивает высокую аптоматизаш1ю процесса изготовления хгутош.к изделий за счет позможиости соимещекия операций раскладки к обвязки жгутовых изделий на одной установке и получения более высокого качества жгутов. Одновременно повышается культура производства и упрощаютсъ технологические прие1-п,1.
Формула изобретения
Шаблон для раскладки проводов в жгут, содержащий монтажную панель, на которой расположены трассировочные штыри, отличающийся тем, что. с целью улучшс П1я эксплуа- TaipioHHbK лозможностеП, п монтажной панели выполнен сквозной вырез по трассе раскладки проподоп, л трассировочные штьфи вьгполнсны дугообраз- ными и расположены илл ньг,)спом с об- разопанием ло:гемснта для проводоп.
г
«VI
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| Способ проводного монтажа | 1983 |
|
SU1190561A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1706072A1 |
| Способ изготовления жгутов проводов | 1988 |
|
SU1540051A1 |
| Способ изготовления жгутов из проводов | 1991 |
|
SU1811046A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |
| Способ изготовления жгутов | 1987 |
|
SU1448422A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
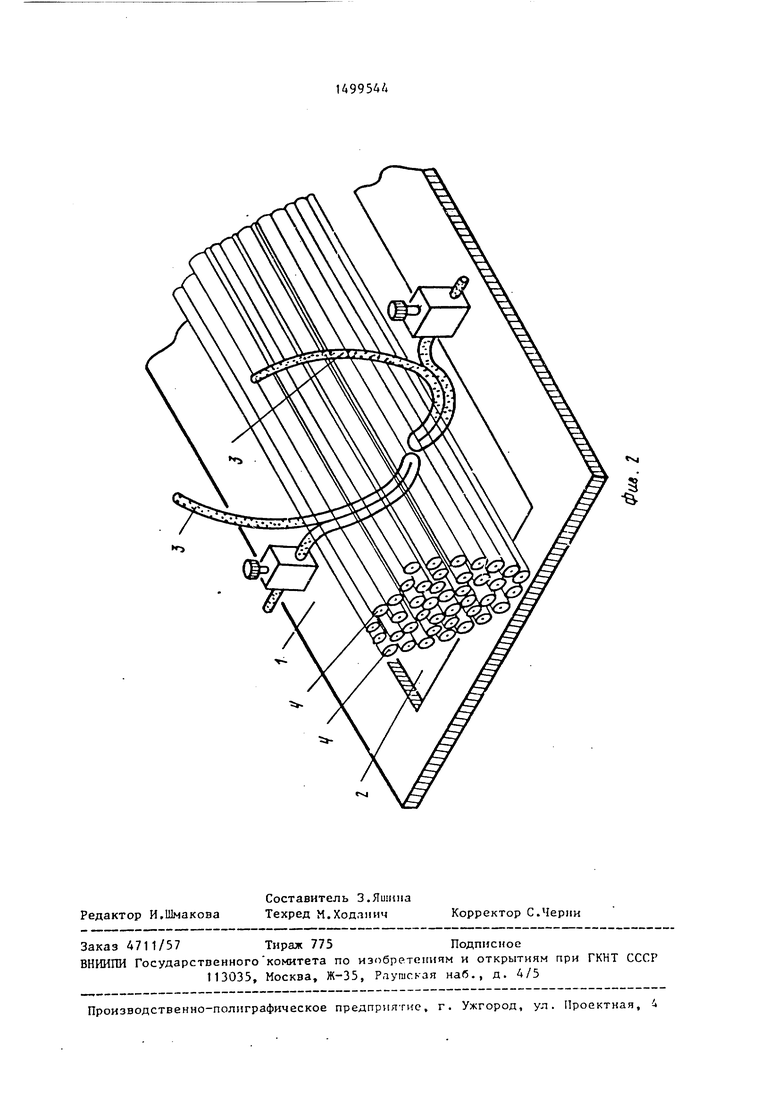
Изобретение относится к электротехнике и может быть использовано для раскладки проводов в жгут. Цель - улучшение эксплуатационных возможностей шаблона за счет снижения трудоемкости, повышения качества изготавливаемых жгутов путем формирования и фиксации нитями любого участка жгута, изготовления жгутов любых типоразмеров. Она достигается тем, что монтажная панель 1 шаблона имеет сквозной вырез 2 по трассе раскладки проводов, повторяющий контуры жгута. С двух сторон сквозного выреза 2, в листах отводов проводов и поворотов жгута, устанавливают дугообразные трассировочные штыри 3, образующие ложемент, необходимый для раскладки проводов и формирования жгутового изделия заданных типоразмеров. 2 ил.
| Шаблон для изготовления жгутов проводов | 1977 |
|
SU680063A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
