Изобретение относится к области изготовления массивных роторов электродвигателей литьем и может быть использовано при производстве асинхронных машин с массивными роторами.
Цель изобретения - снижение трудоемкости и повышение рабочих характеристик электродвигателя.
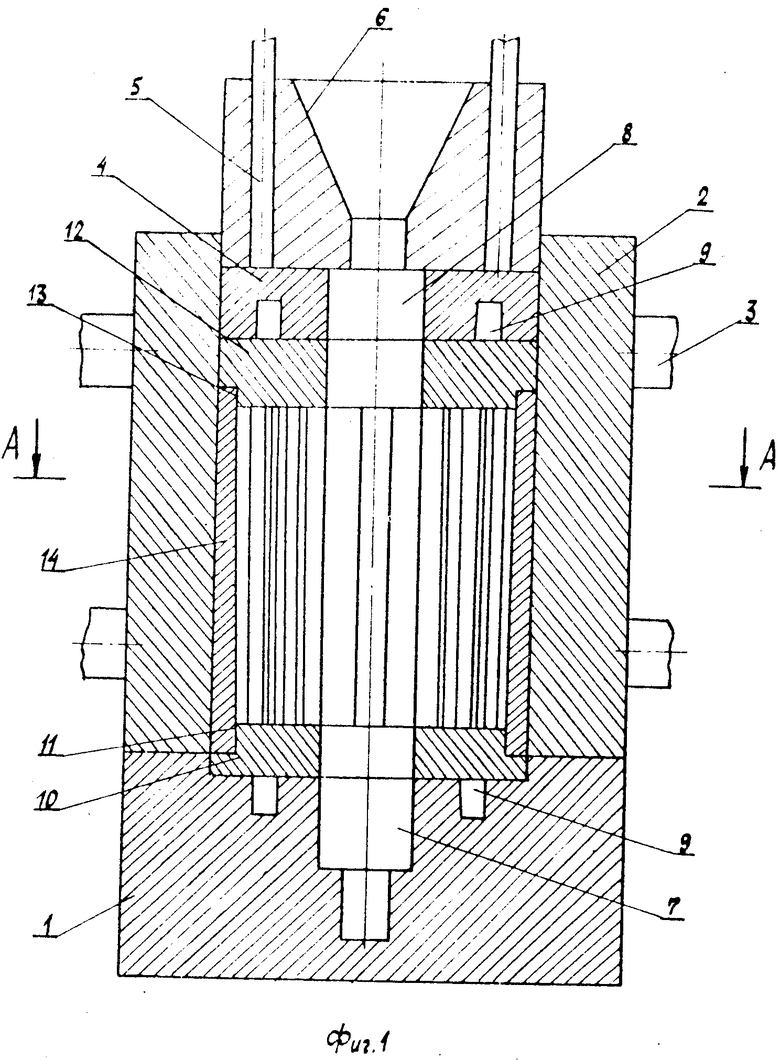
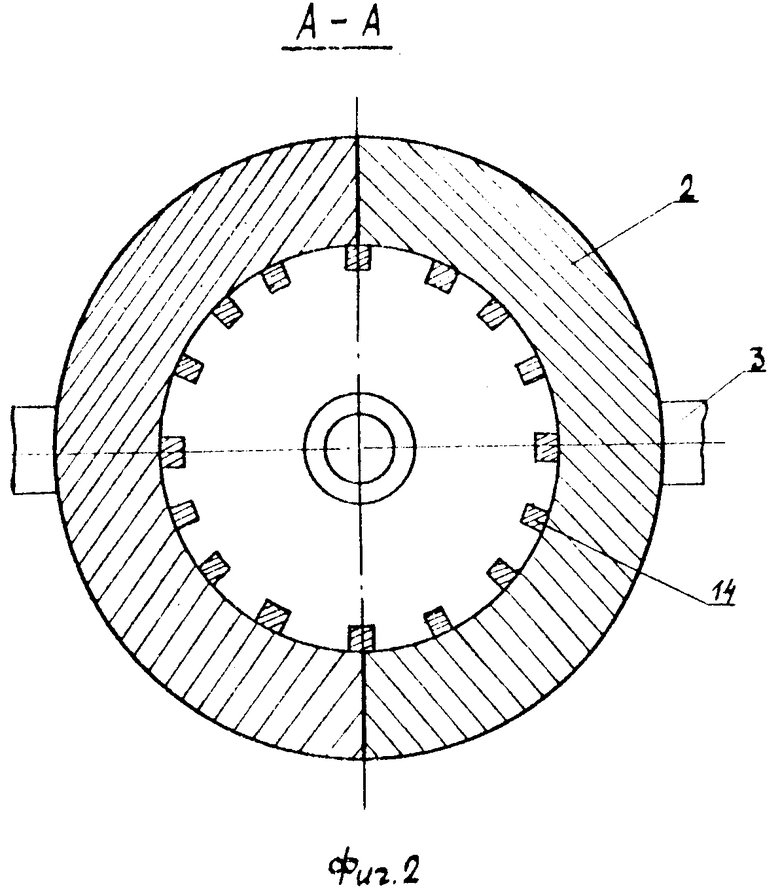
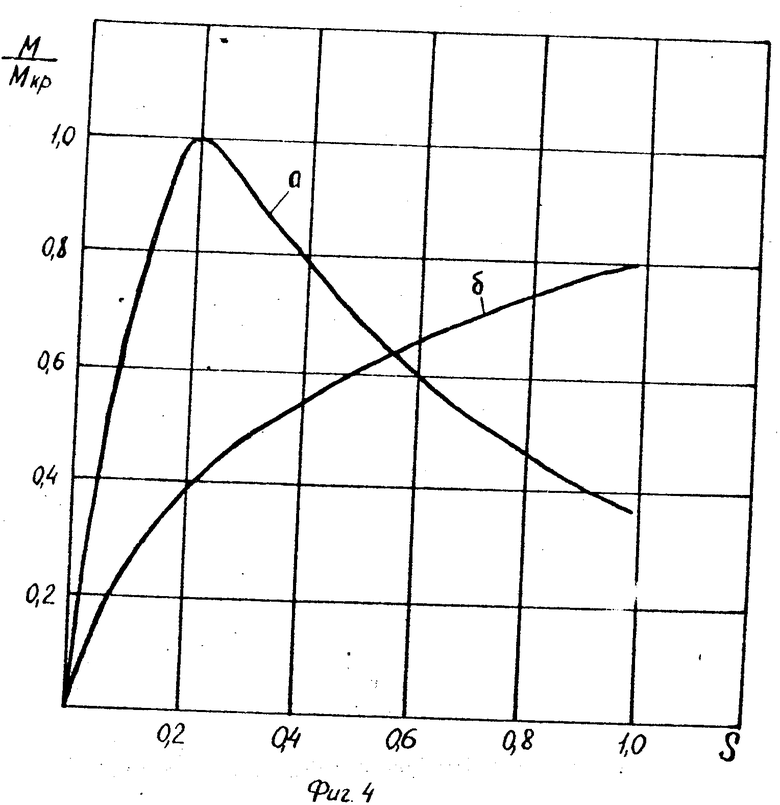
На фиг. 1 изображен общий вид литейной формы с элементами обмотки ротора в собранном виде перед заливкой стали; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - общий вид литейной формы после заливки в нее стали; на фиг. 4 - механические характеристики асинхронных двигателей с массивными роторами, изготовленными; а - по заявленному способу, б - по прототипу.
Литейная форма состоит из стального основания 1, двух полуцилиндрических стальных форм 2 со штоками 3, предназначенными для механического разведения и сведения форм 2 на основании 1, подвижной стальной крышки 4, толкателей 5 стальной литниковой чаши 6. В основании 1 и крышке 4 выполнены соответственно цилиндрические полости 7 и 8, предназначенные для формирования в процессе заливки конфигурации вала ротора электродвигателя. В основании 1 и нижней части крышки 4 выполнены полости 9 по форме вентиляционных лопастей ротора, предназначенные для формирования лопастей в процессе заливки.
"Беличья клетка" обмотки ротора состоит из двух алюминиевых колец: нижнего 10 с пазами 11 и верхнего 12 с пазами 13, а также алюминиевых штырей 14, установленных в пазах 11 и 13. При этом пазы 11 и 13 соответственно колец 10 и 12 выполнены по форме штырей 14, которые в сечении могут иметь любую форму, например прямоугольную, овальную и т. п.
Способ изготовления литого массивного ротора с короткозамкнутой обмоткой осуществляют следующим образом.
Предварительно осуществляют сборку литейной формы с элементами обмотки ротора путем последовательных установки на основание 1 формы нижнего торцевого алюминиевого кольца 10 с пазами 11, обращенными вверх, размещения в пазах 11 алюминиевых штырей 14 и заведения концов штырей 14 в пазы 13 верхнего торцевого алюминиевого кольца 12. После этого на верхнее кольцо 12 устанавливают подвижную крышку 4 с толкателями 5 и литниковую чашу 6. Собранную "беличью клетку" обмотки ротора закрывают двумя полуцилиндрическими формами 2. При этом указанные элементы "беличьей клетки" устанавливают в литейную форму с температурой, равной температуре окружающей среды (t= 20oC), т. е. холодными. Установка элементов клетки с указанной температурой обеспечивает упрощение технологии, а также способствует в дальнейшем интенсивному росту стальной корочки в зоне контакта расплава стали с алюминиевыми элементами обмотки ротора. После этого в литейную форму через литниковую чашу 6 заливают сталь с перегревом над температурой ликвидус, равными 50-100оС, причем заливку стали ведут со скоростью подъема в литейной форме, равной 25-30 мм/с.
При заливке в форму стали на границе ее контакта с обращенной к центру формы поверхностью алюминиевых штырей 14 и нижнего торцевого кольца 10 образуется тонкая окисленная корочка, состоящая из окислов FeO, Fe2O3 и Fe3O4, под которой в верхней ее части образуются первичные кристаллы стали. Причем по мере повышения уровня стали в форме первичные кристаллы увеличиваются и образуют зону кристаллизации стали, т. е. зону закупоривания алюминия, которая затем в процессе твердения полностью кристаллизуется и превращается в стальное тело изготавливаемого ротора. При контакте окисленной корочки стали с поверхностью алюминиевых штырей 14, покрытых пленкой оксида алюминия, под действием тепла расплава стали происходит растрескивание пленки на отдельные кусочки вследствие перехода оксида алюминия из одной модификации в другую, который характеризуется изменением объема кристаллической решетки. В этот же момент алюминиевые штыри 14 нагреваются и расплавляются. Расплава алюминия по трещинам, образованным в пленке оксида алюминия, начинает поступать к окисленной корочке стали, в результате чего происходит восстановление окислов стали по следующей схеме (например, для окисла Fe2O3):
Fe2O3+ 2Al → Al2O3+ 2Fe+Q (Дж)
Другие окислы стали также окисляются по аналогичной схеме.
Так как указанная экзотермическая реакция проходит с выделением большого количества теплоты, то в алюминиевом расплаве штырей 14 образуются вихревые тепловые (конвективные) потоки, которые разрушают целостность кусочков пленки оксида алюминия и разносят кусочки по всему объему алюминиевого расплава.
Аналогично происходит разрушение пленок оксида алюминия и в зонах соединения алюминиевых штырей 14 с нижними 10 и верхним 12 торцевыми кольцами при взаимодействии их с расплавом стали.
Кроме того, протекающая экзотермическая реакция позволяет автоматически очистить поверхность зоны закупоривания от корочки окисла железа путем восстановления окислов железа до железа, что приводит к образованию в указанной зоне промежуточного слоя, состоящего из молекул алюминия и железа (стали) и обладающего низким переходным электрическим сопротивлением, а также высокой прочностью сцепления стали и алюминия, что обеспечивает монолитность изготавливаемого ротора. Кроме того, промежуточный слой обеспечивает стабильность электрического контакта между алюминиевыми торцовыми кольцами обмотки и торцами стальной поверхности ротора, снижая тем самым электрическое сопротивление последнего. Все этого позволяет повысить рабочие характеристики двигателя при использовании в нем заявляемого массивного ротора (см. фиг. 4).
Для обеспечения плотности структуры алюминиевой "беличьей клетки" обмотки ротора в период кристаллизации алюминия в его расплаве создают дополнительное давление путем опускания подвижной крышки 4. При этом происходит качественное заполнение алюминием полостей 9, предназначенных для формирования вентиляционных лопастей ротора.
После охлаждения отливки до 300-400оС осуществляют размыкание полуцилиндрических форм 2, поднимают крышку 4 и литниковую чашу 6 и удаляют готовый цельнолитой массивный ротор с алюминиевой короткозамкнутой обмоткой.
Последовательность выполнения операций заявляемого способа, а также заявляемые температурный и скоростной режимы заливки стали в форму обеспечивают изготовление массивных роторов с высокими рабочими характеристиками при значительном упрощении технологии, предусматривающей выполнение минимального количества трудоемких операций.
(56) Заславский М. Л. Производство армированных и биметаллических отливок. М. : ВИНИТИ, 1979, с. 187.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2018 |
|
RU2682912C1 |
| Способ литья под давлением короткозамкнутого ротора электрической машины | 1989 |
|
SU1764804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ ТИПА БЕЛИЧЬЕЙ КЛЕТКИ В ЦИЛИНДРИЧЕСКОМ ОРГАНЕ РАБОЧЕЙ МАШИНЫ | 1936 |
|
SU52388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2008 |
|
RU2382474C1 |
| Способ изготовления ротора электрической машины | 1987 |
|
SU1511811A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА-РОТОРА АКСИАЛЬНЫХ ЦЕНТРОБЕЖНЫХ ДВИГАТЕЛЕЙ-НАСОСОВ | 2014 |
|
RU2550087C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| СПОСОБ РЕМОНТА И МОДЕРНИЗАЦИИ РОТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН ПЕРЕМЕННОГО ТОКА | 1995 |
|
RU2089989C1 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
| СПОСОБ РАЗДЕЛКИ ЛОМА ЭЛЕКТРОДВИГАТЕЛЕЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2038393C1 |
Использование: при изготовлении роторов электродвигателей литьем и производстве асинхронных машин с массивными роторами. Сущность: реализацию изобретения осуществляют путем последовательной установки в литейную форму нижнего торцевого алюминиевого кольца, вертикальных алюминиевых стержней и верхнего торцевого алюминиевого кольца. Указанные элементы образуют "беличью клетку ротора" и при установке в форму имеют температуру, равную температуре окружающей среды. После этого в литейную форму через литниковую чашу заливают сталь с температурой, превышающей температуру ее плавления на 50 - 100С и со скоростью подъема стали в форме 25 - 30 мм/с. 4 ил.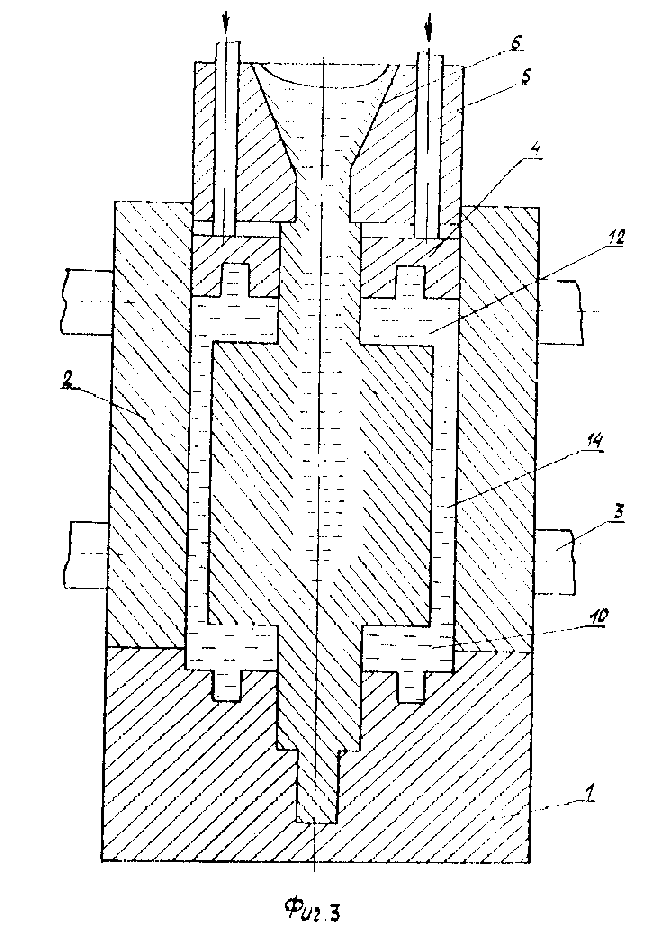
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГО МАССИВНОГО РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ С КОРОТКОЗАМКНУТОЙ ОБМОТКОЙ, включающий размещение и сборку в литейной форме элементов обмотки ротора и заливку литейной формы расплавом матричного металла, отличающийся тем, что, с целью снижения трудоемкости и повышения рабочих характеристик электродвигателя, элементы обмотки ротора используют в виде двух колец и штырей, выполненных из алюминия, и размещают упомянутые элементы в литейной форме по ее периферии по конфигурации "беличья клетка" ротора, в качестве матричного металла используют сталь с перегревом над температурой ликвидуса, равным 50 - 100oС а заливку ее ведут со скоростью подъема в литейной форме 25 - 30 мм/с.
