Изобретение относится к ..электротехнике, а именно к технологии производства электрических машин,.
Цель изобретения - упрощение технологии изготовления и повьшение качества.
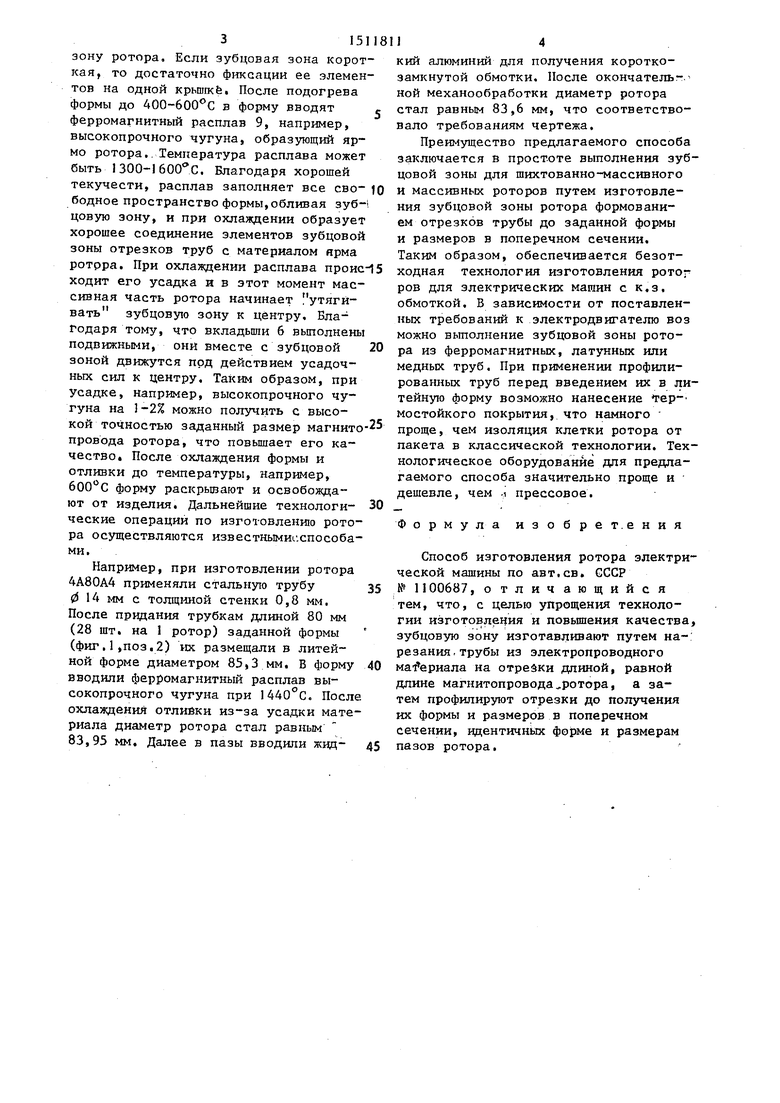
На фиг.1 показаны секторы ротора с различной формой пазов, поперечный разрез; на фиг.2 - технологическое оборудование для изготовления ротора.
В зависимости от назначения электрической машины зубцовая зона ротора может быть- вьтолнена с пазами различной формы, например с полуоткрытым клиновидным пазом 1, закрытым клиновидным глубоким пазом 2, двухклеточным пазом 3 или круглым пазом 4. Заданную.форму паза получают путем профилирования отрезков трубы из электропроводного материала например, из меди или латуни , длина которых равна длине магнитопровода ротора. Отрезки труб профилируют, пропуская.;их чег . рез фильеру, имеющую форму паза, или обжимая катящимися роликами, или путем последовательного объемного обжатия. Затем профилированные отрезки труб размещают на одной из крышек 5 с вкладышами 6 литейной формы 7, после чего в форму вводят, вторую крышку 8, в которой .также имеются вкладыши 6, эти вкладьппи вводят в зубцовую
00
гч
315118
зону ротора. Если эубцовая зона короткая, то достаточно фиксации ее элементов на одной крьшжЁ. После подогрева формы до 400-600 С в форму вводят с ферромагнитный расплав 9, например, высокопрочного чугуна, образJпoщий ярмо ротораf. Температура расплава может быть I 300-1 . Благодаря хорошей текучести, расплав заполняет все сво- jO бодное пространство формы, обливая зуб-i цовую зону, и при охлаждении образует хорошее соединение элементов зубцовой зоны отрезков труб с материалом ярма ротрра. При охлаждении расплава проис-15 ходит его усадка и в этот момент массивная часть ротора начинает утягй- вать зубцовую зону к центру. Благодаря тому, что вкладьпли 6 выполнены подвижными, они вместе с зубцовой 20 зоной движутся под действием усадочных сил к центру. Таким образом, при усадке, например, высокопрочного чугуна на 1-2% можно получить с высокой точностью заданный размер магнито-25 провода ротора, что повышает его качество. После охлаждения формы и отливки до температуры, например, форму раскрьшают и освобождают от изделия. Дальнейшие технологи- 30 ческие операций по изготовлению ротора осуществляются известнымисспособа- ми.
Например, при изготовлении ротора 4А80А4 применяли стальную трубу 35 0 14 мм с толщиной стенки 0,8 мм. После придания трубкам длиной 80 мм (28 шт. на 1 ротор) заданной формы (фиг.1,поз.2) их размещали в литейной форме диаметром мм. В форму 40 вводили ферромагнитный расплав высокопрочного чугуна при 1440°С. После охлаждения отливки из-за усадки материала диаметр ротора стал равным 83,95 мм. Далее в пазы вводили жид- 45
14
кий алюминий для получения коротко- замкнутой обмотки. После окончатель- ной механообработки диаметр ротора стал равным 83,6 мм, что соответствовало требованиям чертежа.
Преимущество предлагаемого способа заключается в простоте выполнения зубцовой зоны для шихтованно-массивного и массивных роторов путем изготовления зубцовой зоны ротора формованием отрезков трубы до заданной формы и размеров в поперечном сечении. Таким образом, обеспечивается безотходная технология изготовления ротог ров для электрических машин с к,з, обмоткой, В зависимости от поставленных требований к электродвигателю воз можно выполнение зубцовой зоны ротора из ферромагнитных, латунных или медных труб, При применении профилированных труб перед введением их в литейную форму возможно нанесение гер- мостойкого покрытия, что намного проще, чем изоляция клетки ротора от пакета в классической технологии. Технологическое оборудование для предлагаемого способа значительно проще и дешевле, чем прессовое.
Формула изобре т.е н и я
Способ изготовления ротора электрической машины по авт.св. GCCP № 1100687, отличающийся тем, что, с целью упрощения технологии изготовления и повьшения качества зубцовую зону изготавливают путем нарезания .трубы из электропроводного ма ериала на отрезки длиной, равной длине магнитопровода ротора, а затем профилируют отрезки до получения их формы и размеров в поперечном сечении, идентичньк форме и размерам пазов ротора.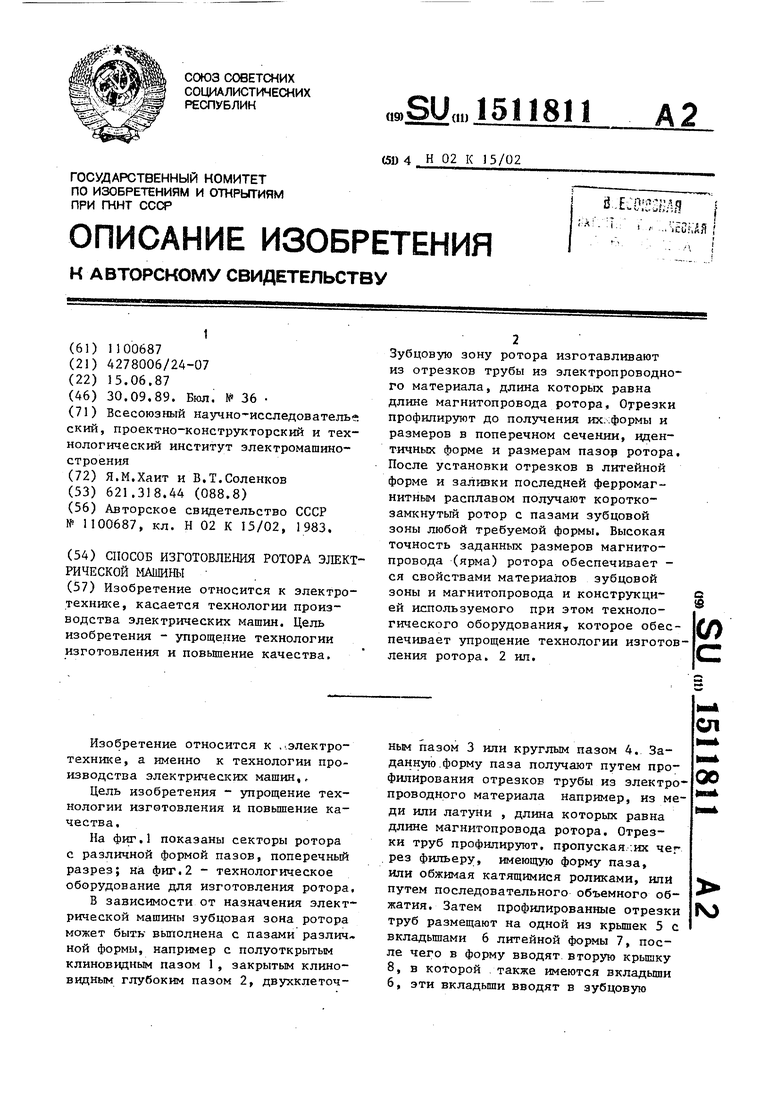
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора асинхронной электрической машины | 1987 |
|
SU1525820A1 |
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
| Способ изготовления магнитопровода электрической машины | 1983 |
|
SU1100687A1 |
| Ротор асинхронной машины и способ его изготовления | 1988 |
|
SU1585867A1 |
| Способ изготовления ротора электрической машины | 1985 |
|
SU1339778A1 |
| Ротор асинхронной электрической машины | 1983 |
|
SU1185502A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| Способ изготовления ротора электрической машины | 1989 |
|
SU1809499A1 |
| Способ изготовления ротора электрической машины | 1989 |
|
SU1647779A1 |
Изобретение относится к электротехнике, касается технологии производства электрических машин. Цель изобретения - упрощение технологии изготовления и повышение качества. Зубцовую зону ротора изготавливают из отрезков трубы из электропроводного материала, длина которых равна длине магнитопровода ротора. Отрезки профилируют до получения их формы и размеров в поперечном сечении идентичными форме и размерам пазов ротора. После установки отрезков в литейной форме и заливки последней ферромагнитным расплавом получают короткозамкнутый ротор с пазами зубцовой зоны любой требуемой формы. Высокая точность заданных размеров магнитопровода (ярма) ротора обеспечивается свойствами материалов зубцовой зоны и магнитопровода и конструкцией используемого при этом технологического оборудования, которое, помимо прочего, обеспечивает упрощение технологии изготовления ротора. 2 ил.
8
. v.-. Z-rt -: -:-.v.v: jV:..::-: .
. «. , --.«. - ,
, -,..,.. . . - I fI
.. . -..- . - .. -, -:.,. .1. ; .-- , . . .: ..:; .: . :: ..% ...: ..- . -;::..-: ;.. V - ... ../:: - - - v - . v:
. .«....- ....,, -0 ,..,
. f
| Способ изготовления магнитопровода электрической машины | 1983 |
|
SU1100687A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
