Изобретение относится к области электротехники, а именно к способам изготовления короткозамкнутых роторов для электрических машин, преимущественно асинхронных двигателей, и может быть использовано при их производстве.
Интенсивное развитие электроэнергетических технологий определяет актуальность проблемы улучшения эксплуатационных характеристик асинхронных электродвигателей, в том числе, их электропроводности. В решении данной проблемы важным фактором является качественная заливка литой обмотки.
Известен способ изготовления медной литой короткозамкнутой обмотки ротора асинхронного электродвигателя, включающий сборку литейной формы из шихтованного на оправке магнитопровода, закрытого с торцов двумя полуформами, нагревание готовой формы в печи до температуры 600-700°C, последующую подачу в литейную форму через металлопровод расплава меди при температуре 1280-1300°С, кристаллизацию расплава и извлечение из формы готового ротора с короткозамкнутой обмоткой (Патент на полезную модель UA №30220, Н02К 15/08, 2008).
Однако у ротора, изготовленного по данному известному способу, сравнительно низкие электротехнические характеристики электродвигателя за счет сравнительно низкого переходного сопротивления, полученного из-за плотного контакта между пазами ротора и литой короткозамкнутой обмоткой.
Известен способ изготовления короткозамкнутого ротора электрической машины, включающий формирование пакета из листов электротехнической стали, имеющих пазы под токопроводящие элементы, расположенные по геликоидной поверхности с углом осевой закрутки пазов относительно вертикали, составляющим 1-13°, и центральный сквозной паз, и образование токопроводящих элементов в пазах пакета и по его торцам путем заливки пакета листов ротора расплавленным до 700-750°С первичным алюминием (Патент RU 2171533, Н02К 15/02, 2001).
Однако при заливке ротора под давлением воздух не успевает выйти из пазов и образует раковины на дне пазов, так как выход воздуха между листами паза значительно затруднен. Большое количество задействованного в технологическом процессе оборудования вносит излишнюю сложность и снижает производительность. Велика вероятность окисления алюминия в процессе его заливки ковшом в литьевое оборудование. Указанные недостатки приводят к неудовлетворительному качеству (наличие литейных дефектов и высокому удельному сопротивлению материала отливки) литых короткозамкнутых обмоток роторов, к повышению стоимости их изготовления.
Известен способ изготовления ротора электродвигателя, включающий сборку литейной формы из шихтованного на оправке магнитопровода, закрытого с торцов двумя полуформами, предварительный нагрев ее в печи до температуры 300-400°C с последующей продувкой пазов магнитопровода воздухом и нагревом до температуры 400-500°С без доступа воздуха, подачу в нагретую литейную форму, установленную на плите вертикально, расплава алюминия под статическим давлением при температуре 750-850°С, его кристаллизацию и извлечение готового ротора с короткозамкнутой обмоткой (Патент RU 2382474, Н02К 15/02, Н02К 15/09, 2010). Принят за прототип.
При литье в кокиль расплавленный алюминий заполняет форму только под действием силы тяжести, поэтому отливки часто получаются некачественными. При заливке короткозамкнутой обмотки на дне пазов в стержнях обмотки образуются литейные дефекты в виде раковин различной формы и даже обрыв стержней, что значительно ухудшает электрические параметры ротора и всей электрической машины, а также полностью приводит в брак ротор. Этот недостаток обусловлен тем, что при заливке ротора воздух не успевает выйти из пазов и образует раковины на дне пазов, так как выход воздуха между листами в зоне дна паза значительно затруднен.
Перспективы дальнейших работ по совершенствованию технологии изготовления ротора с короткозамкнутой обмоткой, повышению его качества и долговечности связаны с разработкой и исследованиями новых более производительных технологических процессов.
Задачей предлагаемого изобретения является повышение качества роторов асинхронных электродвигателей за счет заливки с применением вибрации непосредственно к металлической форме.
Технический результат заключается в обеспечении возможности уменьшения токов рассеяния в обмотке ротора, повышения КПД электрической машины и улучшения ее эксплуатационных характеристик путем снижения электрических потерь за счет образования микрозазора между обмоткой и пакетом, играющего роль диэлектрика и уменьшения литейных дефектов - риска образования газовых раковин, непроливов, улучшения дендритной структуры отливки.
Сущность технического решения заключается в том, что в способе изготовления короткозамкнутой обмотки ротора электрической машины, включающем сборку литейной формы-кокиля из шихтованного на оправке пакета листов магнитопровода, закрытого с торцов двумя полуформами, нагревание готовой формы-кокиля в печи, заливку в нее расплава алюминия и выдержку на кристаллизацию, особенность состоит в том, что расплав нагревают до температуры не более 750°С, а после снижения температуры расплава до 720-730°С его рафинируют с последующей выдержкой при такой же температуре расплава не менее 20 минут, затем снимают шлак и заливают расплав из печи непосредственно в форму-кокиль через литниковую чашу, для этого предварительно форму-кокиль нагревают до температуры 580-610°C, устанавливают на вибростол, который включают при заливке с частотой вибрации в диапазоне 35-37 Гц, а после заливки на продолжающем работать вибростоле увеличивают частоту вибрации до 37-40 Гц и выдерживают залитую форму-кокиль в течение 1-2 минут. Кроме этого, расплав предпочтительно рафинируют таблеткой гексахлорэтана в расчете 200 грамм гексахлорэтана на 200 килограмм расплава. Целесообразно, что пакет листов магнитопровода шихтуют чередованием листов с прорезанной и непрорезанной перемычкой. Преимущественно подачу расплава из печи непосредственно в форму-кокиль выполняют с помощью разливочного желоба. В частности, литейную форму нагревают в плавильной печи сопротивления с выкатным подом. Ступенчатый режим работы вибростола регулируют желательно с помощью частотного преобразователя. Преимущественно используют алюминий марки А7Е ГОСТ 11069-2001. Полу формы затягивают предпочтительно шпильками. Целесообразно форму-кокиль устанавливать на вибростол горизонтально. Допускается форму-кокиль устанавливать на вибростол с наклоном заливочной части посредством ее поднятия на высоту 5-10 мм.
Совокупность данных существенных признаков обеспечивает получение указанного технического результата.
Алюминий имеет литейную усадку 0,8-1,1%, что при остывании расплава дает возможность образования микрозазора. Использование вибрации препятствует моментальной кристаллизации поверхностных слоев расплава, аступенчатое регулирование режима вибрации способствует организации направленного остывания, что образует частичный зазор между формой и закристаллизовавшейся коркой, который, играя роль диэлектрика, обеспечивает возможность уменьшения прохождения токов рассеяния в обмотке ротора и повышения КПД электрической машины. Вибрация способствует устранению дефектов во время отливки, выделению газов и неметаллических включений из расплава, образованию мелкой и однородной структуры. Улучшается дендритная структура отливки. Обеспечивается равномерное распределение центров кристаллизации по всему объему формы и получение дисперсной равноосной кристаллической структуры по сечению отливки. Использование ступенчатого регулирования частот вибрации включенного вибростола на этапе заливки и выдержки необходимо для устранения резонанса, а также для лучшего заполнения пазов магнитопровода. Дальнейшее использование вибрации нежелательно, так как это пагубно влияет на кристаллизацию отливки из-за разрушения растущих дендритов. Вибрация за счет постоянного перемешивания расплава металла обеспечивает равномерное распределение центров кристаллизации по всему объему формы и получение дисперсной равноосной кристаллической структуры по сечению отливки. Предложенные отличия позволяют получить микрозазор между обмоткой и пакетом, который играет роль диэлектрика, уменьшающего прохождения токов рассеяния. Значительно уменьшается риск образования газовых раковин, непроливов. Улучшается дендритная структура отливки.
Литье расплава в подогретые формы-кокили позволяет уменьшить растрескивание отливок. Заливка при температуре расплава 720-730°C обусловлена образованием в расплаве первых закристаллизовавшихся частиц (центров кристаллизации), обеспечивающих оптимальный размер зерен в готовом изделии при минимальных уровнях внутренних напряжений и минимальной вероятности образования горячих трещин. Чем больше температура нагрева алюминия, тем выше его текучесть, следовательно, лучше заполняется форма. Однако при повышении температуры алюминий окисляется более интенсивно, а образующиеся при этом оксидные пленки уменьшают электропроводность алюминия и могут вызвать трещины и разрывы стержней. При небольшом нагреве алюминия его жидкотекучесть становится меньше, следовательно, возникает опасность затвердения алюминия раньше, чем он полностью заполнит форму. Установлено, что температура расплава алюминия 720-730°С при заливке в формы-кокиля позволяет обеспечить минимальные внутренние напряжения при достаточном качестве отливки (отсутствие горячих трещин), а заливка при температуре расплава более 750°С не обеспечивает необходимых литейных свойств расплава, так как окисление находится в прямой зависимости от температуры. Для дополнительного снижения внутренних напряжений и вероятности образования горячих трещин предлагается производить нагрев заливаемых форм до 580-610°C. Прокаливание позволяет обеспечить лучшее заполнение формы алюминием. Снижается температурный градиент между расплавом и формой. Чем ближе температура формы к температуре расплава, тем меньше риск неполного заполнения пазов, а также снижается вероятность образования холодных трещин в отливке. Нагрев литейной формы перед заливкой выполняют для равномерного распределения алюминия по всей форме паза, так как масса сердечника ротора в несколько раз больше массы алюминия. Нагрев пакета ротора свыше 610°C приводит к образованию усадочных трещин, образованию окалины, которая может попадать в пазы.
Рафинирование таблеткой гексахлорэтана в расчете 200 г на 200 кг расплава обеспечивает интенсивное удаление из него газов и остальных примесей (примеси водорода, железа, азота и кремния). Превышение концентрации приведет к загрязнению расплава примесями, так как химическая реакция взаимодействия таблетки с загрязняющими элементами будет проходить неэффективно, а также приведет к преждевременному разрушению графитового тигля плавильной печи. Снижение концентрации не обеспечит количества активных элементов таблетки, необходимых для проведения реакции.
Подача расплава металла непосредственно из печи в литниковую чашу, например, по разливочному желобу исключает использование разливочных ковшей, благодаря чему в нем не образуются окислы, как это имеет место при заливке ковшом. Существенное снижение непосредственного контакта расплава с воздухом при его заливке из печи непосредственно в кокиль с помощью, например, разливочного желоба ограничивает количество кислорода, контактирующего с жидким металлом, и, соответственно, снижается количество образующихся оксидов, что обеспечивает более стабильный его состав.
Чередование листов с прорезанной и непрорезанной перемычкой над пазами обеспечивает лучшее удаление воздуха из формы.
Предложенные отличия позволяют получить между обмоткой и пакетом микрозазор, который играет роль диэлектрика, уменьшающего прохождения токов рассеяния. Значительно уменьшается риск образования газовых раковин, непроливов. Улучшается дендритная структура отливки.
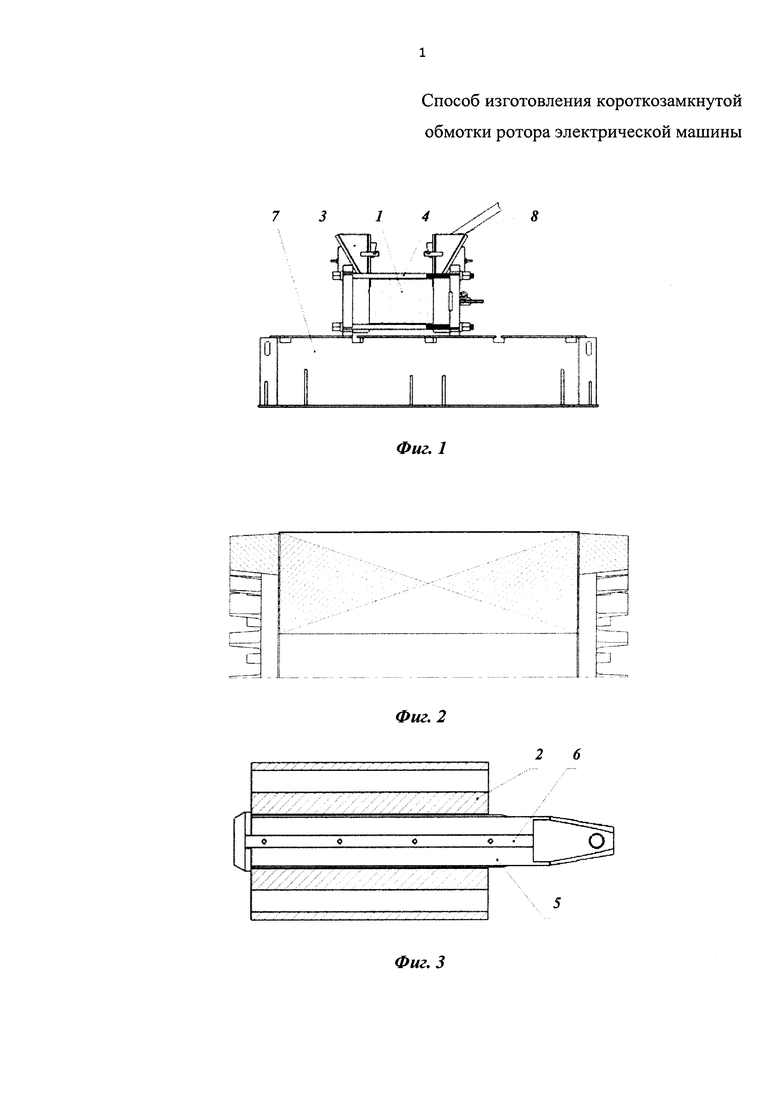
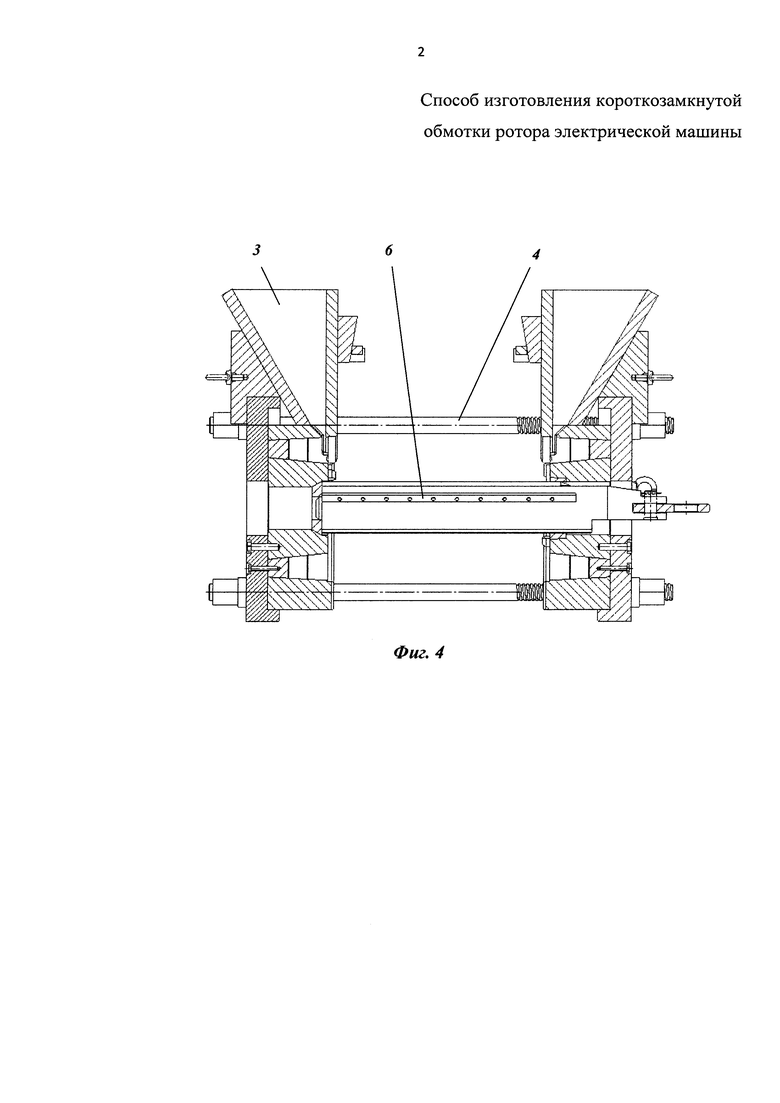
На фиг. 1 представлена форма-кокиль пакета листов ротора, установленная на вибростоле, общий вид; на фиг. 2 изображен пакет листов ротора, общий вид с частичным разрезом; на фиг. 3 представлена схема сборки пакета из листов с пазами; на фиг. 4 представлена литейная форма-кокиль, общий вид в разрезе.
Заливают короткозамкнутые роторы в специальных формах - кокилях. Собирают литейную форму (кокиль) из шихтованного на оправке пакета 1 листов 2 ротора - магнитопровода, закрытого с торцов двумя полуформами 3, которые затягиваются, в частности шпильками 4, закрепляющими всю сборку. Пакет 1 собирают на оправке 5 из листов 2 электротехнической стали, имеющих пазы под токопроводящие элементы и центральный сквозной паз. Листы 2 пакета 1 ротора поштучно по внутреннему отверстию устанавливаются на оправку 5, которая имеет конфигурацию, схожую с валом. Листы 2 ориентируются на оправке 5 путем совмещения шпоночного паза листа и шпонки 6 оправки 5 (фиг. 1, 3). Пакет 1 листов 2 ротора для удаления воздуха из формы шихтуется с использованием чередования листов 2, имеющих пазы с прорезанной и непрорезанной перемычкой (фиг. 2).
Затем всю конструкцию прокаливают, нагревая в печи с выкатным подом до температуры 580-610°C. Это температура нагрева кокиля, необходимая для заливки в него алюминия, которая позволяет избежать повреждения изоляции листов электротехнической стали. Печь с выкатным подом является удобным технологическим оборудованием ввиду простоты установки кокиля и возможности равномерного нагрева. Допускается использование любых известных типов печей.
В это время в плавильной печи сопротивления готовится расплав алюминия, в частности, марки А7Е (ГОСТ 11069-2001). Технологические параметры плавильной печи (максимальная температура в печи 1000°C) позволяют заливать формы только расплавом алюминия. Марка сплава алюминия выбирается при проектировании короткозамкнутого ротора исходя из номинального значения электропроводности. Она зависит не только от химического состава алюминия, но и от присутствия в нем различных неметаллических включений и окислов, способа заливки, режима охлаждения. Возможно использование алюминия марок А5, А5Е, А7, А7Е ГОСТ11069-2001. Возможность использования других сплавов при указанных параметрах вибрации требуют опытных испытаний.
Расплав нагревают до температурьте более 750°C, затем дают выдержку без поддержания температуры, при остывании расплава до 720-730°C проводят его рафинирование таблеткой гексахлорэтана в расчете 200 г/200 кг расплава. После проведения рафинирования расплаву дают выстояться при такой же температуре расплава не менее 20 минут, снимают шлак и заливают из печи непосредственно в форму-кокиль через литниковую чашу. Для этого нагретый кокиль подается в зону разливки, где устанавливается на вибростол 7. Форма-кокиль устанавливается в такое положение, в котором ее конструкция позволяет производить заливку. Обычно форму-кокиль устанавливают горизонтально. Допускается произведение заливки при наклоне заливочной части формы. Это осуществляется путем поднятия наклоняемой части на высоту 5-10 мм, например, подставляется стальной лист соответствующей высоты. Заливка осуществляется подачей расплава металла из печи по разливочному желобу 8 непосредственно в литниковую чашу 3 кокиля, исключая использование разливочных ковшей. Разливочный желоб 8 представляет собой трубу, по которой расплав попадается из сливочного окна печи непосредственно в форму-кокиль. Допускается использование разливочных ковшей чайникового типа. Форму-кокиль в процессе заливки расплава и выдержки формы после окончания заливки в течение 1 -2 минуты подвергают вибрации. Вибрация может быть сообщена различными известными способами. Режим работы вибростола 7 регулируется с помощью частотного преобразователя. Опытным путем установлены следующие параметры работы. На этапе заливки вибростол включают с частотой вибрации в диапазоне 35-37 Гц, затем, не выключая вибростол 7, форме дают выдержку при частоте вибрации 37-40 Гц в течение 1-2 минут. Использование таких частот необходимо для устранения резонанса, а также для лучшего заполнения пазов магнитопровода. В противном случае заливка становится невозможной. Вибрация проводится с начального момента заливки и продолжается по окончанию заливки после заполнения литниковых чаш полуформ 3 в течение 1-2 минут при большей частоте. Дальнейшее включение вибрации нежелательно, так как это пагубно влияет на кристаллизацию отливки из-за разрушения растущих дендритов.
В общеизвестных вибрационных способах заливки используется постоянная частота вибрации стола. В предлагаемом способе используется ступенчатая регулировка частоты вибрации на различных этапах. Благодаря ступенчатому регулированию режима вибрации происходит медленное плотное заполнение формы расплавом, что благоприятно сказывается на качестве литой короткозамкнутой обмотки ротора. При этом отсутствуют такие дефекты литья, как рыхлости и раковины, которые присущи литью под давлением и статическому литью. Получается отливка короткрзамкнутой обмотки ротора с короткозамыкающими кольцами и стержнями. После кристаллизации и охлаждения размыкаются полуформы и из кокиля извлекается готовый цельнолитой ротор с алюминиевой короткозамкнутой обмоткой.
Оборудование для заливки роторов данным способом простое, универсальное и безопасное.
ПРИМЕР. По описанному выше способу заливки на литейном участке завода была изготовлена опытная партия роторов с короткозамкнутой литой алюминиевой обмоткой для двигателей серии ДВВ 355 габарита. Алюминий марки А7Е в количестве 80 кг расплавлялся в электрической печи сопротивления емкостью 300 кг, затем подавался в нагретую до температурьте менее 580°C металлическую форму-кокиль. Залитый кокиль выдерживался на вибрационной установке, содержащей вибрационный стол 7 модели 21425 и частотный преобразователь, в течение 1-2 минуты с учетом добавочной выдержки под вибрацией в течение 10-15 секунд после окончания подачи алюминия в форму, затем остывал до температуры, достаточной для его разборки и извлечения залитого ротора.
Готовый ротор с короткозамкнутой обмоткой после извлечения из формы был подвергнут испытанию. Масса залитого ротора электродвигателя ДВВ-355, просчитанная методом математического моделирования, составляет 43,9 кг. Методом взвешивания было определено, что ротор, заливаемый без принудительной вибрации, имеет недобор по массе порядка 500-1000 г. Это говорит о неполной заполняемости пазов. Масса ротора, залитого на виброустановке, близка к рассчитанной математически и составляет порядка 43,8-44,1 кг.
Предлагаемый способ изготовления роторов исключает возможность неполного заполнения пазов алюминием, что повышает магнитные свойства ротора и КПД двигателя в целом. Снижается риск выхода двигателя из строя из-за проблем с обмоткой ротора, что улучшает эксплуатационные свойства электрической машины. Способ позволяет повысить заполняемость пазов собранного пакета ротора, тем самым улучшая качество роторов, исключая риск образования газовых раковин и непроливов. Способ не требует дорогостоящего оборудования и относительно прост. Чередование листов с прорезанной и непрорезанной перемычкой позволяет обеспечить высокое заполнение паза в связи с возможностью удаления воздуха через отверстия прорезанных перемычек. В случае применения описанной технологии токи и потери короткого замыкания составляют 323 А, 15,3 кВт, без применения описанной технологии 255 А, 11,8 кВт. Эти показатели напрямую влияют на технические характеристики изготавливаемого электродвигателя. Установлено, что на качество литой обмотки ротора полученной вибрационным способом влияет не только температура нагрева пакета ротора, температура заливки, время заливки и т.д. но и частота вибрации.
При воздействии вибрации на расплав происходит его интенсивное перемешивание, разрушается поверхностная корочка, образующаяся в результате литья первичного алюминия. При этом оболочки корочки играют роль дополнительных центров кристаллизации. В связи с тем, что перемешивание кристаллизирующегося металла равносильно увеличению переохлаждения, а, следовательно, ускорению процесса затвердевания, то в структуре мы можем иметь мелкозернистое строение. Но необходимо отметить тот факт, что добиться таких результатов возможно только лишь при минимально технологически допустимом перегреве металла. Еще одним положительным моментом влияния вибрации при литье первичного алюминия является высокая дегазирующая способность расплава, что также положительно сказывается на его электропроводности.
С образованием микрозазора между поверхностями пазов на внутренней поверхности пакета и поверхностями образованных в этих пазах алюминиевых стержней для исключения рассеяния тока в электротехническую сталь пакета решается проблема энергоресурсосбережения.
Предлагаемый способ изготовления роторов исключает возможность неполного заполнения пазов алюминием, что повышает магнитные свойства ротора и КПД двигателя в целом. Снижается риск выхода двигателя из строя из-за проблем с обмоткой ротора, что улучшает эксплуатационные свойства электрической машины. Способ позволяет повысить заполняемость пазов собранного пакета ротора, тем самым улучшая качество роторов, исключая риск образования газовых раковин и непроливов. Позволяет повысить качество ротора электрической машины путем уменьшения литейных дефектов, которые значительно ухудшают электрические параметры электродвигателя. Способ позволяет снизить токи и потери короткого замыкания в роторе, что подтверждается протоколами приемо-сдаточных испытаний.
Способ не требует дорогостоящего оборудования и относительно прост.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления короткозамкнутой обмотки ротора электрической машины | 2023 |
|
RU2832044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2008 |
|
RU2382474C1 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| Способ изготовления ротора асинхронной электрической машины | 1987 |
|
SU1525820A1 |
| Кокиль для центробежного литья | 1988 |
|
SU1569078A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ литья под давлением короткозамкнутого ротора электрической машины | 1989 |
|
SU1764804A1 |
Изобретение относится к области электротехники, а именно к способам изготовления короткозамкнутых роторов для электрических машин, преимущественно асинхронных двигателей. Собирают литейную форму-кокиль из шихтованного на оправке пакета листов магнитопровода, закрытого с торцов двумя полуформами. Расплав нагревают до температуры не более 750°C и выдерживают до снижения его температуры до 720-730°C. При такой температуре расплава его рафинируют с последующей выдержкой при такой же температуре расплава не менее 20 минут. Затем снимают шлак и заливают расплав из печи непосредственно в форму-кокиль через литниковую чашу. Предварительно форму-кокиль нагревают до температуры 580-610°C, устанавливают на вибростол, который включают при заливке с частотой вибрации в диапазоне 35-37 Гц. После заливки на продолжающем работать вибростоле увеличивают частоту вибрации до 37-40 Гц и выдерживают залитую форму-кокиль в течение 1-2 минут. Обеспечена возможность уменьшения токов рассеяния в обмотке ротора, повышение кпд электрической машины и улучшение ее эксплуатационных характеристик. 9 з.п. ф-лы, 4 ил.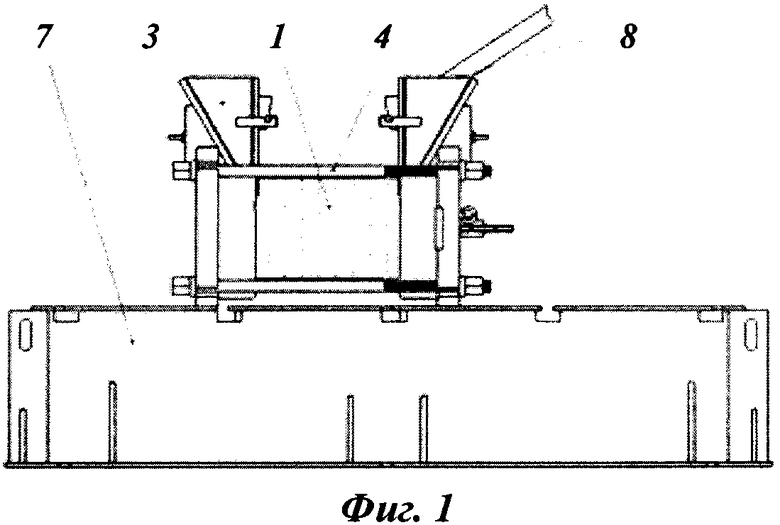
1. Способ изготовления короткозамкнутой обмотки ротора электрической машины, включающий сборку литейной формы-кокиля из шихтованного на оправке пакета листов магнитопровода, закрытого с торцов двумя полуформами, нагревание готовой формы-кокиля в печи, заливку в нее расплава алюминия и выдержку на кристаллизацию, отличающийся тем, что расплав нагревают до температуры не более 750°С, а после снижения температуры расплава до 720-730°С его рафинируют с последующей выдержкой при такой же температуре расплава не менее 20 минут, затем снимают шлак и заливают из печи непосредственно в форму-кокиль через литниковую чашу, для этого предварительно форму-кокиль нагревают до температуры 580-610°С, устанавливают на вибростол, который включают при заливке с частотой вибрации в диапазоне 35-37 Гц, а после заливки на продолжающем работать вибростоле увеличивают частоту вибрации до 37-40 Гц и выдерживают залитую форму-кокиль в течение 1-2 минут.
2. Способ по п. 1, отличающийся тем, что расплав рафинируют таблеткой гексахлорэтана в расчете 200 г гексахлорэтана на 200 кг расплава.
3. Способ по п. 1, отличающийся тем, что пакет листов магнитопровода шихтуют чередованием листов с прорезанной и непрорезанной перемычкой.
4. Способ по п. 1, отличающийся тем, что подачу расплава из печи непосредственно в форму-кокиль выполняют с помощью разливочного желоба.
5. Способ по п. 1, отличающийся тем, что литейную форму-кокиль нагревают в плавильной печи сопротивления с выкатным подом.
6. Способ по п. 1, отличающийся тем, что ступенчатый режим работы вибростола регулируют с помощью частотного преобразователя.
7. Способ по п. 1, отличающийся тем, что используют алюминий марки А7Е ГОСТ 11069-2001.
8. Способ по п. 1, отличающийся тем, что полуформы затягивают шпильками.
9. Способ по п. 1, отличающийся тем, что форму-кокиль устанавливают на вибростол горизонтально.
10. Способ по п. 1, отличающийся тем, что форму-кокиль устанавливают на вибростол с наклоном заливочной части посредством ее поднятия на высоту 5-10 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2008 |
|
RU2382474C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОГО РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171533C1 |
| Способ укладки двух слойной обмотки роторов электрических машин | 1970 |
|
SU388681A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА СТАТОРА ОДНОФАЗНОГО АСИНХРОННОГО ДВИГАТЕЛЯ | 1991 |
|
RU2016467C1 |
| Способ изготовления короткозамкнутых роторов электрических машин | 1987 |
|
SU1566444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ | 2010 |
|
RU2536142C2 |
| US 3469309 A, 30.09.1969. | |||

