Изобретение относится к обработке металлов резанием, в частности к режущему инструменту, и может быть использовано при проектировании и изготовлении концевых фрез.
Известна фреза по авторскому свидетельству СССР N 1547969, Кл.N B 23 C 5/10, 1990 г., содержащая корпус с установленными в его гнездах кассетами, имеющими сквозные П-образные пазы, в которых расположены режущие пластины, и крепежные винты, установленные в резьбовых отверстиях корпуса и контактирующие торцевой частью со стенкой паза кассеты, а также фреза снабжена разжимными винтами, установленными в резьбовых отверстиях стенки паза кассеты, выполненных соосно с резьбовыми отверстиями корпуса под крепежные винты.
Данная фреза представляет собой сложную конструкцию, имеющую малую стойкость и высокую трудоемкость изготовления.
Известна другая фреза по авторскому свидетельству СССР N 1445872, кл. B 23 C 5/10, 1988 г., принятая заявителем за прототип и содержащая сегментные режущие элементы, выполненные в виде усеченного конуса и установленные в гнездах корпуса своими большими основаниями.
Эта фреза малопроизводительна и сложна при изготовлении.
Задачей изобретения является создание производительного и высокостойкого инструмента при минимальных затратах на его изготовление.
Указанная задача решается тем, что фреза снабжена фиксаторами для закрепления периферийных режущих пластин, выполненных с плоской поверхностью и сегментным основанием, длина дуги которого больше половины длины описанной окружности основания на 12,5 - 13,0 %, а на корпусе вдоль стружковыводящей канавки выполнены цилиндрические отверстия глубиной ниже глубины стружковыводящей канавки под периферийные режущие пластины и фиксаторы, при этой каждая торцевая режущая пластина размещена в пазу, выполненном глубиной ниже глубины стружковыводящей канавки, а задняя стенка паза выполнена с цилиндрической поверхностью.
Кроме того, угол наклона стружковыводящей канавки выполнен переменным, причем периферийная часть расположена под углом 25 - 30o, а торцевая - под углом 5 - 8o к оси фрезы.
Кроме того, боковые ребра периферийной режущей пластины образованы цилиндрической поверхностью с радиусом 3-4 мм и высотой 4-6 мм, а на ее лыске выполнено глухое отверстие глубиной 1/4 толщины пластины и на 1/3 высоты от ее основания.
Кроме того, каждая торцевая режущая пластина установлена под углом 5 - 8o к оси фрезы в упомянутый паз и имеет противорежущую сторону в виде цилиндрической поверхности.
Кроме того, каждый упомянутый фиксатор выполнен с описанным диаметром, равным диаметру периферийной режущей пластины, и установлен в упомянутом цилиндрическом отверстии корпуса с натягом, а на его поверхности выполнены две параллельные лыски.
Кроме того, фиксатор одной лыской сопряжен с лыской периферийной режущей пластины, а сегмент, образованный цилиндрической поверхностью отверстия корпуса и другой лыской, заполнен клеем с образованием шпонки для удержания периферийной режущей пластины от проворачивания вокруг своей оси.
Кроме того, периферийные и торцевые режущие пластины закреплены соответственно в отверстиях и пазах корпуса посредством клея.
Приведенная совокупность признаков в сравнении с известным уровнем техники позволяет сделать вывод о соответствии заявляемого решения критерию "новизна". В то же время совокупность признаков, приводящая к решению поставленной задачи, явным образом не следует из уровня техники, поэтому заявляемое техническое решение соответствует критерию "изобретательский уровень".
На фиг.1 изображена концевая фреза, общий вид;
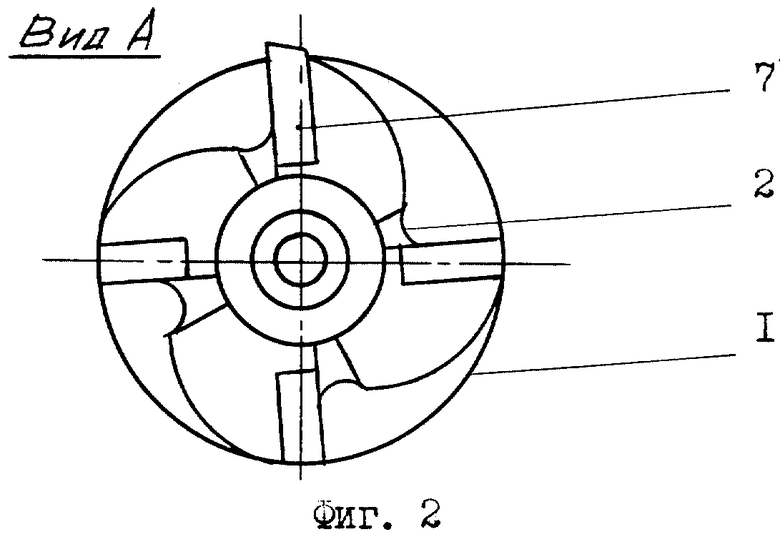
на фиг.2 - вид А на фиг.1;
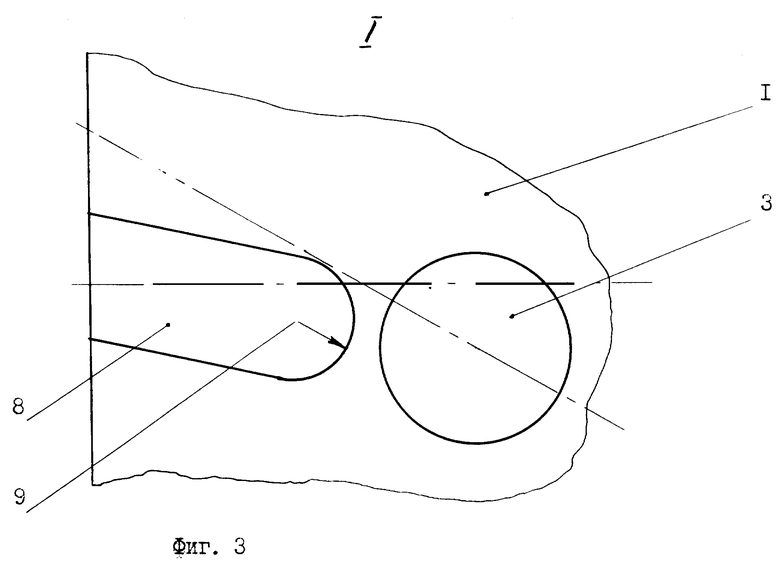
на фиг.3 - узел I на фиг.1 (без режущих пластин;
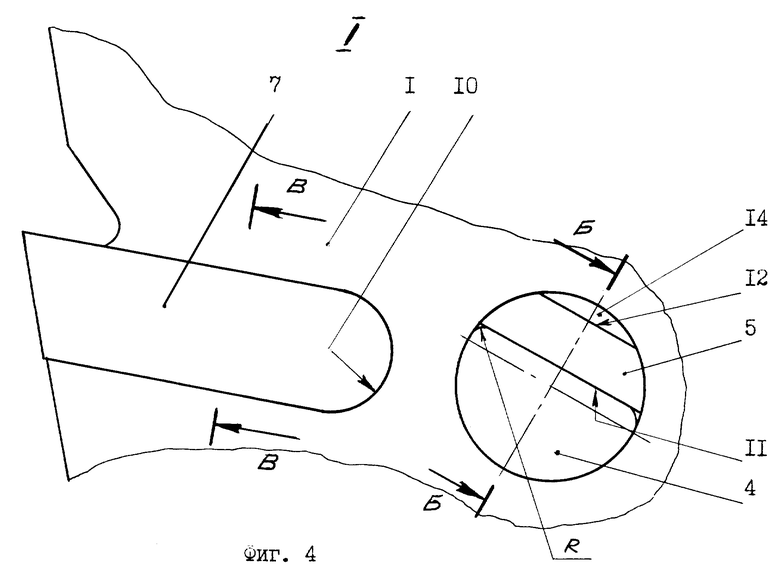
на фиг. 4 - узел I на фиг.1 (с режущими пластинами, фиксаторами и шпонкой);
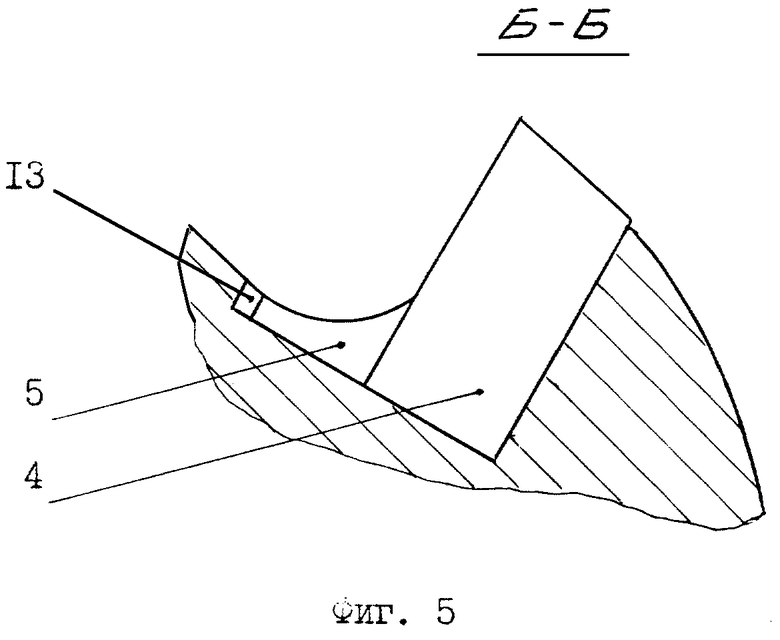
на фиг.5 - сечение Б-Б на фиг.4;
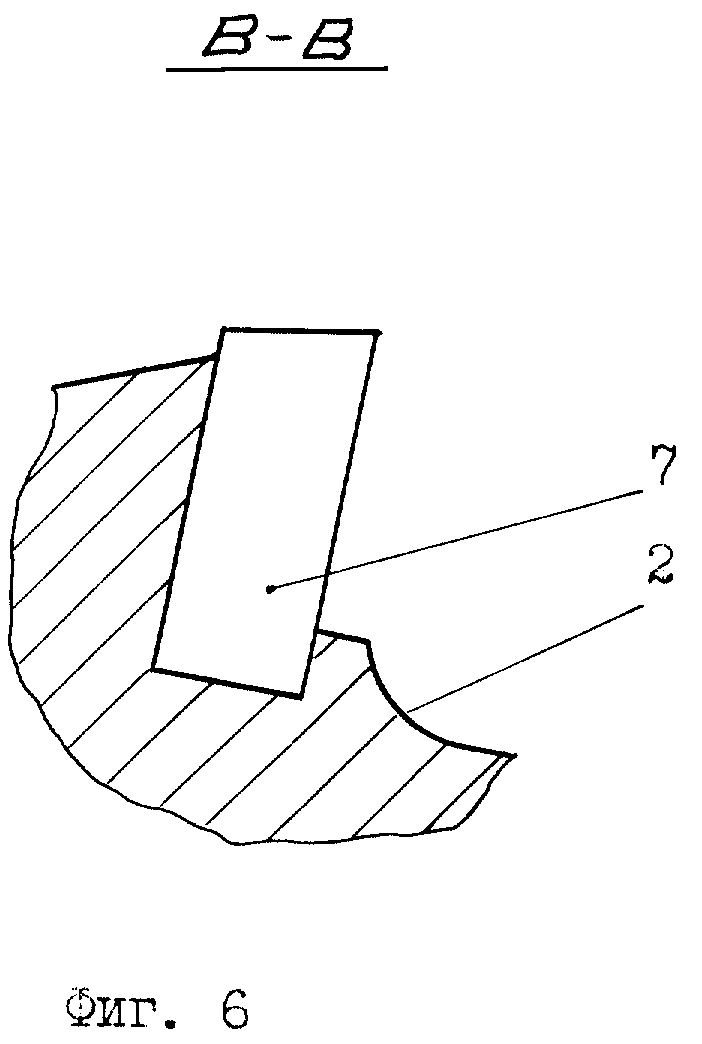
на фиг.6 - сечение В-В на фиг.4;
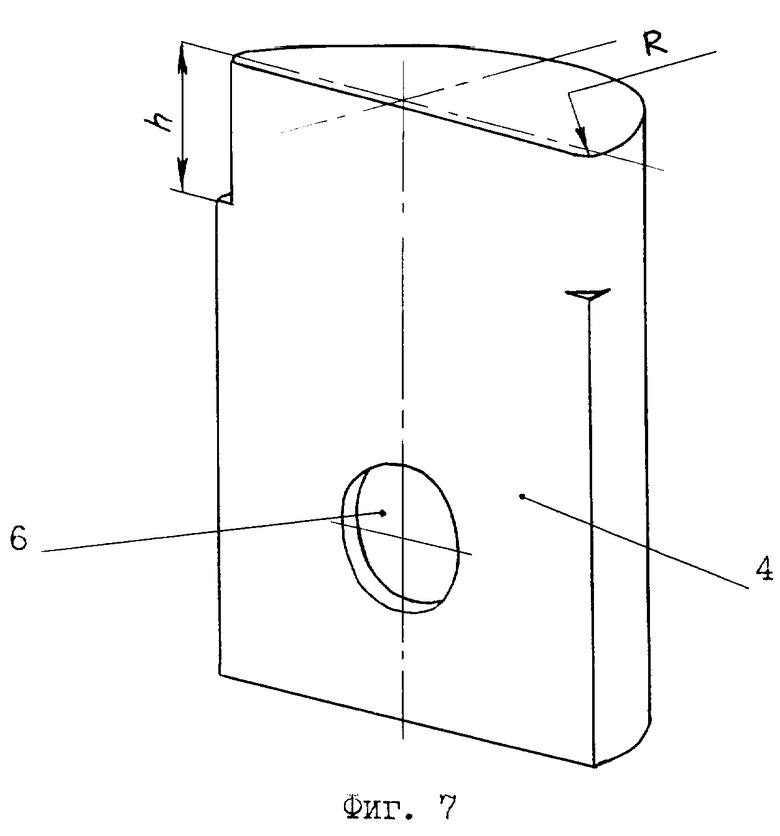
на фиг.7 - периферийная режущая пластина.
Концевая фреза состоит из корпуса 1, вдоль каждой стружковыводящей канавки 2 которого выполнены цилиндрические отверстия 3 глубиной ниже глубины стружковыводящей канавки 2 под периферийные режущие пластины 4 и фиксаторы 5, которыми закреплены пластины 4. Глубина эта выбрана для того, чтобы обеспечить надежную установку и крепление пластин 4 и фиксаторов 5 в отверстии 3. Угол наклона стружковыводящей канавки 2 выполнен переменным, причем периферийная часть расположена под углом 25 - 30o, а торцевая - под углом 5 - 8o к оси фрезы. Использованный переменный угол многократно повышает стойкость фрезы. Угол наклона торцевой части во многом обеспечивает прочность режущих пластин и тем самым ресурс работы фрезы. При угле, меньшем 5o, возникают большие усилия резания, что может привести к преждевременной поломке фрезы и снижению ее ресурса.
Боковые ребра периферийной режущей пластины 4 образованы цилиндрической поверхностью с радиусом 3-4 мм и высотой 4-6 мм, а на ее лыске выполнено глухое отверстие 6 глубиной 1/4 толщины и на 1/3 высоты от ее основания для извлечения ее из отверстия 3 и последующего использования.
Каждая торцевая режущая пластина 7 размещена в пазу 8, который выполнен глубиной ниже глубины стружковыводящей канавки 2, причем задняя стенка 9 паза 8 выполнена цилиндрической, а также каждая торцевая режущая пластина 7 установлена в пазу 8 под углом 5 - 8o к оси фрезы и имеет противорежущую сторону 10 в виде цилиндрической поверхности. Такая форма паза 8 и пластины 7 выбрана для наиболее плотной и надежной установки последней.
Фиксатор 5 выполнен с описанным диаметром, равным диаметру периферийной режущей пластины 4, и установлен в цилиндрическом отверстии 3 с натягом, а на его поверхности выполнены две параллельные лыски 11 и 12. Причем одной лыской 11 фиксатор 5 сопряжен с лыской периферийной режущей пластины 4, а сегмент 13, образованный цилиндрической поверхностью отверстия 3 и другой лыской 12, заполнен клеем с образованием шпонки 14 для удержания периферийной режущей пластины 4 от проворачивания вокруг своей оси.
Периферийные 4 и торцевые 7 режущие пластины закреплены соответственно в отверстиях и пазах 3 и 8 посредством клея.
Концевая фреза собирается следующим образом.
В предварительно смазанные клеем пазы 8 устанавливают также смазанные клеем торцевые пластины 7 с незначительным натягом. Аналогично поступают при установке каждой периферийной режущей пластины 4 в цилиндрические отверстия 3 с ориентацией режущих кромок каждой пластины параллельно углу стружковыводящей канавки 2. После чего устанавливают каждый фиксатор 5 с натягом, причем выдавленный избыток клея заполняет сегмент 13, таким образом образуя в нем сегментную шпонку 14.
Процесс извлечения для замены или переточки режущих пластин осуществляют следующим образом.
Фрезу нагревают в термошкафу до температуры деструкции и разложения клея, извлекают торцевые пластины 7 и периферийные пластины 4 из отверстия 6 с помощью приспособления - специального рычага.
За счет выполнения стружковыводящих канавок с переменным углом, установки торцевых режущих пластин под углом 5o - 8o, образования боковых ребер периферийных режущих пластин цилиндрической поверхностью с радиусом 3-4 мм, повышена стойкость инструмента, снижены затраты на изготовление, повышена производительность обработки изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| Дисковая фреза | 1991 |
|
SU1797525A3 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ СЛОИСТЫХ ПЛАСТИКОВ | 2014 |
|
RU2568231C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2080218C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Линейный исполнительный механизм | 2021 |
|
RU2752673C1 |
| Линейный исполнительный механизм гидросооружений | 2021 |
|
RU2752672C1 |
| СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И КОРПУС СВЕРЛА | 2010 |
|
RU2488464C1 |
| Фреза концевая | 2022 |
|
RU2811509C1 |
| Фреза | 1990 |
|
SU1779486A1 |
Изобретение относится к обработке металлов резанием, к режущему инструменту, проектированию и изготовлению концевых фрез. Технический результат: создание производительного и высокостойкого инструмента при минимальных затратах на его изготовление. Фреза снабжена фиксаторами для закрепления периферийных режущих пластин, выполненных с плоской поверхностью и сегментным основанием, длина дуги которого больше половины длины описанной окружности основания на 12,5 - 13,0%, а на корпусе вдоль стружковыводящей канавки выполнены цилиндрические отверстия глубиной ниже глубины стружковыводящей канавки под периферийные режущие пластины и фиксаторы, при этом каждая торцевая режущая пластина размещена в пазу, выполненном глубиной ниже глубины стружковыводящей канавки, а задняя стенка паза выполнена с цилиндрической поверхностью. 6 з.п.ф-лы, 7 ил.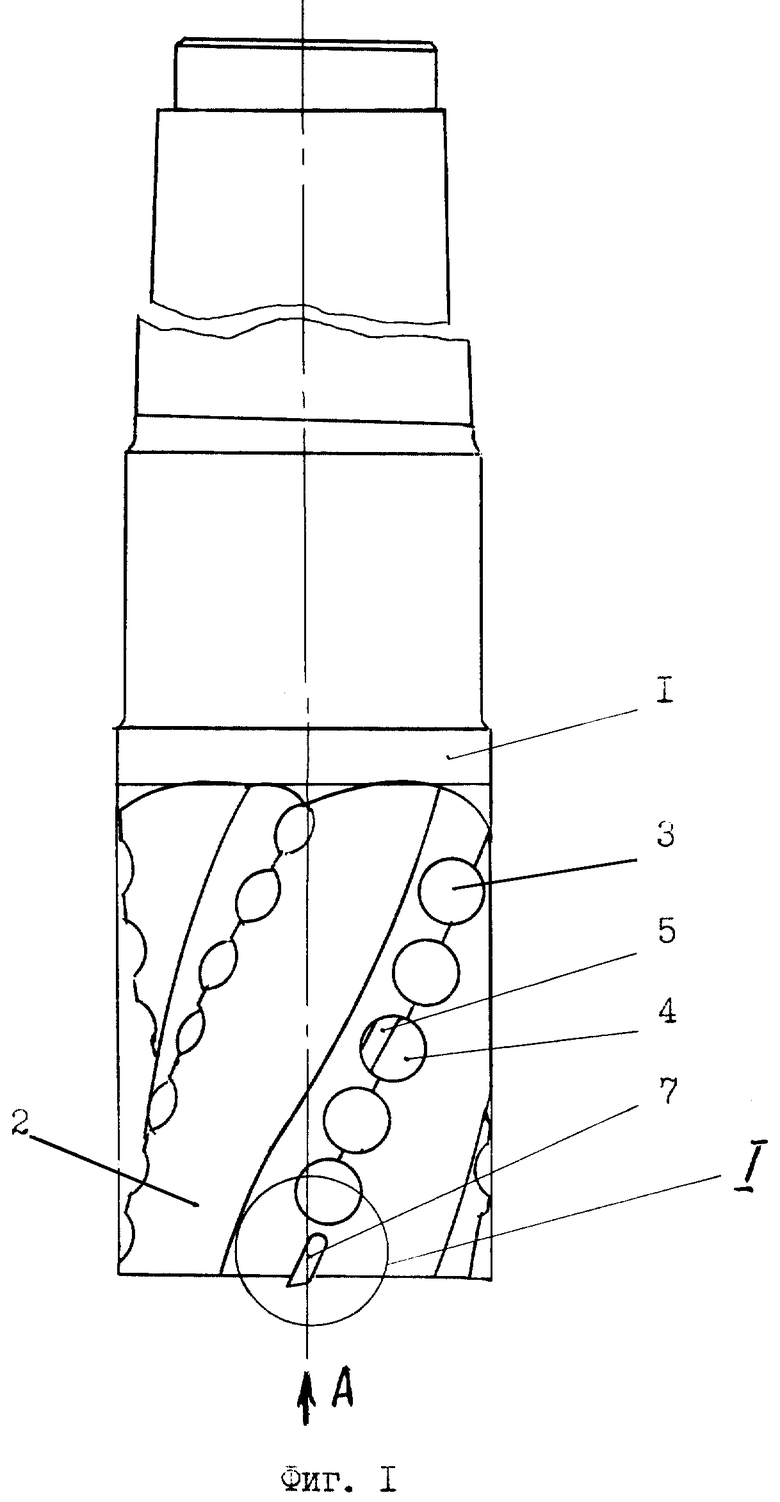
| Фреза | 1986 |
|
SU1445872A1 |
| SU 227052 A, 24.01.69 | |||
| Концевая фреза | 1976 |
|
SU596385A1 |
| Фреза | 1988 |
|
SU1547969A1 |
| Устройство для промывки плоских изделий | 1982 |
|
SU1115250A1 |
| US 1948648 A, 27.02.34 | |||
| Петров А.П | |||
| и др | |||
| Склеивание инструмента и оснастки в машиностроении | |||
| - М.: Машиностроение, 1985, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
