Изобретение относится к ремонтному оборудованию для двигателей внутреннего сгорания и может быть использовано, например, для чистовой обработки шатунных шеек коленчатых валов судовых двигателей,
В настоящее время при изготовлении и ремонте коленчатых валов двигателей внутреннего сгорания используют уникальные шлифовальные станки, Эти станки очень дороги и использовать их в мелкосерийном судоремонтном производстве экономически нецелесообразно, Поэтому на судоремонтных заводах для получения нужного ремонтного размера, обеспечения класса чистоты поверхности, обработку поверхности коренных шеек коленчатых валов производят на универсальных токарных станках с применением различных приспособлений со шлифовальным абразивным кругом. Обработка шатунных шеек на токарных станках неосуществима из-за смещения шеек относительно оси вращения вала. Центро- смесители применимы лишь для жестких коротких валов, а габаритные нежесткие валы обрабатывают таким способом невозможно. Обычно на судоремонтных заводах их обработку производят вручную в так называемых жимках.
Жимки представляют собой две длинные планки с вырезом по диаметру шейки. В этот вырез вставляется абразивная лента. Планки удерживаются и прижимаются лентой к шейке вручную. При этом усилие прижатия и врезания в тело зависит от усилия рабочего, ничем не контролируется, кроме интуиции рабочего. Этот процесс трудоемок, неэффективен, Более того, качество обработки, как правило, не отвечает предъявляемым требованиям.
Известен резец для обработки шеек коленчатого вала, предназначенный для обработки коренных шеек коленчатых валов, и использовать его для обработки шатунных шеек невозможно. Кроме того, производительность этого устройства невысока, так как обработка поверхности шейки производится одним резцом.
Наиболее близким по технической сущности к предлагаемому является устройство, содержащее охватывающий кольцевой разъемный корпус со шлифовальной головкой и опорными элементами с его внутренней стороны, связанный посредством ползуна и поворотного кронштейна с установочным элементом, причем ползун распо- ложен на установочном элемента, а поворотный кронштейн установлен на ползуне.
Недостатком этого устройства является низкая производительность, так как для flpjстижения требуемой точности обработки одной шейки потребуется многократное перемещение шлифовальной головки вдоль оси вала вручную, а также несколько раз
править абразивный камень. Кроме того, устройство не обеспечивает требуемое каче- ство обрабатываемой поверхности, поскольку опорные элементы копируют ту неправильную поверхность, которую надо
исправлять. Скорость шлифования на разных участках шейки разная, поэтому износ камня будет неравномерным, и это отразится на форме шейки вала: она не будет цилиндрической. Наконец, жесткость системы
очень мала, что также отразится на точности обрабатываемой поверхности.
Цель изобретения - повышение качества обработки и производительности и точности обработки.
Поставленная цель достигается тем, что
на корпусе устройства, выполненного в виде двух разъемных полуколец, в которых размещены обрабатывающие инструменты нарезана винтовая резьба и выполнены
клиновидные пазы с размещенными в них обрабатывающими инструментами клиновидной формы, а привод радиальной подачи выполнен в виде гайки, навинченной на резьбу корпуса, имеющего возможность
взаимодействовать с резцами.
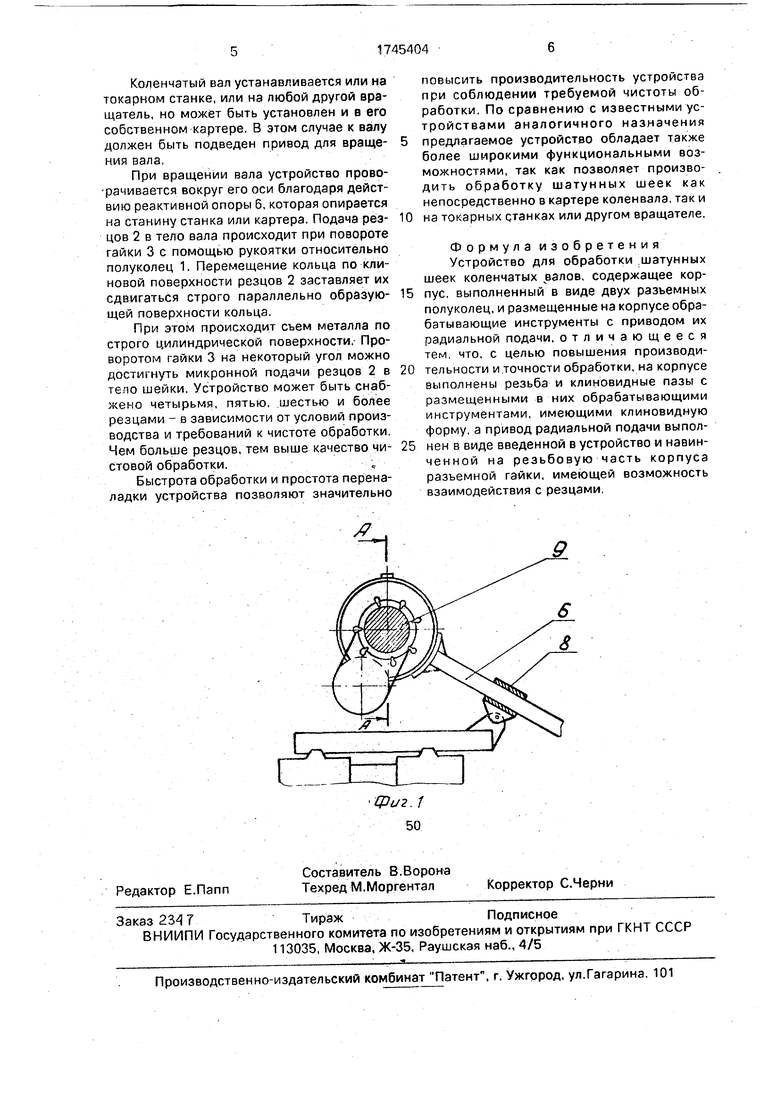
На фиг.1 представлено устройство, поперечный разрез, вид сбоку; на фиг.2 - разрез А-А на фиг.1.
Устройство для обработки шатунных
шеек коленчатых валов двигателей содержит два полукольца 1 с клиновидными прорезями, в которых размещены широколезвийные резцы 2. Полукольца охватывает гайка 3, выполненная также из двух половин. Полукольца 1 стягиваются болтами 4, а гайка 3 - болтами 5 и поворачивается с помощью рукоятки (не показана). К внешней стороне корпуса жестко прикреплена реактивная опора 6. Гайка 3 снабжена стрелкой
7, указывающей величину подачи резца. В подшипнике 8 размещена реактивная опора 6.
Устро. -ство работает следующим образом.
На обрабатываемую шатунную шейку 9 надевают полукольца 1 с установленными в ней резцами 2. Полукольца 1 стягивают в строго фиксированное положение болтами
4, Образовавшееся кольцо сдвигают относительно резцов 2 в крайнее левое положение, обеспечивающее их раздвижение по клину на максимальный размер. Половины гайки 3 стягиваются болтами 5 вокруг полукольца 1.
Коленчатый вал устанавливается или на токарном станке, или на любой другой вращатель, но может быть установлен и в его собственном картере. В этом случае к валу должен быть подведен привод для враще- ния вала,
При вращении вала устройство прово- рачивается вокруг его оси благодаря действию реактивной опоры 6, которая опирается на станину станка или картера. Подача рез- цов 2 в тело вала происходит при повороте гайки 3 с помощью рукоятки относительно полуколец 1. Перемещение кольца по клиновой поверхности резцов 2 заставляет их сдвигаться строго параллельно образую- щей поверхности кольца.
При этом происходит съем металла по строго цилиндрической поверхности, Про- воротом гайки 3 на некоторый угол можно достигнуть микронной подачи резцов 2 в тело шейки. Устройство может быть снабжено четырьмя, пятью, шестью и более резцами - в зависимости от условий производства и требований к чистоте обработки. Чем больше резцов, тем выше качество чи- стовой обработки.,.
Быстрота обработки и простота переналадки устройства позволяют значительно
повысить производительность устройства при соблюдении требуемой чистоты обработки. По сравнению с известными устройствами аналогичного назначения предлагаемое устройство обладает также более широкими функциональными возможностями, так как позволяет производить обработку шатунных шеек как непосредственно в картере коленвала, так и на токарных станках или другом вращателе.
Формула изобретения Устройство для обработки шатунных шеек коленчатых валов, содержащее корпус, выполненный в виде двух разъемных полуколец, и размещенные на корпусе обрабатывающие инструменты с приводом их радиальной подачи, отличающееся тем, что, с целью повышения производительности и точности обработки, на корпусе выполнены резьба и клиновидные пазы с размещенными в них обрабатывающими инструментами, имеющими клиновидную форму, а привод радиальной подачи выполнен в виде введенной в устройство и навин- ченной на резьбовую часть корпуса разъемной гайки, имеющей возможность взаимодействия с резцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА БЕЗ ЕГО ДЕМОНТАЖА | 1998 |
|
RU2134181C1 |
| Устройство для финишной обработки шатунных шеек коленчатых валов | 1976 |
|
SU657979A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |
| Способ Дагиса восстановления деталей | 1991 |
|
SU1814605A3 |
| Приспособление для обработки коренных и шатунных шеек коленчатых валов на месте | 1949 |
|
SU83367A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
Изобретение относится к ремонтному оборудованию для двигателей внутреннего сгорания и может быть использовано, например, для чистовой обработки шатунных шеек коленчатых валов судовых двигателей. -ta обрабатываемую шейку 9 надевают полукольца 1 с установленными в ней резцами 2. Полукольца 1 стягивают в строго фиксиА-Л рованное положение болтами 4. Образовавшееся кольцо сдвигают относительно резцов 2 в крайнее левое положение, обеспечивающее их раздвижение по клину на максимальный размер. Половины гайки 3 стягиваются болтами 5 вокруг полукольца 1. При вращении вала устройство проворачивается вокруг его оси благодаря действию реактивной опоры 6, которая опирается на станину станка или картера. Подача резцов 2в тело вала происходит при повороте гайки 3с помощью рукоятки относительно полуколец 1. Перемещение кольца по клиновой поверхности резцов 2 заставляет их сдвигаться строго параллельно образующей поверхности кольца. При этом происходит съем металла по строго цилиндрической поверхности. 2 ил. И g 4 g
| Daiwa Marine Industries, LTD, Япония, 1972. |
