Изобретение относится к механообра- ботке и может быть использовано для обработки как простых эллипсных поверхностей, так и сложных - состоящих из совокупности эллипсоидов вращения и эллипсных канавок с различными параметрами.
Цель изобретения - расширение технологических возможностей и уменьшение себестоимости обработки.
Указанные цели достигаются тем, что обрабатываемой детали сообщают вращение, а вершине режущего инструмента - движение подачи по эллипсной траектории. Последнюю располагают в плоскости проходящей через ось обрабатываемой детали.. При этом инструмент устанавливают в резцовой головке. Ось вращения головки располагают под непрямым углом к оси обрабатываемой детали. Головке сообщают перемещение вдоль ее оси и одновременное вращение вокруг ее оси (движение круговой подачи). Скорость осевого перемещения резцовой головки v определяют по выражению
v r wctga-sinp,
0)
где г- расстояние от вершины инструмента до оси вращения головки - малая полуось эллипса;
ы - угловая скорость головки;
а- угол между осями вращения головки и обрабатываемой детали;
р - угол поворота головки от ее исходного положения.
При обработке эллипсной канавки угол между осями вращения головки и обрабатываемой детали а определяют по выражению
ел ы со
a arcsin Za).
(2)
где а - глубина эллипсной канавки;
b - ширина ее.
При обработке эллипсоида вращения угол а определяют по выражению
а arc sin
R
где г - расстояние от вершины инструмента до оси вращения головки - малая полуось эллипсоида вращения;
R - большая полуось эллипсоида.
Указанные цели достигаются также тем, что устройство включает в себя резцедерж- ку с установленным в ней инструментом и копир, к рабочей поверхности которого поджат щуп. .Резцедержка выполнена в виде резцовой головки, которая установлена в подшипниках с возможностью ее вращения и одновременно.осевого перемещения. Щуп и инструмент установлены в головке с возможностью регулировки их положения в радиальном направлении. Вершины щупа и инструмента расположены в одной радиальной плоскости резцовой головки и равноудалены от ее оси. Рабочая поверхность копира выполнена плоской.
При обработке эллипсной канавки вершина инструмента должна быть направлена от оси вращения резцовой головки наружу.
При обработке эллипсоида вращения вершина инструмента должна быть направлена к оси вращения резцовой головки. Таким образом, способ имеет следующие отличительные признаки: ось вращения резцовой головки (РГ) устанавливают под непрямым углом;« к оси обрабатываемой детали; рг сообщают одновременно перемещение вдоль и вокруг ее оси; скорости движений РГ по п.2 согласовывают по уравнению (1); угол а подсчитывают по уравнению (2); угол а подсчитывают по уравнению (3). РГ установлена с возможностью ее вращения и одновременно осевого перемещения; щуп и инструмент установлены в РГ с возможностью регулировки в радиальном направлении ; вершины щупа и инструмента расположены в одной плоскости и равноудалены от оси РГ; рабочая поверхность копира - плоская.
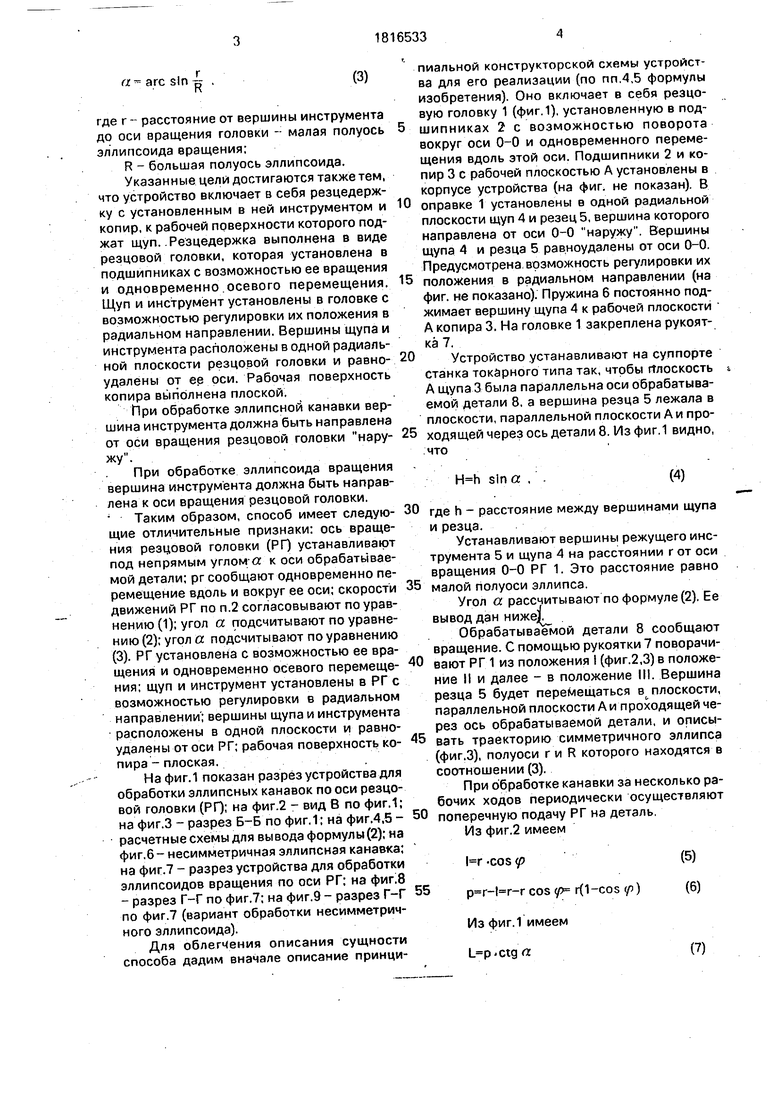
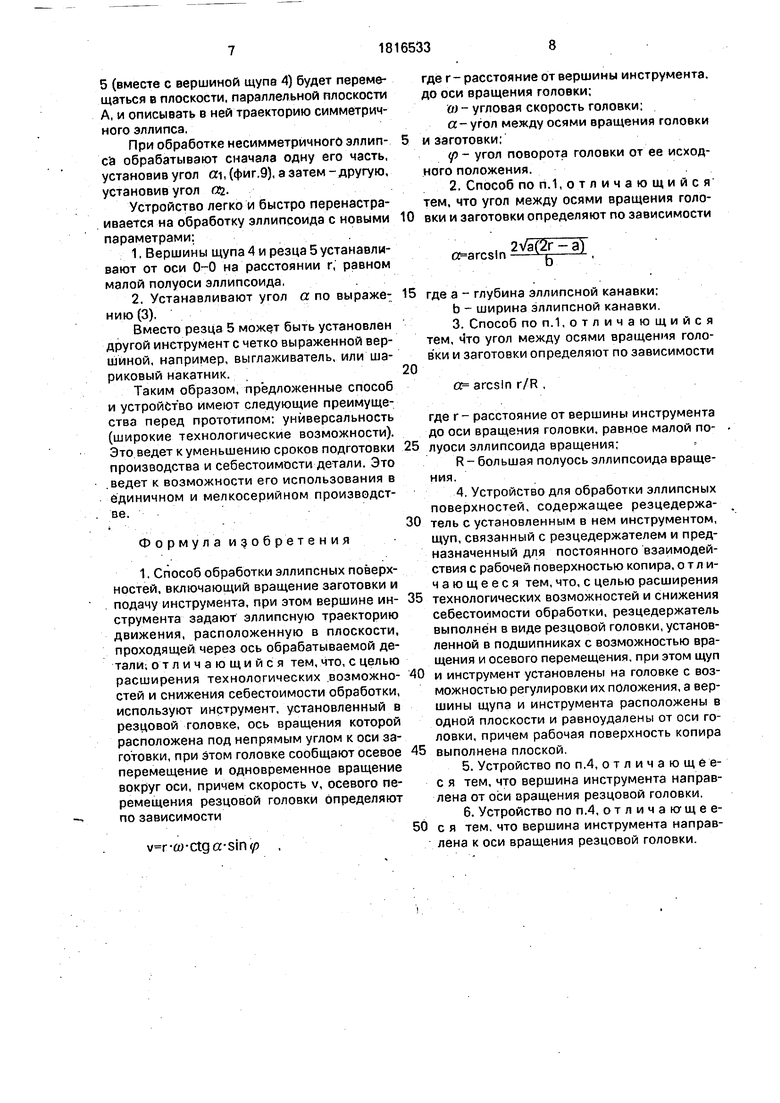
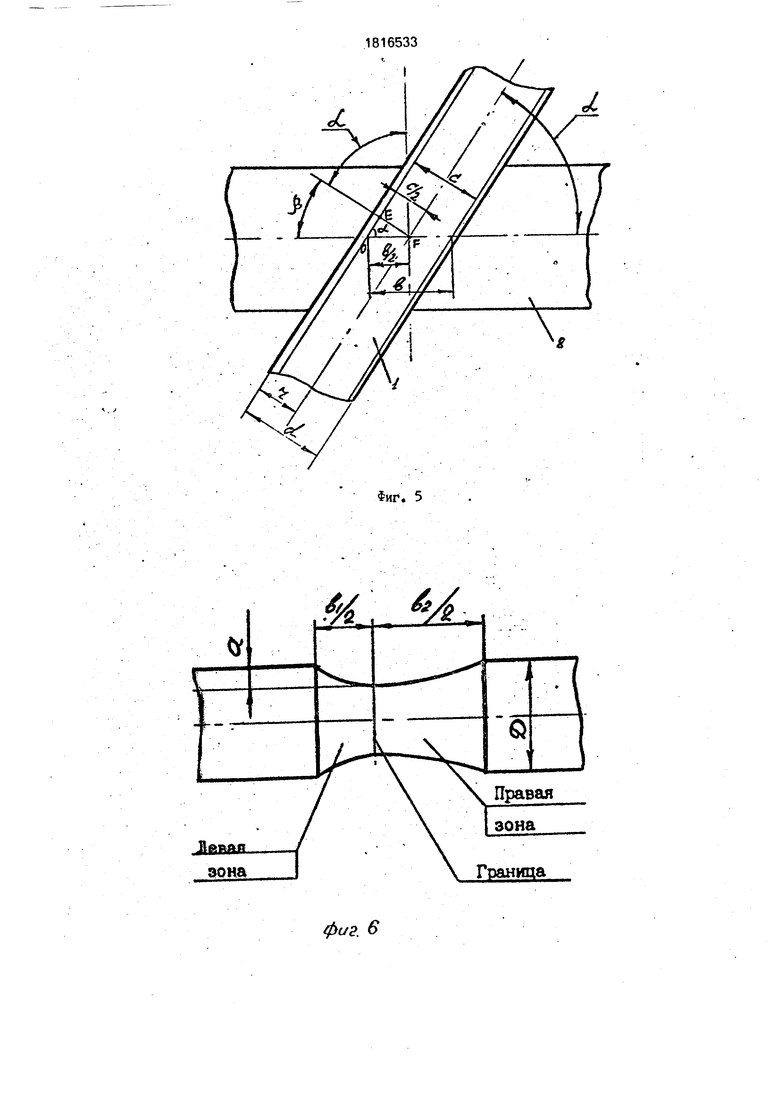
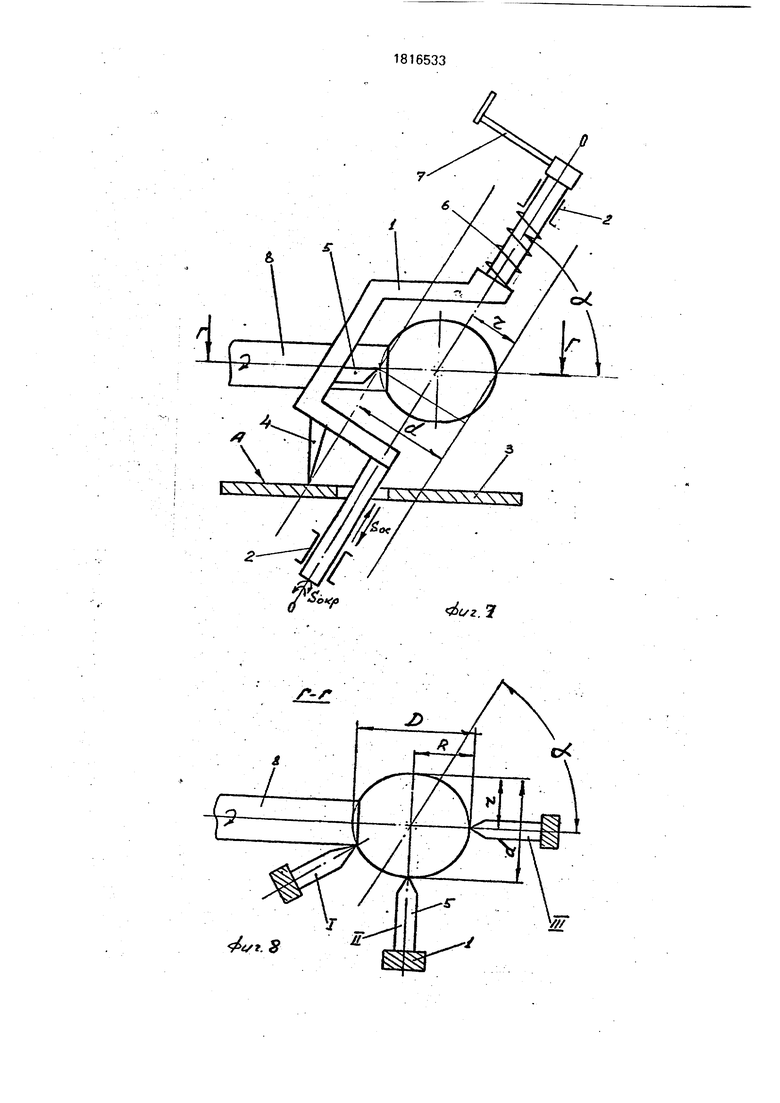
На фиг.1 показан разрез устройства для обработки эллипсных канавок по оси резцовой головки (РГ); на фиг.2 - вид В по фиг.1; на фиг.З - разрез Б-Б по фиг.1; на фиг.4,5- расчетные схемы для вы вода формулы (2); на фиг.6- несимметричная эллипсная канавка; на фиг.7 - разрез устройства для обработки эллипсоидов вращения по оси РГ; на фигб - разрез Г-Г по фиг.7; на фиг.9 - разрез Г-Г по фиг.7 (вариант обработки несимметричного эллипсоида).
Для облегчения описания сущности способа дадим вначале описание принци
пиальной конструкторской схемы устройства для его реализации (по пп.4,5 формулы изобретения). Оно включает в себя резцовую головку 1 (фиг.1). установленную в подшипниках 2 с возможностью поворота вокруг оси 0-0 и одновременного перемещения вдоль этой оси. Подшипники 2 и копир 3 с рабочей плоскостью А установлены в корпусе устройства (на фиг. не показан). В оправке 1 установлены в одной радиальной плоскости щуп 4 и резец 5, вершина которого направлена от оси 0-0 наружу. Вершины щупа 4 и резца 5 равноудалены от оси 0-0. Предусмотрена, возможность регулировки их положения в радиальном направлении (на фиг. не показано). Пружина 6 постоянно поджимает вершину щупа 4 к рабочей плоскости А копира 3. На головке 1 закреплена рукоятка 7.
Устройство устанавливают на суппорте станка токарного типа так, чтобы Плоскость А щупа 3 была параллельна оси обрабатываемой детали 8, а вершина резца 5 лежала в плоскости, параллельной плоскости А и про- 25 ходящей через ось детали 8. Из фиг.1 видно, что
10
15
20
sin а , .
(4)
где h - расстояние между вершинами щупа и резца.
Устанавливают вершины режущего инструмента 5 и щупа 4 на расстоянии г от оси вращения 0-0 РГ 1. Это расстояние равно малой полуоси эллипса.
Угол а рассчитывают по формуле (2). Ее вывод дан ниже
Обрабатываемой детали 8 сообщают вращение. С помощью рукоятки 7 поворачивают РГ 1 из положения I (фиг.2,3) в положение II и далее - в положение III. Вершина резца 5 будет перемещаться вь плоскости, параллельной плоскости А и проходящей через ось обрабатываемой детали, и описывать траекторию симметричного эллипса (фиг.З), полуоси г и R которого находятся в соотношении (3).
При обработке канавки за несколько рабочих ходов периодически осуществляют поперечную подачу РГ на деталь,
Из фиг.2 имеем
-со5(р(5) cos y r(1-cos (р) (6) Из фиг.1 имеем L p-ctgrt (7)
С учетом выражения (6) L r-etgor (1-cosy)
(8)
Осевая скорость будет равна первой производной L по времени t:
dL .. d r-Ctdo(11 - COS) .
dt
w
(9).
Взяв эту производную, Получаем уравнение (1):
о
v r4wctga-sinp, где ft)- угловая скорость, она равна
,, 7Г П
тяг
(Ю)
где п - частота вращения РГ 1 вокруг ее оси.
Рассмотрим ABD на фиг.4 . ВнемАВ-х г-а(11)
0
5
0
5
вращения РГ устанавливают под непрямым углом а к оси обрабатываемой детали (если угол ло a 90°, то на детали будет формироваться радиусная канавка). Угол подсчитывают по уравнению (2). РГ сообщают одновременное движение: перемещение вдоль ее оси и вращение вокруг этой же оси. Скорости этих движений должны быть согласованы по уравнению (1). В этом случае вершина инструмента будет описывать эллипс, лежащий в плоскости. Эту плоскость размещают так, чтобы она проходила через ось обрабатываемой детали.
Описанный способ можно реализовать с помощью различных конструкций при использовании инструмента в четко выраженной вершиной: проходного резца, алмазного выглаживателя, шарикового накатника и т.п.
П р и м е р 1. Необходимо обработать эллипсную кольцевую канавку с параметрами (фиг.З): мм. мм, мм.
По формуле (2) определяем угол cti: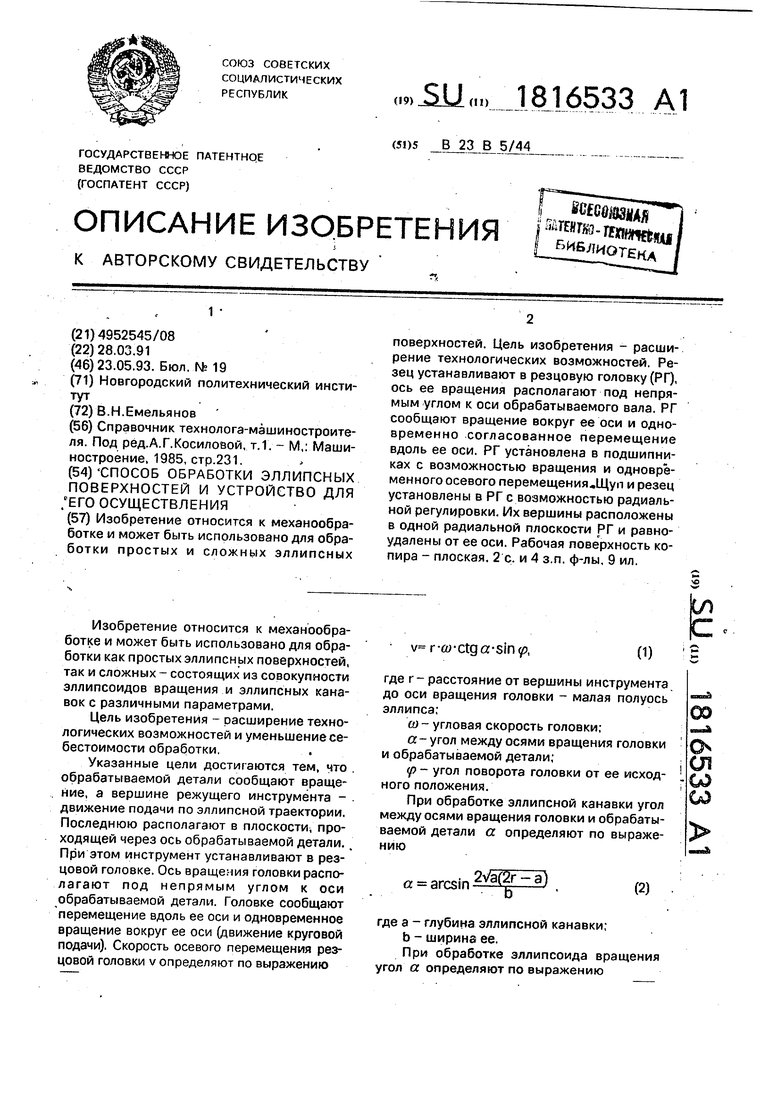

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения некруглых в попереч-HOM СЕчЕНии ТЕл | 1977 |
|
SU818752A1 |
| Устройство к токарному станку для обработки параболоидов | 1980 |
|
SU887060A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| Способ обработки некруглых валов | 1988 |
|
SU1579636A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Устройство для обработки параболоидов | 1986 |
|
SU1313561A1 |
| СПОСОБ АТТЕСТАЦИИ СТАНКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1990 |
|
RU2028873C1 |
| Резцовая головка | 1990 |
|
SU1774906A3 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |

Изобретение относится к механообра- ботке и может быть использовано для обработки простых и сложных эллипсных поверхностей. Цель изобретения - расширение технологических возможностей. Резец устанавливают в резцовую головку (РГ), ось ее вращения располагают под непрямым углом к оси обрабатываемого вала. РГ сообщают вращение вокруг ее оси и одновременно согласованное перемещение вдоль ее оси. РГ установлена в подшипниках с возможностью вращения и одновременного осевого перемещенияДЦуп и резец установлены в РГ с возможностью радиальной регулировки. Их вершины расположены в одной радиальной плоскости РГ и равноудалены от ее оси. Рабочая поверхность копира - плоская, 2с. и 4 з.п. ф-лы, 9 ил.
.
VAir- АВ
(12)
(13)
С учетом выражения (11) и (12) перепи- 30 шем уравнение (13) в виде
с/2 -Vr - х т/г - (г - af Vr4 - г + 2ar - az V2ar - a
Vad - a
(d-a)(14)
fr
Из выражения (14) находим величину с:
(15)
Va(d-a)
Из ДОЕР(фиг.5) видно, что 5 п«-§ Ј
(16)
С учетом выражения (15) перепишем уравнение (16) в виде
. „ 2Va(d-a) Sln а - (17)
Из выражения (17) можно найти угол о, получаем формулу (26).
Таким образом, для реализации способа по пп.1,2 формулы изобретения необходимо использовать резцовую головку. Ось
sin arc sin 0,846
30
ai 57°47
П р и м е р 2. Необходимо обработать несимметричную эллипсную кольцевую канавку (фиг.6) с параметрами; мм, мм, MM, D2 40 мм.
По формуле (2) определяем углы
01 57°47 , 02 39°23 .
Вначале устанавливаем угол а и обра- батываем левую зону по фиг.6. Затем устанавливаем угол «2 и обрабатываем правую зону эллипсной кольцевой канавки.
На фиг.7, 8 показана принципиальная
конструктивная схема устройства для обработки эллипсоида вращения (по п.п.4,6 формулы изобретения). Его конструкция
идентична конструкции вышеописанного
устройства по фиг.2. Отличие состоит в том,
что РГ 1 выполнена изогнутой. В этом изгибе установлен резец 5. вершина которого
направлена к оси 0-0 РГ 1.
Вершину резца 5 и щупа 4 устанавливают на расстоянии г от оси 0-0, которое должно быть равно малой полуоси эллипсоида. УГОЛ рассчитывают по уравнению (3) (п.З формулы изобретения). Обрабатываемой детали 8 сообщают вращение. С помощью рукоятки 7 поворачивают оправку 1 вокруг оси 0-0 из положения I (фиг.8) в положение II и далее - в положение III. Вершина резца
5 (вместе с вершиной щупа 4) будет перемещаться в плоскости, параллельной плоскости А, и описывать в ней траекторию симметричного эллипса,
При обработке несимметричного эллипса обрабатывают сначала одну его часть, установив угол сп, (фиг.9), а затем - другую, установив угол rxi.
Устройство легко и быстро перенастраивается на обработку эллипсоида с новыми параметрами:
Вместо резца 5 може.т быть установлен другой инструмент с четко выраженной вершиной, например, выглаживатель, или шариковый накатник.
Таким образом, предложенные способ и устройство имеют следующие преимущества перед прототипом: универсальность (широкие технологические возможности). Это ведет к уменьшению сроков подготовки производства и себестоимости детали. Это .ведет к возможности его использования в единичном и мелкосерийном производстве.
Формул а изобретения
)-ctga-siny ,
где г- расстояние от вершины инструмента, до оси вращения головки;
ы угловая скорость головки:
а- угол между осями вращения головки и заготовки:
р - угол поворота головки от ее исходного положения..
тем, что угол между осями вращения головки и заготовки определяют по зависимости
ct arcsln
2Va(2r - а)
где а - глубина эллипсной канавки; b - ширина эллипсной канавки.
а arcsln r/R ,
где г- расстояние от вершины инструмента до оси вращения головки, равное малой по- луоси эллипсоида вращения;
R - большая полуось эллипсоида вращения.
технологических возможностей и снижения себестоимости обработки, резцедержатель выполнен в виде резцовой головки, установленной в подшипниках с возможностью вращения и осевого перемещения, при этом щуп
и инструмент установлены на головке с возможностью регулировки их положения, а вершины щупа и инструмента расположены в одной плоскости и равноудалены от оси головки, причем рабочая поверхность копира
выполнена плоской.
фиг. В
4 4
Граница
| Справочник технолога-машиностроителя | |||
| Под рёд.А.Г.Косиловой, т.1 | |||
| - М,: Машиностроение, 1985, стр.231. |
