1
Изобретение относитея к станкостроению, а именно к станкам для обработки сферических иоверхностей.
Известно устройство, содержащее установленный с возмол ностью поворота конир с эксцентрично расноложенной державкой резца, размещенной с возможностью вращения и перемещения и связанной с копиром, установленным с возможностью новорота 1.
Однако в таком устройстве для каждого вида фасонной поверхности (в частности для каждого конкретного параболоида) необходимо рассчитывать, изготавливать и устанавливать конкретный конир, хотя и упрощенной формы; в процессе резания, при повороте державки с установленным в ней резцом, происходит изменение угла резания, что отрицательно влияет на качество обрабатываемых изделий.
Цель изобретения - расщирение технологических возможностей, а именно возможность обработки параболоидов с различными фокусными расстояниями при помощи одного копира и улучщение режимов обработки путем сохранения постоянного угла резания.
Это достигается тем, что оно снабжено предназначенной для размещения и копира платформой, установленной с возмол ностью осевого перемещения и связанной с державкой посредством введенной в устройство зубчатой передачи, при этом ось вращения корпуса установлена параллельно оси вращения детали и равноудалена от нее и верщины резца, а ось поворота державки проходит через вершину резца.
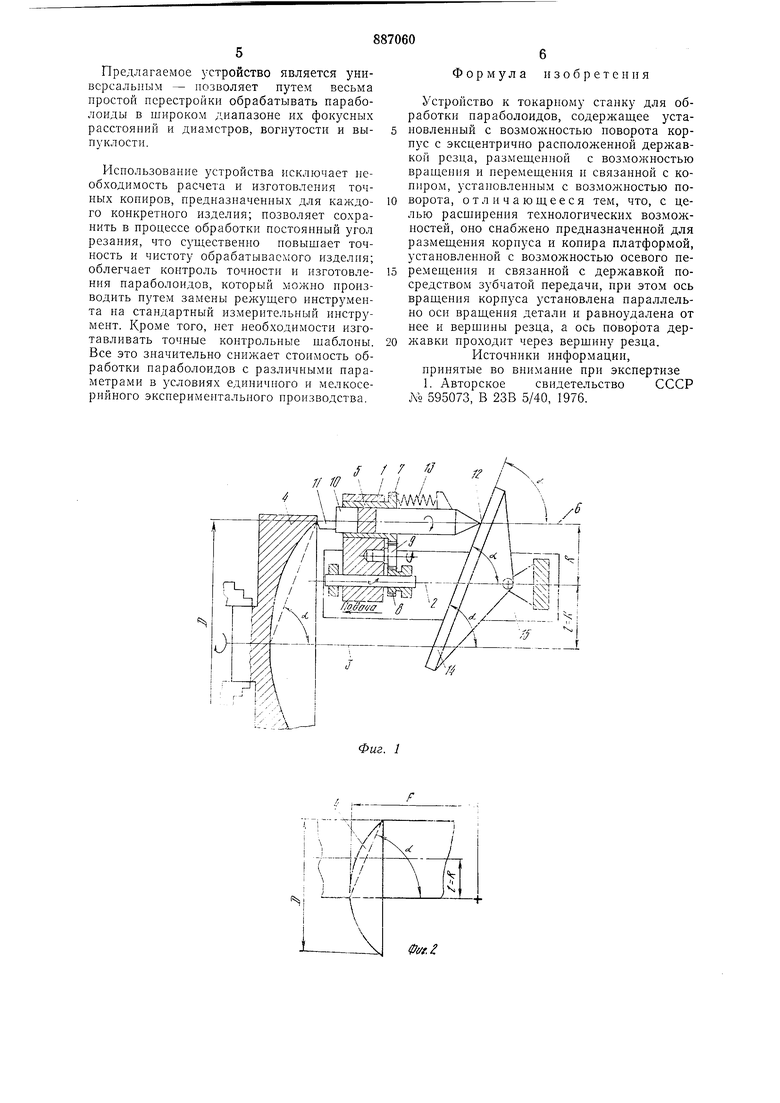
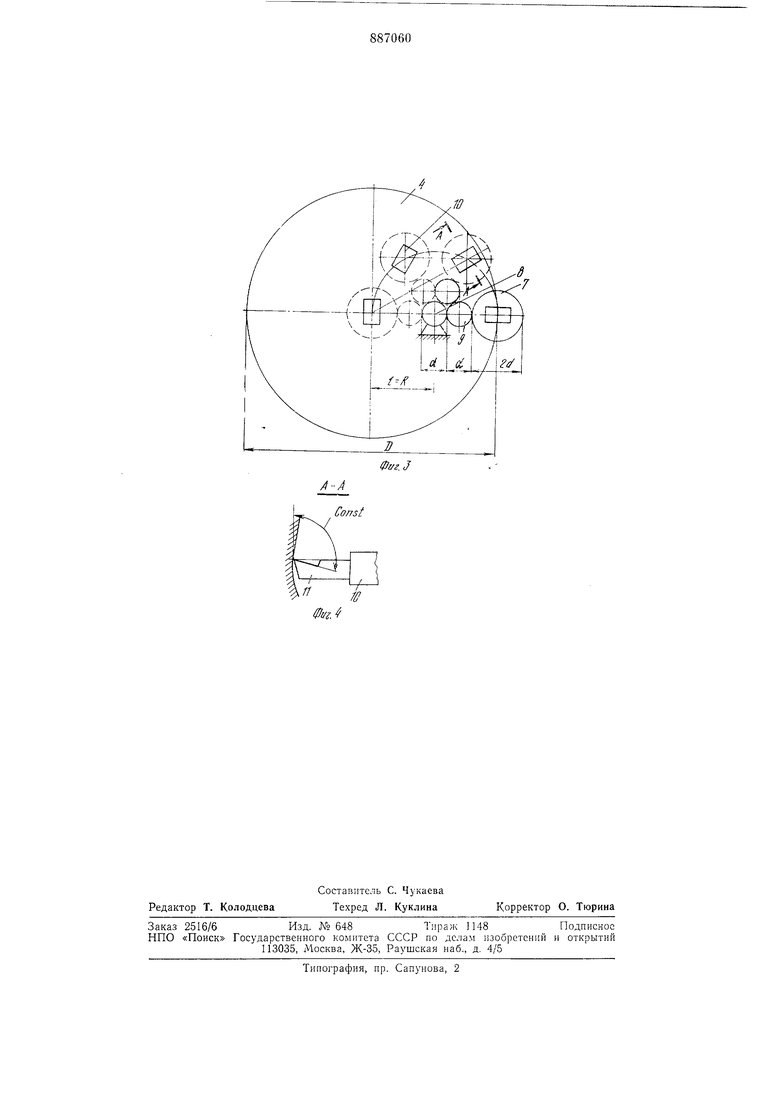
На фиг. 1 изображено устройство для обработки параболоидов с различными фокусными расстояниями; на фиг. 2 - взаимное пересечение кругового цилиндра и параболоида в профильной проекции; на фиг. 3 - схема поворота державки с резцом при помощи зубчатой передачи, примененной в устройстве для сохранения постоянного угла резания; на фиг. 4 - сечение А-А фиг. 3 (положение резца относительно поверхности, не меняющееся в процессе резания).
20 Устройство содержит корпус 1, Илмеющий возможность поворачиваться на 180° вокруг оси 2, отстоящей от оси 3 вращения заготовки 4 на расстояние /. В корпусе 1 размещена обойма 5 с возможностью поворота в нем вокруг оси 6. Причем, ось 6 находится от оси 2 на расстоянии R l. Обойма 5 связана с осью вращения корпуса 1 при помощи зубчатых колес 7-9 с передаточным отнощением 2, причем колесо
30 8 - неподвижно. В обойме 5 с возможностью осевого перемещения помещена державка 10 с резцом 11. Причем резец 11 уетапавливают таким образом, чтобы его вершина проходила через оеь 6. Щуп 12 при помощи упругого элемента 13 постоянно контактирует с нлоекостыо коннра 14, имеющей возможность устанавливаться нод различными углами и к оси 3 изделия и параллельным ей осям 2 и 6. Все элементы располол ены на платформе 15, при помощи которой осуществляется продольная подача. Устройство работает следующим образом. Заготовка 4, закрепленная в патроне токарного станка, вращается вокруг своей оси 3; Плоскость копира 14 установлена по отнощению к этой осп на расчетный угол а в завиеимоети от заданного фокуса параболоида , , 2F а arc Iff arc tg. О R Поворачивая корпус 1 вокруг оси 2 (например при помощи ручного червячиого привода) вводят резец 11 в контакт с заготовкой 4. Державка 1U, скользя своим щупом 12 но плоскости коппра 14, заставляет инструмент соверщать движение по эллипсу. Зубчатое колесо 9, поворачиваясь вместе с корпусом 1, обкатывается по неподвижному колесу 8 и тем самым приводит во вращение колеео 7 вместе с обоймой 5 и державкой 10 относительно оси 6 таким образом, что ориентация резца И относительно оси 3 остается неизменной, при этом сохраняется постоянный угол резания. После того, как корпус 1 сделает рабочий ход в полоборота (), его возвращают холостым ходом (при помощи того же червячного привода) в исходное положение, а платформу 15 подают вдоль оси 3 на величину глубины резания, после чего опять повторяют рабочий ход. И так до тех пор, пока не получат требуемый диаметр параболоида. Выбор расстояния между осями 2, 3 и 2, 6 зависит от максимального диаметра обрабатываемых параболоидов Q max А --4- Если же необходимо обрабатывать параболоиды меньших диаметров, то это достигается тем, что рабочий ход корпуса 1 будет составлять не полоборота (180°), а другую меньшую величину, т. е. траектория движения резца будет составлять не ровно половину эллипса, а какую-то меньшую его часть. Величина R (соответственно и /), необходимая для правильной установки устройства и определяющая его габариты выбирается, исходя из условий; производственной программы, определяющей максимальный диаметр изготавливаемых параболоидов, и имеющегося в наличии станочного парка (высота центров станка определяет л:акси:лальиы1 1 диаметр заготовки). Пример. Имеется токарщмп станок с высотой центров 500 мм. Следовате.плю максимальный диаметр за -ого1 ки, станавливаемой на этот станок, будет тах 1000 мм. Значит на этот станок мо/кпо Зстановить устро/ктво, у которого г: 250 мм. Длину державки 10 выбирают из соображений жесткости всей конструкции таким образом, чтобы ее перемещение относительно корпуса 1 составляло 200 мм. Установим нриепособлеиие так, чтобы ось 2 отстояла от оси 3 в горизонтальной плоскости на величину / / 250 мм. Тогда мы сможем обрабатывать нараболоиды с мм с фокусным расстоянием ,5 мм. Это следует из формулы параболоида y 4Fx где У - -- 500 мм -радиус параболоида; X 200 мм - ХОД державки; 312,5. Копир 14 необходимо установить нод 9jPр углом a arctg are tg в зависимости от заданного ,5 мм. Например, требуетея обработать нараболоид с параметрами / 417,5 мм, D 1000 мм. Для этого в устройстве с 250 мм и х 200 мм плоскость копира 14 необходимо установить под углом а arc tg - arc tg 1 73°20. При этом рабочий ход корпуса 1 будет составлять ровно полоборота (180°). При помощи этого же устройства можпо обрабатывать и параболоиды с фокусными расстояниями меньшими, чем / 312,5 мм. Но в этих случаях максимально возможные диаметры параболоидов (при том же ходе державки л; 200 мм) будут меньше inax 1000 мм. Например, требуется обработать параболоид с фокусным расстоянием ,5 мм. Для этого плоскость копира 14 необходиМО установить под углом ,а ,, arctg- rr: . Но в этом случае максимальный диаметр, который можно обработать, составлятьтах-4/FT 4/112,5-200 г 600 мм. При этом рабочий ход корпуса 1 составит не полоборота (180°), а меньще четверти (72°).
Предлагаемое устройство является универсальным - позволяет путем весьма простой перестройки обрабатывать параболоиды в широком диапазоне их фокусных расстояний и диаметров, вогнутости и вынуклостп.
Использование устройства исключает необходимость расчета и изготовления точных копиров, предназначенных для каждого конкретного изделия; позволяет сохранить в процессе обработки постоянный угол резания, что существенно повышает точность и чистоту обрабатываемого изделия; облегчает контроль точности и изготовления параболоидов, который можно пронзводить путем замены режуш,его инструмеита на стандартный измерительный инетрумент. Кроме того, нет необходимости изготавливать точные контрольные шаблоны. Все это значительно снижает стоимость обработки параболоидов с различными параметрами в уеловиях единичного и мелкосерийного экспериментального производства.
Формула изобретения
Устройство к токарному станку для обработки параболоидов, содерл ащее установленный с возможностью поворота корпус с эксцентрично расиоложенной державкой резца, размеш.енной с возможностью враш.ения и неремеш,ения и связанной с копиром, установленным с возможностью поворота, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено предназначенной для размещения корпуса и копира платформой, установленной е возможностью осевого перемещения и связанной с державкой посредством зубчатой передачи, при этом ось вращения корпуса установлена параллельно оси вращения детали и равноудалена от нее и вершины резца, а ось поворота державки ироходит через вершину резца.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 595073, В 23В 5/40, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки параболоидов | 1986 |
|
SU1313561A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Копировальное устройство | 1983 |
|
SU1121125A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Устройство для дробления стружки при чистовом точении на токарных автоматах | 1990 |
|
SU1745411A1 |
| Устройство для обработки внутренних торцовых поверхностей корпусных деталей | 1986 |
|
SU1466914A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| Приспособление к карусельному, токарному и другим станкам для обработки криволинейных поверхностей | 1936 |
|
SU50602A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
.И // f JSSjsMM
Фиг. 1
Хх/
