(Л
cpuf
длины и других иэделиягх. Цель изобретения состоит в поньш1ении произяоди- телыюсти за счет непрерырмого процесса обработки резанием кольцевых канавок с использованием метода огибания. Для этого производят установку устройства так, чтобы заготовка 7 проходила внутри конической резцовой головки 6 снабженной одним или несколькими резцами, расположенными по винтовой линии. Вращающаяся втулка 2 через упорный подшипник 5 своей наклонной торцовой плоскостью сообщает внутренней 4 и наружной 3 рамкам карданового под-веса относительно стакана 1 знакопеременные углорые движения в даyx плоскостях одновременно (прецессионное движение) с углом прецессии ( , рав- ным углу наклона торцовой плоскости. 2 с.п, ф-лы, 2 ил.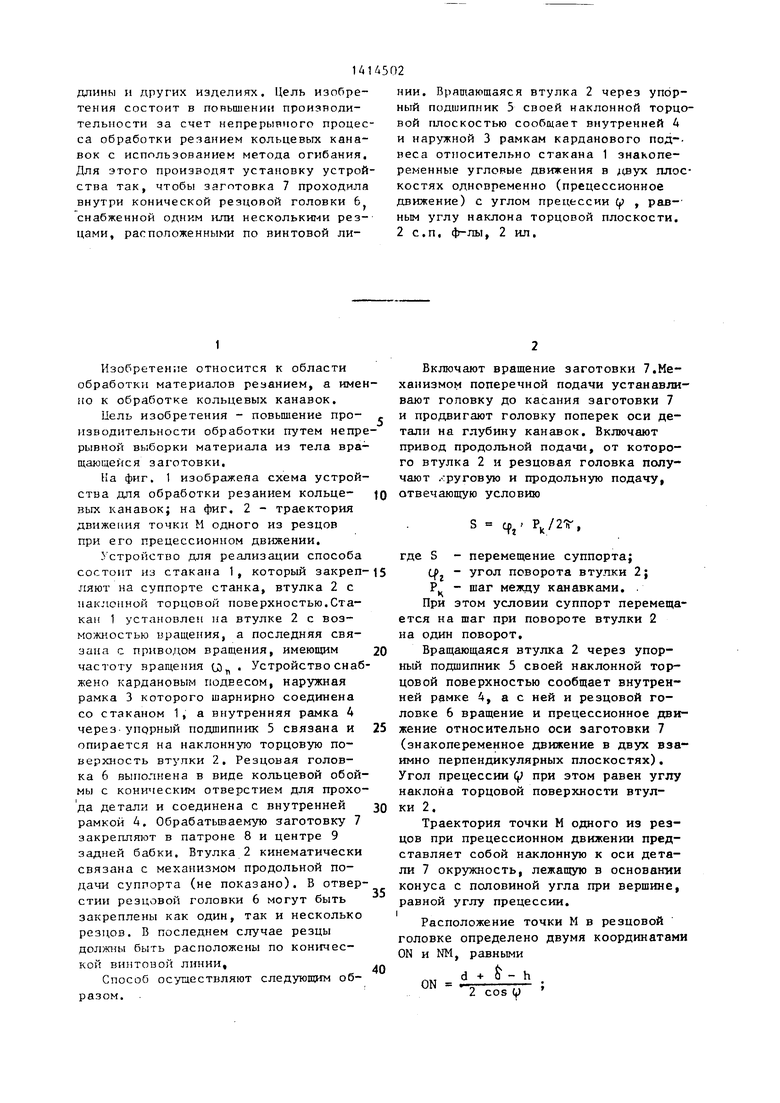
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Устройство для обработки граненых поверхностей | 1974 |
|
SU501839A1 |
| Двухрезцовая головка для точения | 1988 |
|
SU1683878A1 |
| Резцовая головка | 1986 |
|
SU1391889A1 |
| Приспособление к токарному станку для расточки кольцевых канавок переменного профиля на цилиндрических изделиях | 1947 |
|
SU70967A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Способ обработки винтовых канавок переменного шага и сечения на телах вращения | 1990 |
|
SU1745435A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
Изобретение относится к обработке материалоп резанием и может быть использопано для нарезания кольцевых канавок одинакового профиля с равным шагом на заготовках протяжек большой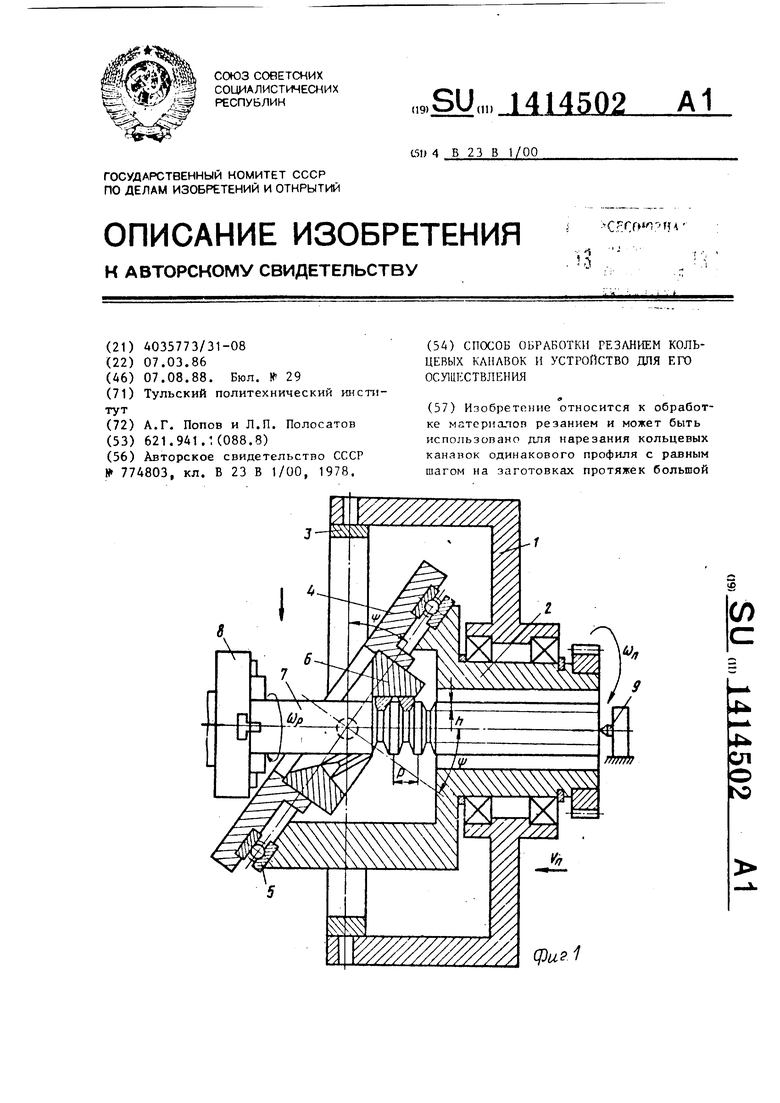
1
Изобретение относится к области обработки материалов резанием, а именно к обработке кольцевых канавок.
Цель изобретения - повышение про- изводительности обработки путем непрерывной выборки материала из тела вращающейся заготовки.
На фиг. 1 изображена схема устройства для обработки резанием кольце- вьгх канавок; на фиг. 2 - траектория движения точки М одного из резцов при его прецессионном движении.
Устройство для реализации способа состоит из стакана 1, который закрепляют на суппорте станка, втулка 2 с наклонной торцовой поверхностью.Стакан 1 установлен на втулке 2 с возможностью вращения, а последняя связана с приводом вращения, имеющим частоту вращения . Устройство снабжено кардановым подЕвсом, наружная рамка 3 которого шарнирно соединена со стаканом 1, а внутренняя рамка 4 через упорный подшипник 5 связана и опирается на наклонную торцовую поверхность втулки 2. Резцовая головка 6 выполнена в виде кольцевой обоймы с коническим отверстием для прохода детали и соединена с внутренней рамкой А. Обрабатьшаемую заготовку 7 закрепляют в патроне 8 и центре 9 задней бабки. Втулка 2 кинематически связана с механизмом продольной подачи суппорта (не показано). В отверстии резцовой головки 6 могут быть закреплены как один, так и несколько резцов. В последнем случае резцы должны быть расположены по конической винТОБОЙ линии,
Способ осуиествляют следующим образом.
Включают вращение заготовки 7.Механизмом поперечной подачи устанавливают головку до касания заготовки 7 и продвигают головку поперек оси детали на глубину канавок. Включают привод продольной подачи, от которого втулка 2 и резцовая головка получают -круговую и продольную подачу, отвечающую условию
г
Р,/2 -Г-,
5 0 5 О д
5
где S - перемещение суппорта; cpj - угол поворота втулки 2; Р - шаг между канавками. .
При этом условии суппорт перемещается на шаг при повороте втулки 2 на один поворот.
Вращающаяся втулка 2 через упорный подшипник 5 своей наклонной торцовой поверхностью сообщает внутренней рамке 4, а с ней и резцовой головке 6 вращение и прецессионное движение относительно оси заготовки 7 (знакопеременное движение в двух взаимно перпендикулярных плоскостях). Угол прецессии ( при этом равен углу наклона торцовой поверхности втулки 2.
Траектория точки М одного из резцов при прецессионном движении представляет собой наклонную к оси детали 7 окружность, лежащую в основании конуса с половиной угла при вершине, равной углу прецессии.
Расположение точки М в резцовой головке определено двумя координатами ON и NM, равными
d + - h 2 cos (
ON
NM
- 1l
2sinC|)
где 0 - максимальный зазор между наружной поверхностью детали и точкой М в положении ОМ м . Угол прецессии может составлять ф 10тЗО°.
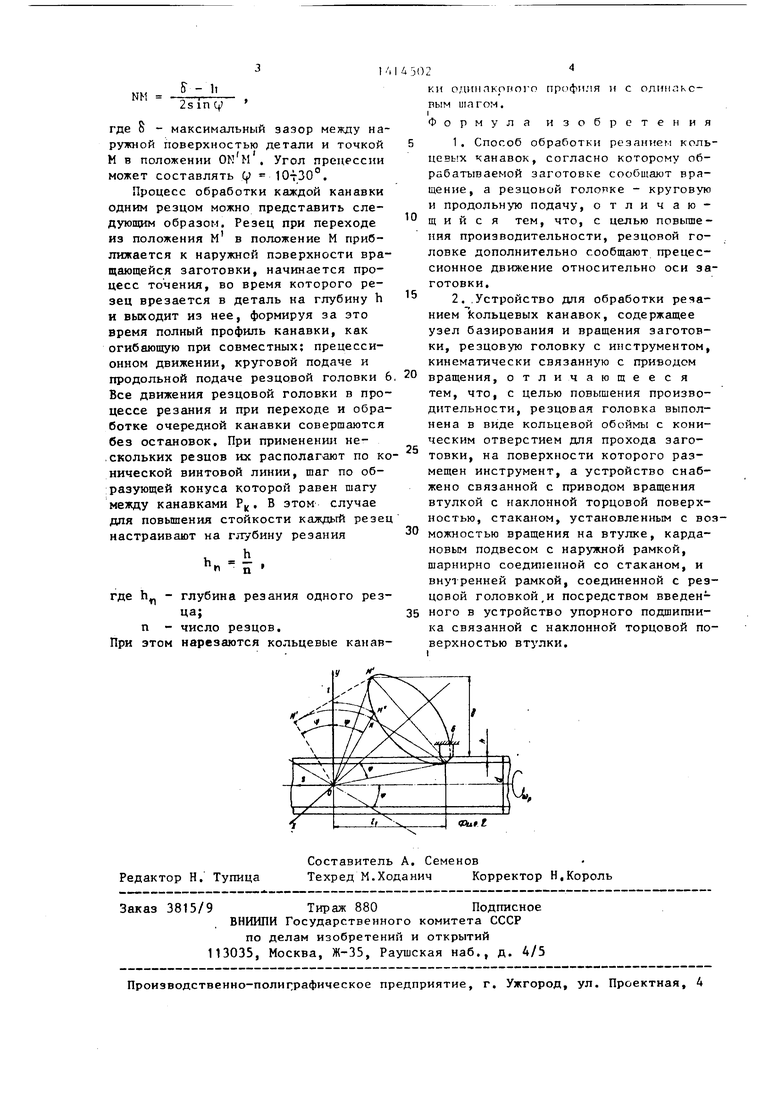
Процесс обработки каждой канавки одним резцом можно представить следующим образом. Резец при переходе из положения м в положение М приближается к наружно поверхности вращающейся заготовки, начинается процесс точения, во время которого резец врезается в деталь на глубину h и выходит из нее, формируя за это время полный профиль канавки, как огибающую при совместных; прецессионном движении, круговой подаче и продольной подаче резцовой головки 6 Все движения резцовой головки в процессе резания и при переходе и обработке очередной канавки совершаются без остановок. При применении не- ,скольких резцов их располагают по конической винтовой линии, шаг по образующей конуса которой равен шагу между канавками P,j, В этом случае дпя повьшения стойкости каждый резец настраивают на глубину резания
Ьи п
где
h - глубина резания одного резца;
п - число резцов. При этом нарезаются кольцевые канав4502
КИ ОДИНЛКрПОГО ПРС.1ФИЛЯ 11 с ОДИНПКС0
5
0
5
РЫМ uiaroM. I
Формула изобретения
мещен инструмент, а устройство снабжено связанной с приводом вращения втулкой с наклонной торцовой поверхностью, стаканом, установленным с возможностью вращения на втулке, карда- новым подвесом с наружной рамкой, шарнирно соединенной со стаканом, и вну1ренней рамкой, соединенной с резцовой головкой,и посредством введен- ного в устройство упорного подшипника связанной с наклонной торцовой поверхностью втулки.
| Способ токарной обработки кольцевых канавок | 1978 |
|
SU774803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
