Ё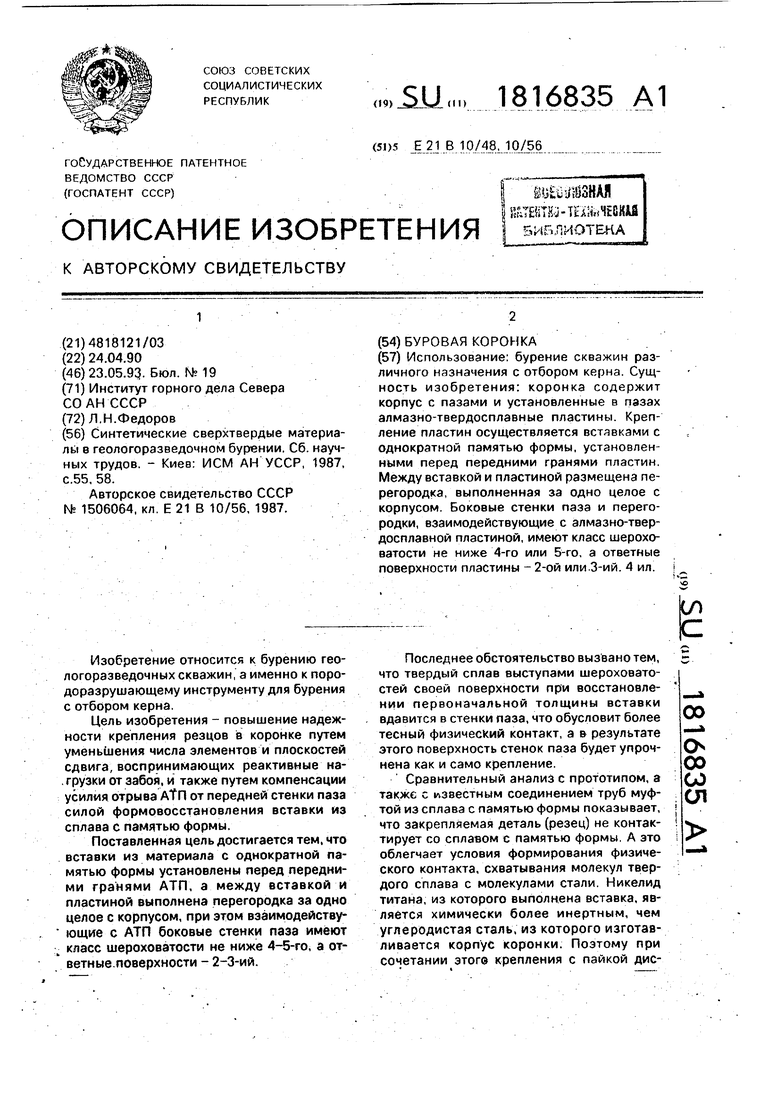
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей | 1990 |
|
SU1739085A1 |
| РЕЗЕЦ ДЛЯ ТЕРМОФРИКЦИОННОГО ИНСТРУМЕНТА | 2004 |
|
RU2288340C2 |
| ТЕРМОМЕХАНИЧЕСКИЙ ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247216C2 |
| Буровая коронка | 1989 |
|
SU1752914A1 |
| ТЕРМОФРИКЦИОННЫЙ ПОРОДОРАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2279532C2 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| БУРОВАЯ КОРОНКА | 1992 |
|
RU2039190C1 |
| УСТРОЙСТВО ОТКЛОНИТЕЛЯ ДЛЯ НЕПОДВИЖНОЙ БУРОВОЙ ИЛИ ФРЕЗЕРНОЙ РЕЖУЩЕЙ КОРОНКИ | 2010 |
|
RU2527048C2 |
Использование: бурение скважин различного назначения с отбором керна. Сущность изобретения: коронка содержит корпус с пазами и установленные в пазах алмазно-твердосплавные пластины. Крепление пластин осуществляется вставками с однократной памятью формы, установленными перед передними гранями пластин. Между вставкой и пластиной размещена перегородка, выполненная за одно целое с корпусом. Боковые стенки паза и перегородки, взаимодействующие с алмазно-твердосплавной пластиной, имеют класс шероховатости не ниже 4-го или 5-го, а ответные поверхности пластины - 2-ой или .3-ий. 4 ил.
Изобретение относится к бурению геологоразведочных скважин, а именно кпоро- доразрушающему инструменту для бурения с отбором керна.
Цель изобретения - повышение надежности крепления резцов в коронке путем уменьшения числа элементов и плоскостей сдвига, воспринимающих реактивные на- . грузки от забоя, и также путем компенсации усилия отрыва ДТП от передней стенки паза силой формовосстановления вставки из сплава с памятью формы.
Поставленная цель достигается тем. что вставки из материала с однократной памятью формы установлены перед передними гранями AT Л, а между вставкой и пластиной выполнена перегородка за одно целое с корпусом, при этом взаимодейству- ющие с ДТП боковые стенки паза имеют класс шероховатости не ниже 4-5-го, а от- . ветные.поверхности - 2-3-ий.
Последнее обстоятельство вызвано тем, что твердый сплав выступами шероховатостей своей поверхности при восстановлении первоначальной толщины вставки вдавится в стенки лаза, что обусловит более тесный физический контакт, а в результате этого поверхность стенок паза будет упрочнена как и само крепление.
Сравнительный анализ с прототипом, а также с известным соединением труб муфтой из сплава с памятью формы показывает, что закрепляемая деталь (резец) не контактирует со сплавом с памятью формы. А это облегчает условия формирования физического контакта, схватывания молекул твердого сплава с молекулами стали. Никелид титана, из которого выполнена вставка, является химически более инертным, чем углеродистая сталь, из которого изготавливается корпус коронки. Поэтому при сочетании этопа крепления с пайкой дис00
СЬ 00
(А)
ся
персионно-твердеющими припоями или клеевым соединением, контакт твердого сплава со сталью более предпочтителен, чём с никелидом титана, Таким образом предлагаемая коронка обладает как новизной, так и существенными техническими отличиями.
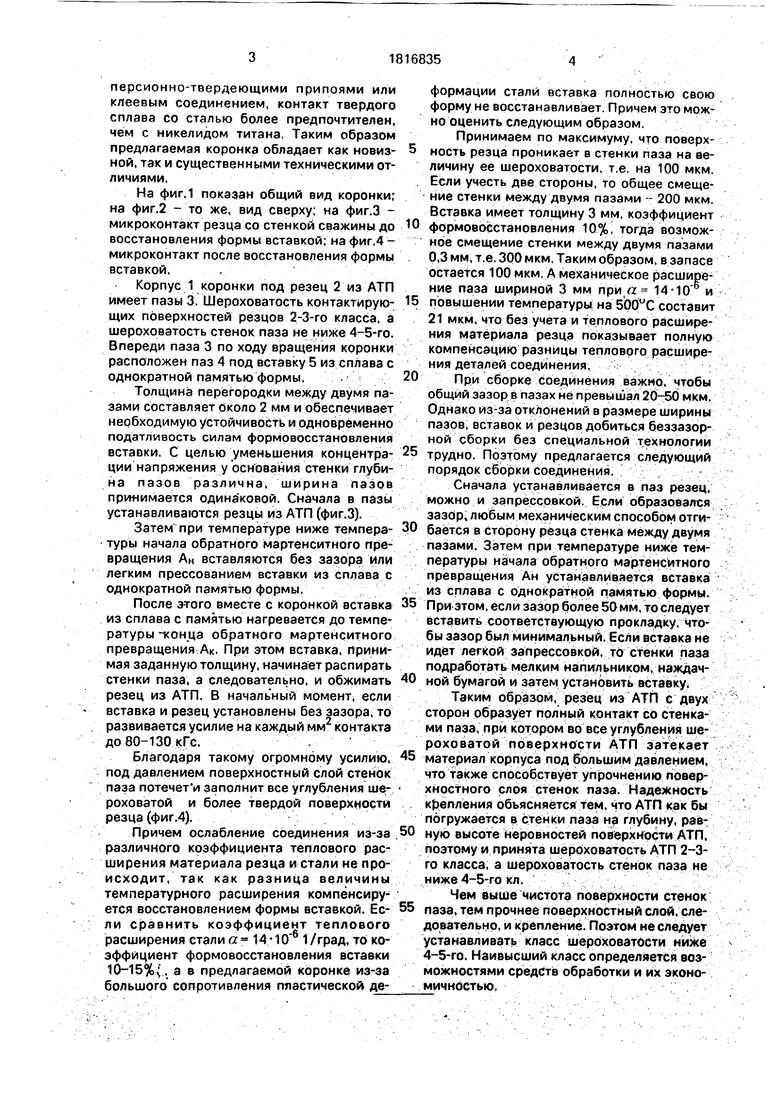
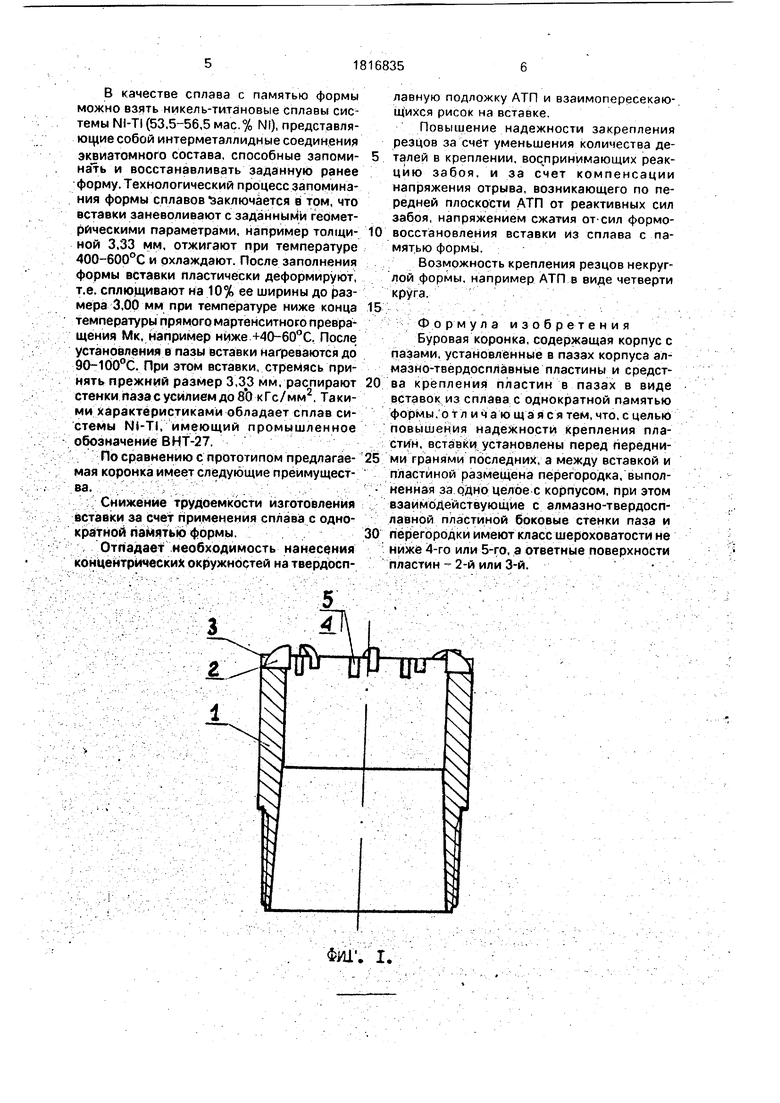
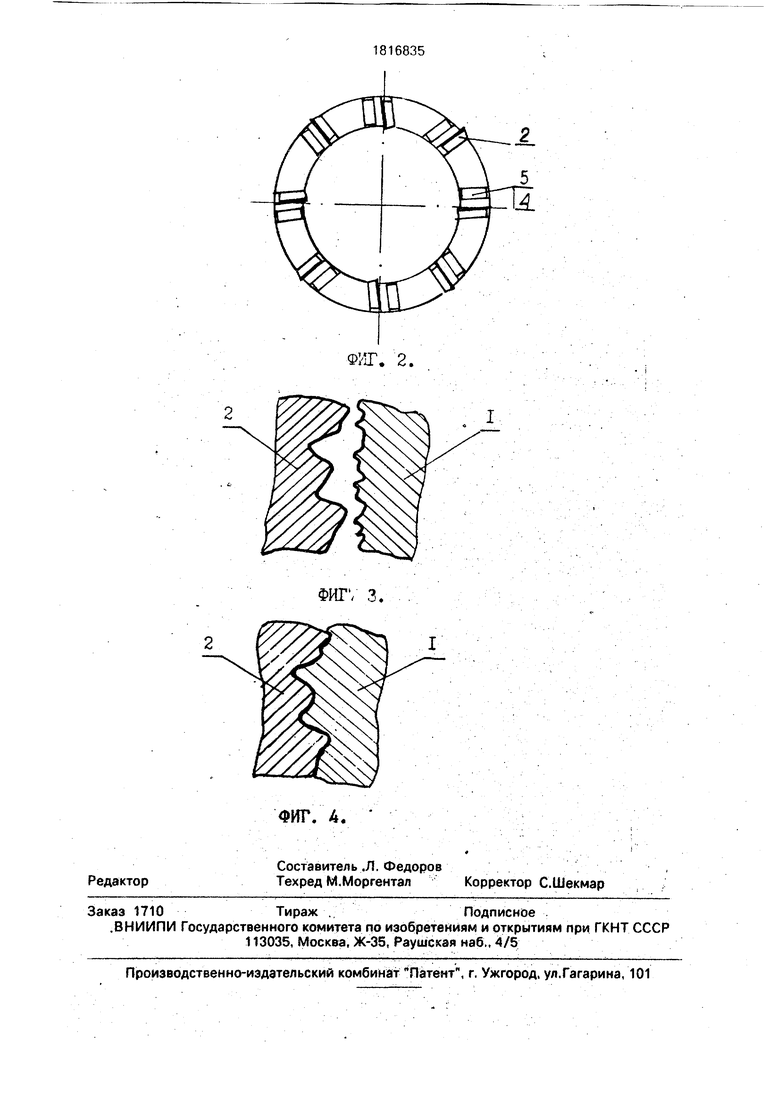
На фиг.1 показан общий вид коронки; на фиг.2 - то же, вид сверху; на фиг.З - микроконтакт резца со стенкой сважины до восстановления формы вставкой; на фиг.4 - микроконтакт после восстановления формы вставкой..
Корпус 1 коронки под резец 2 из ДТП имеет пазы 3. Шероховатость контактирующих поверхностей резцов 2-3-го класса, а шероховатость стенок паза не ниже 4-5то. Впереди паза 3 по ходу вращения коронки расположен паз 4 под вставку 5 из сплава с однократной памятью формы.;
Толщина перегородки между двумя пазами составляет около 2 мм и обеспечивает необходимую устойчивость и одновременно податливость силам формовосстановления вставки. С целью уменьшения концентрации напряжения у основания стенки глуби- на пазов различна, ширина лазов принимается одинаковой. Сначала в пазы устанавливаются резцы из ДТП (фиг.З).
Затем при температуре ниже температуры начала обратного мартенситного превращения АН вставляются без зазора или легким прессованием вставки из сплава с однократной памятью формы.
После этого вместе с коронкой вставка из сплава с памятью нагревается до температуры-конца обратного мартенситного превращения А. При этом вставка, принимая заданную толщину, начинает распирать стенки паза, а следовательно, и обжимать резец из ДТП. В начальный момент, если вставка и резец установлены без зазора, то развивается усилие на каждый мм2 контакта до 80-130 кГе.
Благодаря такому огромному усилию, под давлением поверхностный слой стенок паза потечет и заполнит все углубления шероховатой и более твердой поверхности резца (фиг.4).
Причем ослабление соединения из-за различного коэффициента теплового расширения материала резца и стали не происходит, так как разница величины температурного расширения компенсируется восстановлением формы вставкой. Если сравнить коэффициент теплового расширения стали а - 14-10 1/град, то коэффициент формовосстановления вставки 10-15%;. а в предлагаемой коронке из-за большого сопротивления пластической деформации стали вставка полностью свою форму не восстанавливает. Причем это можно оценить следующим образом.
Принимаем по максимуму, что поверх- ность резца проникает в стенки паза на величину ее шероховатости, т.е. на 100 мкм. . Если учесть две стороны, то общее смещение стенки между двумя пазами - 200 мкм. Вставка имеет толщину 3 мм, коэффициент
0 формовосстановления 10%, тогда возможное смещение стенки между двумя пазами 0,3 мм, т.е. 300 мкм. Таким образом, в запасе остается 100 мкм. А механическое расширение паза шириной 3 мм при а - 14-10 и
5 повышении температуры на 50р°С составит 21 мкм, что без учета и теплового расширения материала резца показывает полную компенсаций разницы теплового расширения деталей соединения. ../:.
0 При сборке соединения важно, чтобы общий зазор в пазах не превышал 20-50 мкм. Однако из-за отклонений в размере ширины пазов, вставок и резцов добиться беззазорной сборки без специальной технологии
5 трудно. Поэтому предлагается следующий порядок сборки соединения.
Сначала устанавливается в паз резец, можно и запрессовкой. ЕСЛИ образовался зазор, любым механическим способом отги0 баётся в сторону резца стенка между двумя пазами. Затем при температуре ниже температуры начала обратного мартенситного превращения АН устанавливается вставка из сплава с однократной памятью формы.
5 При этом, если зазор более 50мм, тоследует вставить соответствующую прокладку, чтобы зазор был минимальный. Если вставка не идет легкой запрессовкой, то стенки паза подработать мелким напильником, наждач0 ной бумагой и затем установить вставку.
Таким образом, резец из ДТП с двух сторон образует полный контакт со стенками паза, при котором во все углубления шероховатой пбверхно сти ДТП затекает
5 материал корпуса под большим давлением,
что также способствует упрочнению повер- хностного слоя стенок паза. Надежность крепления объясняется тем. что ДТП как бы погружается в стенки паза на глубину, рав- 0 ную высоте неровностей поверхности ДТП, поэтому и принята шероховатость ДТП 2-3- го класса, а шероховатость стенок паза не ниже4-5-то кл...
Нем выше чистота поверхности стенок 5 паза, тем прочнее поверхностный слой/следовательно, и крепление. Поэтом не следует устанавливать класс шероховатости ниже 4-5-го. Наивысший класс определяется возможностями средств обработки и их экономичностью,:
В качестве сплава с памятью формы можно взять никель-титановые сплавы системы NI-TI (53,5-56,5 мас.% N1), представляющие собой интерметаллидные соединения эквиатомного состава, способные запоми- и восстанавливать заданную ранее форму. Технологический процесс запоминания формы сплавов заключается в том, что вставки заневоливают с заданными геометрическими параметрами, например толщи- ной 3,33 мм, отжигают при температуре 400-600°С и охлаждают. После заполнения формы вставки пластически деформируют, т.е. сплющивают на 10% ее ширины до размера 3,00 мм при температуре ниже конца температуры прямого мартенситного превра щения Мк, например ниже +40-бО°С, После установления в пазы вставки нагреваются до 90-100°С. При этом вставки, стремясь принять прежний размер З.Зр мм, распирают стенки паза с усилием до 8b к Гс/мм2, Такими характеристиками обладает сплав системы NI-Tj, имеющий промышленное обозначение ВНТ-27.
По сравнению с прототипом предлагавмая коронка имеет следующие преимущества. л /: :; -:;-;..:л .-::;.;. - ;;...,... ... -,.,- ..-.-.
Снижение трудоемкости изготовления вставки за счет применения сплава с однократной памятью формы.
Отпадает необходимость нанесения концентрическихокружностей на твердосп ФиГ. I.
лавную подложку ДТП и взаимопересекаю-. щихся рисок на вставке.
Повышение надежности закрепления резцов за счёт уменьшения количества деталей в креплении, воспринимающих реакцию забоя, и за счет компенсации напряжения отрыва, возникающего по передней плоскости ДТП от реактивных сил забоя, напряжением сжатия от-сил формо- восстановления вставки из сплава с памятью формы.
Возможность крепления резцов некруглой формы, например ДТП в виде четверти круга.
Формула изобретения Буровая коронка, содержащая корпус с пазами, установленные в пазах корпуса алмазно-твердосплавные пластины и средства крепления пластин в пазах в виде вставок из сплава с однократной памятью формы, о т л и ч а ю щ а я с я тем, что, с целью повышения надежности крепления пластин, вставки, установлены перед передними гранями последних, а между вставкой и пластиной размещена перегородка, выполненная за одно целое с корпусом, при этом взаимодействующие с алмазно-твердосплавной пластиной боковые стенки паза и перегородки имеют класс шероховатости не ниже 4-го или 5-го, а ответные поверхности пластин - 2-й или 3-й.
ФИГ / 3.
| Синтетические сверхтвердые материала в геологоразведочном бурении | |||
| Сб | |||
| научных трудов | |||
| - Киев: ИСМ АН УССР, 1987, с.55, 58 | |||
| Буровая коронка | 1987 |
|
SU1506064A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
