Изобретение относится к электротехнике, в частности к способам контроля качества изготовления пакетов статоров микроэлектродвигателей.
Цель изобретения - объективный конт- , роль качества изготовления по магнитным характеристикам всех участков магнитной цепи пакетов статоров микроэлектродвигателей переменного тока по суммарному показателю.
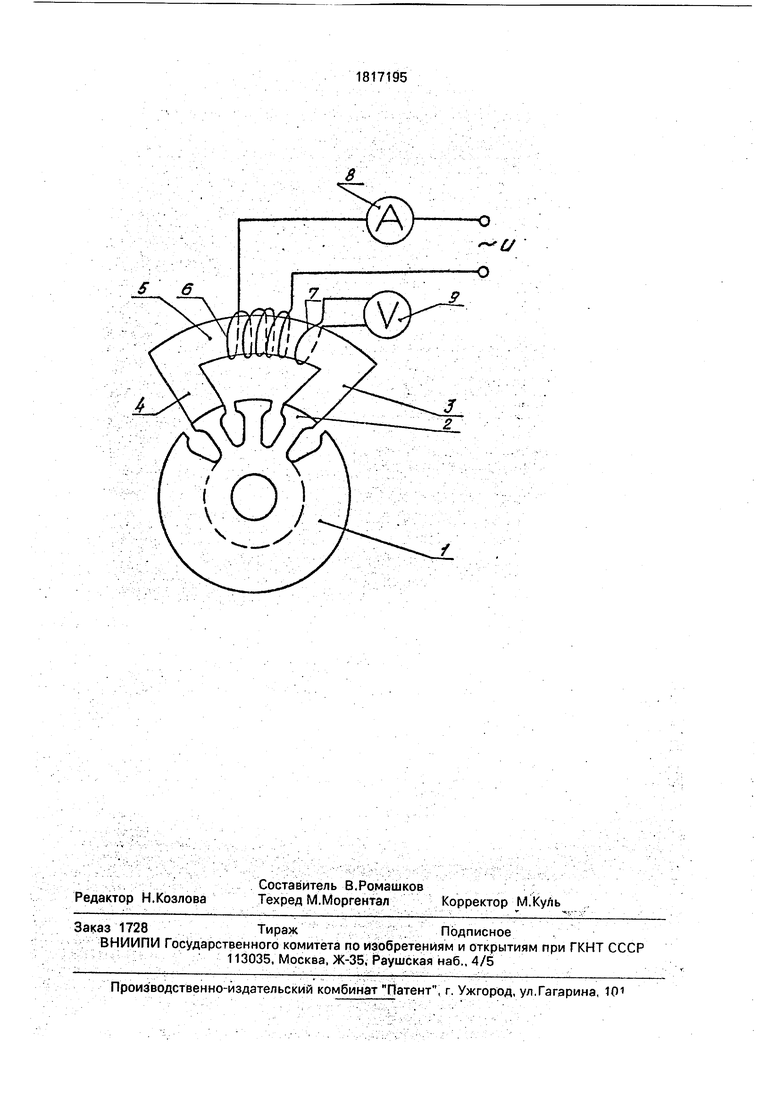
Контроль магнитных характеристик пакетов статоров производится по схеме, приведенной на чертеже, где изображен контролируемый пакет статора поз.1 обращенного исполнения (ротор находится снаружи статора), присоединяемый коронками зубцов поз,2 к двум. полюсам поз.З и поз.4 накладного шихтованного магнитопровода поз.5. Длина накладного магнитопровода равна длине пакета статора.
Расстояние между полюсами равно ширине шага обмотки статора, а ширина каждого полюса равна общей ширине зубцовых делений на полюс и фазу.
На магнитопроводе располагаются первичная намагничивающая поз.6 и вторичная контрольная поз.7 обмотки.
В цепи намагничивающей обмотки имеется амперметр поз.З, а контрольная обмотка подключена к вольтметру средних или действующих значений поз.9.
Регулируемый источник переменного тока в цепи намагничивающей обмотки имеет частоту, равную частоте питающего напряжения микроэлектродвигателя.
Магнитопровод собирается из листов электротехнической стали с высокой магнитной проницаемостью, например из сплава 50Н. Контролируемый пакет статора коронками зубцов плотно присоединяется к полюсам накладного магнитопровода с намагничивающей и измерительной обмотками,
С целью получения минимально возможного воздушного зазора между пакетом статора и полюсами накладного магнитопровода наружный диаметр пакета и внутСП
с
со
XI
ю ел
ренний диаметр полюсов мэгнитопровода выполняются одинаковыми.
Изменением величины напряжения регулируемого источника в цепи контрольной обмотки по вольтметру устанавливается оп- ределенная и постоянная для данного типа пакета статора величина индуктированной ЭДС, пропорциональная рабочему потоку магнитной цепи пакета статора.
Эту зависимость можно представить выражением:
E,.0; 1Г/
где Е - среднее значение ЭДС в цепи контрольной обмотки;
f- рабочая частота питания электродви гателя;
Л/2 - число витков контрольной обмотки; ;-. ;. ; ; : ; ;,; ; ,.-. .
Ф - рабочий поток в магнитной цепи пакета статора..
По величин е тока, измеренного амперметром в цепи намагничивающей обмотки, производится контроль магнитных характеристик пакета статора, что, возможно, т.к. ток пропорционален намагничивающей силе магнитной цепи контролируемого пакета. Эту зависимость можно выразить форму- лой:. .- ...
i : .. -. . ./ : ... - . KI Hal (al +Кз HZ| -fei + K3 HKZ| -fa
...л ; . Wi,. ::: .
.где I-ток, измеряемый амперметром; . Ki, К, Кз - коэффициенты изменения магнитных характеристик материала по участкам в магнитной цепи пакета статора в результате шлифовки, склейки и других механических воздействий при изготовлении пакета .-r .:.. .- -. . /...
KV/fe ks:
0
5
0
.,
5
д
5
На|, HKZI - магнитные напряженности поля на участках в спинке, зубцах, коронках зубцов;
Wf - число витков намагничивающей обмотки.
При постоянстве чисел витков намагничивающей обмотки Wi и длинах участков магнитной цепи пакета статора Jai, fe|, &KZI показания амперметра будут соответствовать коэффициентам изменения магнитных характеристик в результате изготовления пакета статора KI, Ка, Кз.
Из формулы видно, что проверка магнитных характеристик на отдельных участках пакета статора, например, в спинке, зубцах или коронках зубцов не несет полной информации по магнитным характеристикам пакета.
Предлагаемый способ позволяет проводить контроль всех участков магнитной цепи пакета статора. При измерениях магнитных характеристик пакетов статоров не требуется намотка намагничивающей и контрольной обмоток на каждый контролируемый пакет статора, что существенно упрощает технологию проверки пакетов статоров.;
Ф о р м у л а и з о б р е т е н и я
Способ контроля качества изготовления пакетов статоров микроэлектродвигателей, при котором определяют электрические параметры, о т л и ч а ю щ и и с я тем, что, с целью повышения качества контроля, испы туемый пакет статора плотно сопрягают коронками зубцов с полюсами отдельного двухполюсного шихтованного магнйтопро- вода, имеющего намагничивающую и контрольную обмотки, с расстоянием между полюсами магнитопровода, равным шагу обмотки статора, а качество изготовления пакета определяют по значению тока в намагничивающей обмотке, который пропорционален Сумме магнитодвижущих сил всех участков магнитной цепи пакета при постоянной ЭДС в контрольной обмотке,
Использование изобретения: контроль качества изготовления пакетов статоров микроэлектродвигателей. Сущность изобретения: испытываемый пакет статора плотно сопрягают коронками зубцов с полюсами отдельного двухполюсного шихтованного магнитопровода. Последний имеет намагничивающую и контрольную обмотки. Расстояние между полюсами равно шагу обмотки статора. Качество изготовления пакета определяют по значению тока в намагничивающей обмотке. 1 ил.
