Известен способ изготовления деталей с использованием центробежных сил вращающихся масс деформирующего инструмента, давящих на обрабатываемую заготовку.
Предложенный способ изготовления деталей с использованием центробежных сил позволяет производить пластическую деформацию заготовки без применения давящего инструмента. При деформации не будет возникать внешнее трение, так как деформируемая часть заготовки не соприкасается с инструментом, что снижает усилия деформирования, а также избавляет от необходимости п.рименять смазки.
Заготовку в виде втулки (чашки) закрепляют на валу центробежной машины и сообщают ей необходимое число оборотов, зависящее от предела текучести материала. По достижении предела текучести заготовка начинает пластически деформироваться, принимая требуемую форму.
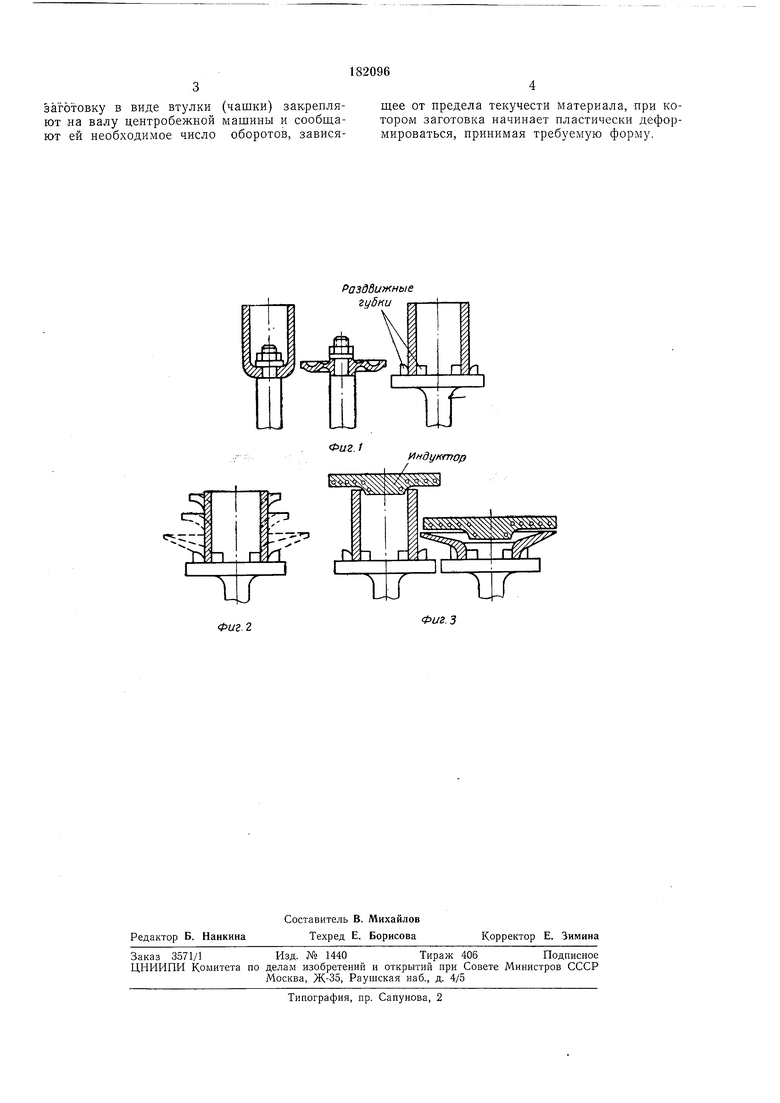
На фиг. 1 показана схема крепления заготовки на валу центробежной машины; на фиг. 2 - последовательность развертки на центробежной машине; на фиг. 3 - положение индуктора в начале и конце вращения.
вал приводится во вращение и по достижении определенного числа оборотов, зависящего от предела текучести материала, заготовка под действием центробежных сил начинает пластически деформироваться, постепенно разворачиваясь в диск (см. на фиг. 2).
Ввиду того, что заготовка при деформировании будет упрочняться, необходимо для каждого конкретного материала найти п.редельную степень деформации за одну операцию, при которой еще не происходит разрыв. Для того чтобы производить развертку и вытяжку за одну операцию, предлагается использовать нагреватель, например индуктор,
который будет нагревать сначала край заготовки, а затем фланец. Индуктор может опускаться по мере деформации заготовки для сохранения постоянного зазора между заготовкой и нагревательными элементами. Для
уменьшения окалинообразования и уменьшения мощности двигателя, вращающего заготовку, в камере вращения создается вакуум.
Предмет изобретения
25
Способ изготовления деталей типа дисков и отбортовок труб с использованием центробежных сил, отличающийся тем, что, с целью их формообразования в отсутствие деформирующего инструмента и экономии металла.
заготовку в виде втулки (чашки) закрепляют на валу центробежной машины и сообшают ей необходимое число оборотов, зависящее от предела текучести материала, при котором заготовка начинает пластически деформироваться, принимая требуемую форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| СПОСОБ РАСКАТЫВАНИЯ ДЕТАЛЕЙ ШАРОВЫМ ИНСТРУМЕНТОМ | 2013 |
|
RU2542214C1 |
| Способ поверхностного упрочнения деталей | 1978 |
|
SU749915A1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2659558C2 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО РАСКАТЫВАНИЯ | 2010 |
|
RU2440231C2 |
| МНОГОЭЛЕМЕНТНОЕ ОСЦИЛЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2441741C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОРАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2441742C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
Разд8и ные
Фиг. t
Фиг.2 губки
Индунтор
Фиг.З
