(54) СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2012 |
|
RU2529327C2 |
| Способ упрощения деталей поверхностным пластическим деформированием | 1985 |
|
SU1400862A2 |
| Способ упрочнения тонкостенных металлических изделий | 1989 |
|
SU1721100A1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
| СПОСОБ ПОВЫШЕНИЯ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1996 |
|
RU2143011C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332295C1 |
| Способ вибродеформационной обработки | 1990 |
|
SU1754330A1 |
| Способ упрочнения деталей | 1988 |
|
SU1733220A1 |
I
Изобретение относится к машиностроению и. может быть использовано при упрочнении де- ; талей машин.
Известны способы упрошения деталей и заготовок методами поверхностного пластичес кого деформирования с предварительным нагревом поверхностного слоя. Упрочнение осуществляют, например в сочетании с термомеханической изотермической обработкой деталей
Изделие нагревают индуктором при непрерывном вращении до 900-920°С на глубину 3-5 мм, охлаждают в область относительной устойчивости аустенита (380°-400°С), обкатывают поверхность роликом, автоматически поддерживая темпер) а туру, затем охлаждают на воздухе до комнатной температуры. После такой обработки предел выносливости образцов повышается на 8-10%, а долговечность в области ограниченной выносливости повышается в 1,2-1,5 раза по сравнению с объемной термомеханической обработкой.
Известен способ обработки деталей, согласно которому поверхность нагревают до температуры ниже А. , ускоренно охлаждают и подвергают наклепу в. зонах концентрации напряжений 2.
Наиболее близким по технической сушности является способ поверхтсостного упрочнения деталей, в котором детали перед накатыванием предварительно нагревают до температуры, не превышшощей температуру рекристаллизации 3. Деталь нагревают с помошью специальных электродов-роликов, а накаты10вание производят на токарном станке накатным роликом. Электроды-ролики размещены впереди накатного ролика и приводятся во вращательное движение от детали. Скорость продо.пьного перемещения роликов определя15ется временем нагрева поверхности детали до требуемой температуры, причем электроконтактный способ обеспечивает стабильный нагрев заготовки до задаршой температуры за счет изменения силы тока и режимов об20работки.
Под действием радиального усилия ролик углубляется в материал детали. При этом материал оттесняется и сдвигается из зонь
кситакта, образуя круговой валик, особенно интенсивный в направлении подачи. Поскольку при накатьтании практически отсутствует окончательное удлинение детали, материал валика при последующих проходах испь1тывает реверсивную деформацию в направлений, противоположном направлении подачи. При этом из сдвинутого первоначально материала в сторону необработанной части детали формируется Зчасток, прилегающий к обработанной части детали.
Эффект повыщения усталостной прочности деталей при накатывании заключается в тем, что при пластическом сдвиге поверхностного слоя в подповерхностных слоях материал получает упругое смещение. После разгрузки в результате силового взаимодействия упруго и пластически деформированных слоев наводятся остаточные напряжения сжатия, которы оказывают положительное влияние на долговечность деталей. В связи с наличием сдвига материала в направлении подачи и в противоположном направлении наведенные в первом случае остаточные напряжения частично снимаются в процессе повторного сдвига во втором случае. Окончательное распределение остаточных напряжений в поверхностном слое детали предопределяется интенсивностью упругих сдвигов и различием предела текучести материала и передней и задней части контакта, прилегающей к обработанной поверхности. При примерно равном пределе текучести материала в переднем и заднем полуконтактах наводимые в переднем полуконтакте остаточные напряжения интенсивно снимаются в процессе последующего деформирования материала в заднем полуконтакте, в особенности в области высоких радиальных усилий, когда необходимо при накатьтании получить больщую глубину упрочнения:
Недостаток способа - наведение недостаточно интенсивных остаточных напряжений сжатия обусловленное их перераспределением и частичным снятием в процессе деформации материала В связи с зтим наблюдается невысокая эффективность применения процессов упрочнения для повыщения усталостной прочности деталей.
Цель изобретения - повыщение усталостной прочности деталей за счет увеличения остаточных напряжений сжатия.
Поставленная цель достигается тем, что в известном способе поверхностного упрочнения деталей путем нагрева подлежащей обработке Ш рШбстй и пбсШЩтощёгюйаКашВаМИя деформирующим инструментом, одновременно С йгакатыванием производят охлаждение зоны детали, выходящей из контакта ее с деформируйгйИй инструментом, до достижения в зоне
контакта детали с указанным инструментом перепада температур в 200-400 С.
Ролик деформирует поверхностный слой вращающейся со скоростью V детали и ему сообщается движение подачи S в указанном направлении. Зона нагрева отделена от зоны охлаждения при помощи специального Экранирующего устройства, расположенного на длине равной половине длины контакта от его границы с обработанной поверхностью.
Интервал температуры 200-400°С задан для различных конструкционных сталей, температурная зависимость предела текучести которых не одинакова. Указанный интервал обеспечивает для большинства сталей перепад предела текучести в зоне деформации в 1,2-1,5 рза. При температурах ниже 200° С предел текучести различается на 10-15%. При этом лроцесс формирования остаточных напряжений сжатия и эффективность упрочнения приближается к эффективности холодной Пластической деформации.
В случае превыщения указанного интервала на происходит нарущение нормального хода обработки. При этом наблюдается недопустимое возрастание высоты волны материала, распространяющейся на область необработанной поверхности, вследствие чего затрудняется оттеснение этого материала в направлении обработанной поверхности и начинается процесс разрущения поверхностного слоя детали. Все это приводит к снижению эффективности упрочнения, оцениваемой увеличением предела вЬшосливости деталей.
Применения способа поверхностного упрочнения деталей позволяет создать существенное различие пределов текучести обрабатываемго материала по длине контакта. В результате нагрева подлежащей обработке поверхности на 300-600°С в зависимости от вида и состояния обрабатываемого материала в контакте создается различие предела TeKjniecTTi, например для конструкционных сталей в пределах 1,21,6 раза. При этом сопротивление деформации и в том числе сдвигу материала поверхностного слоя в части контакта, подвергающейся охлаждению, существенно повыщается, что позволяет достигнуть значительного раличия величины . сдвиговый деформаций поверхностного слоя относительно глубинных в переднем и;заднем пол у контактах.
Величина сдвиговой деформации предопределяет уровень и глубину распределения взаимодействующих с ней упругих деформаций, что, в конечном итоге, приводит к увеличению уровня и глубины распределения остточных напряжений сжатия. Причем деформирование в заднем по)гукоигакте оказывает
меньшее влияние на перераспределение остаточных напряжений.
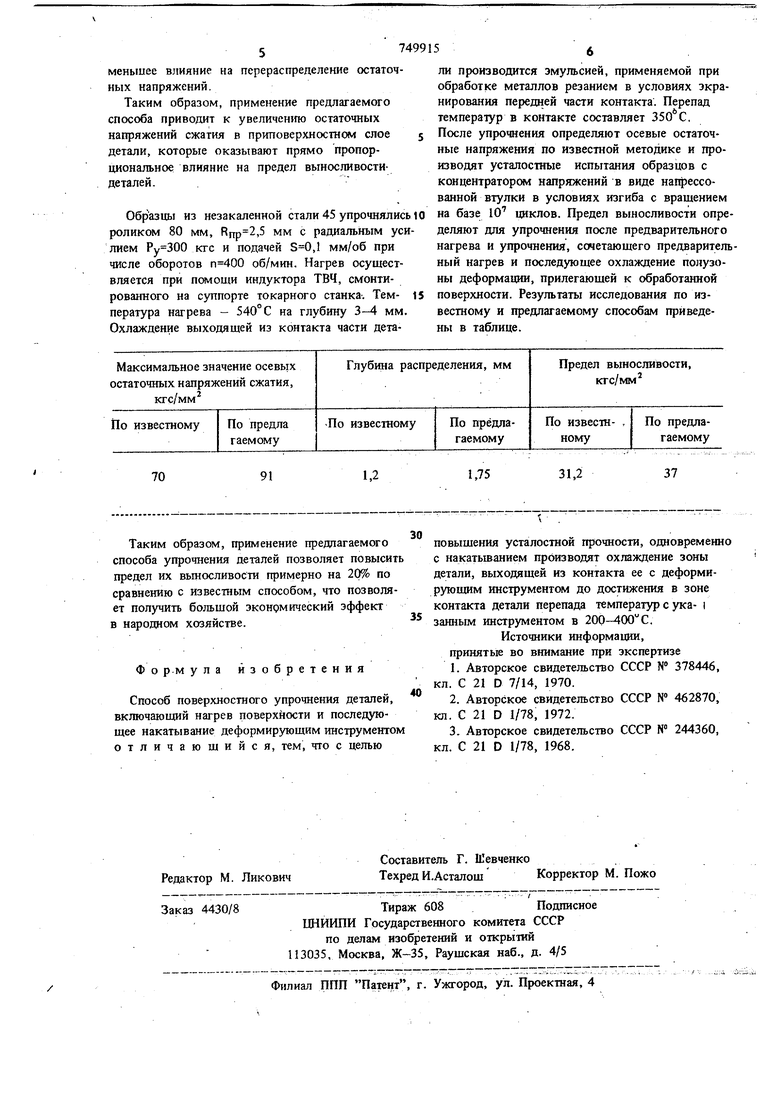
Таким образом, применение предлагаемого способа приводит к увеличенто остаточных напряжений сжатия в приповерхностном слое детали, которые оказывают прямо пропорциональное влияние на предел выносливостидеталей. Образцы из незакаленной стали 45 упрочнялись О роликом 80 мм, ,5 мм с радиальным усилием кгс и подачей ,1 мм/об при числе оборотов об/мин. Нагрев осуществляется при помощи индуктора ТВЧ, смонтированного на cjmnopTe токарного станка. Тем- 15 пература нагрева - 540° С на глубину 3-4 мм. Охлаждение выходящей из контакта части дета91
70
Таким образом, применение предлагаемого способа упрочнения деталей позволяет повысить предел их выносливости примерно на 20% по сравнению с известным способом, что позволяет получить больщой эконрмический эффект в народном хозяйстве.
Ф о р м ула изобретения
Способ поверхностного упрочнения деталей, включающий нагрев поверхности и последующее накатывание деформирующим инструментом отличающийся, тем, что с целью
ли производится эмульсией, применяемой при обработке металлов резанием в условиях экранирования передней части контакта. Перепад температур в контакте составляет . После упрочнения определяют осевые остаточные напряжения по известной методике и производят усталостные испытания образцов с концентратором напряжений в виде напрессо31,2
1,75
37
повыщения усталостной прочности, одновременно с накатьшанием производят охлаждение зоны детали, выходящей из контакта ее с деформирующим инструментом до достижения в зоне контакта детали перепада температур с ука- i занным инструментом в 200-400 С.
Источники информации, принятые во внимание при экспертизе
