Изобретение относится к области машиностроения и может быть использовано в процессе изготовления изделий на основе составных заготовок типа «диск-вал» из жаропрочных сплавов, в том числе из высоколегированных дисперсионно-твердеющих никелевых сплавов.
Наиболее широко изобретение может быть использовано в области двигателестроения при изготовлении дискового ротора осевого компрессора малогабаритного (малого) газотурбинного двигателя (ГТД) авиационного и наземного назначения.
Малый ГТД чаще всего используется в качестве турбостартера для запуска на земле основного ГТД посредством первоначальной раскрутки одного из его роторов, поскольку самостоятельная работа основного ГТД возможна только при достаточно большой частоте вращения роторов. При этом валы малого и основного двигателя соединяются друг с другом через редуктор и обгонную муфту.
Отмеченным образом раскручиваются мощные авиадвигатели такие, как АЛ-31Ф (Су-27), НК-12 (Ту-95 и Ту-142), и другие.
Однако малый ГТД может работать и в автономном режиме, выполняя, в частности, функцию энергетического узла на борту летательного аппарата. Так автономный ГТД может быть использован для обеспечения работы воздушного турбостартера, работающего на сжатом воздухе. Воздушные турбостартеры ввиду простоты и надежности нашли широкое применение на таких мощных двигателях, как, например, Д-18Т (Ан-124 «Руслан»), CFM56 (Airbus А320, Boeing 737), ТВ3-117 (Ми-8М, Ми-24).
Малый ГТД, как и основной ГТД, имеет стартер, как правило, - это небольшой электростартер, систему зажигания и подачи топлива, но в упрощенном виде. Ротор малого ГТД по сравнению с ротором основного ГТД соответственно имеет значительно меньшие размеры и более простую конструкцию.
Минимальное число оборотов установившейся самостоятельной работы ГТД при данных внешних условиях зависит от пусковых характеристик двигателя. Под пусковыми характеристиками ГТД обычно понимают зависимости мощности, потребной для вращения ротора, и мощности, развиваемой турбиной, от числа оборотов в процессе запуска при заданном законе изменения температуры газов перед турбиной. В свою очередь, число оборотов ГТД в процессе запуска напрямую зависит от числа оборотов ротора турбостартера. Наилучшие показатели по числу оборотов имеют турбостартеры с дисковыми роторами, допускающие на своей наружной поверхности окружные скорости порядка 250 м/с.
Дисковый ротор содержит специально спрофилированные диски, на периферии которых закреплены рабочие лопатки. Крутящий момент к диску передается от вала за счет их соединения между собой.
Диск и вал ротора малого ГТД вследствие их сравнительно небольших размеров могут изготавливаться как одно целое методами горячего деформирования и последующей токарной обработки [1].
В результате горячего деформирования (штамповки) заготовкам в виде прутка придают форму, близкую к форме готовой детали. Штамповка выполняется на горизонтально-ковочных машинах. Этот вид штамповки позволяет создать на наружной образующей поверхности исходной заготовки вала выступающие элементы. В процессе штамповки заготовка может перемещаться из одного ручья штампа в другой ручей. Далее для придания исходной заготовке вала формы, более близкой к окончательной форме, может быть использовано ротационное обжатие и ротационное выдавливание участков вала бойками, движущимися навстречу друг другу. Этот прием используется в случаях, когда необходимо, чтобы диаметр выступающей части заметно превышал диаметр вала. Полученная исходная заготовка подвергается предварительной обработке на высокопроизводительном токарном оборудовании, далее термической обработке, получистовой обработке основных поверхностей вала, чистовой обработке основных поверхностей вала и окончательной, отделочной обработке вала.
Возможность придания исходной заготовке вала формы, близкой к окончательной форме, а именно к форме вала с диском, посредством горячего деформирования позволяет уменьшить припуски на механическую обработку резанием (лезвийной обработки), что ценно не только с позиции экономии металла, но и с металловедческой позиции, поскольку воздействие режущим инструментом на заготовку вала, полученную посредством обработки давлением, приводит к перерезыванию волокон материала, снижая тем самым прочность вала и срок службы ротора.
К недостаткам рассмотренной технологии относится значительная трудоемкость и энергоемкость процессов обработки заготовки давлением.
Предпочтительным является изготовление заготовок диска и вала по отдельности с последующим их соединением по посадке с натягом и закреплением соединения с использованием крепежных элементов, как-то шпонок и радиальных штифтов [2].
В частности, у низконапорных турбокомпрессоров диск компрессора насажен на вал на шпонке. Эти типы сочленений просты в изготовлении и достаточно надежны. Сочленение колеса с валом радиальными штифтами оправдано лишь в том случае, если под действием центробежных сил и температурных деформаций, а также вследствие развития ползучести при повышенных температурах по месту посадки может образоваться зазор, как, например, в случае соединения выполненных из жаропрочных сплавов диска и вала турбокомпрессора авиационного назначения.
К основному недостатку соединения посредством натяга и радиальных штифтов относится ослабление поперечного сечения достаточно тонкого вала за счет выполнения в нем отверстий под штифты. Кроме того, даже при частичном снятии натяга в месте соединения вала с диском может образоваться зазор, в результате условия эксплуатации штифтового соединения могут ухудшиться, поскольку штифты начнут испытывать дополнительные опасные напряжения на срез.
Для соединения отдельных элементов конструкции при производстве ГТД без использования крепежных элементов обращаются к различным методам сварки. При этом наиболее часто применяемыми являются методы сварки плавлением. Однако не все заготовки деталей, изготовленные из жаропрочных сплавов, поддаются сварке плавлением. Высоколегированные жаропрочные дисперсионно-твердеющие никелевые сплавы, типа ЭП 975, отличительной особенностью которых является высокая скорость выделения упрочняющей γ' - фазы, являются ограниченно свариваемыми или вообще не свариваемыми методами сварки плавлением, вследствие образования при сварке термических трещин. Упомянутые сплавы достаточно широко используются для изготовления частей ротора малых ГТД, поскольку имеют эксплуатационные характеристики, вполне удовлетворяющие предъявляемым к ротору требованиям. Поэтому поиск методов сварки, которые могли бы в рассматриваемом случае использоваться для соединения диска с валом, является весьма актуальным.
В промышленности, в частности в двигателестроении, известно применение сварки давлением (иногда упоминаемой, как сварка без расплавления), в том числе для соединения заготовок деталей из высоколегированных жаропрочных сплавов. Разновидностями сварки давлением являются сварка трением, а также диффузионная сварка.
При сварке трением механическая энергия, подводимая к свариваемым заготовкам, по крайней мере одна из которых должна быть цилиндрической, преобразуется в тепловую энергию. Для реализации отмеченного процесса цилиндрическая заготовка приводится во вращение, при этом заготовки прижимаются друг к другу постоянным или возрастающим во времени давлением. Возникающие при этом силы трения приводят к разогреву поверхностей заготовок в зоне стыка, то есть генерирование теплоты происходит непосредственно в месте будущего соединения.
По мере увеличения частоты вращения цилиндрической заготовки при наличии сжимающего давления происходит выдавливание пластичного металла из стыка в радиальных направлениях, при этом хрупкие окисные пленки, покрывавшие торцовые поверхности соединяемых деталей до начала сварки, разрушаются, а их обломки вместе с продуктами сгорания адсорбированных жировых пленок и другими инородными включениями вместе с металлом удаляются из стыка в грат. В результате отдельные микровыступы вступают в контакт, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи, которые также мгновенно разрушаются вследствие относительного движения поверхностей. Сварка завершается быстрым прекращением вращения и осадкой, при которой к неподвижным заготовкам прикладывается давление проковки. Под воздействием давления проковки формируются уже неразрушаемые металлические связи между заготовками, и образуется окончательное соединение.
Известен способ, в котором использована сварка трением для соединения двух цилиндрических образцов, выполненных из жаропрочных деформируемых никелевых сплавов [3].
Сварку выполняли на специальном полуавтомате для сварки трением. Диаметр свариваемых образцов 18 мм, длина 70 мм. Давление в процессе вращения и нагрева достигало 9 МПа, а давление проковки достигало 10 МПа. Время сварки не превышало 15 с. Также в способе предусмотрена упрочняющая термическая обработка образцов.
Результаты испытания образцов показали высокий уровень механических свойств соединения.
Однако при использовании сварки трением в промышленных масштабах проявляется ряд ее недостатков. С увеличением диаметра стыка возрастает осевая сила сжатия соединяемых деталей до 2500 кН и выше, что создает в сварном соединении большие остаточные напряжения. Кроме того, для создания столь значительной осевой силы сжатия требуется разработка специального, дорогостоящего оборудования. В настоящее время такое оборудование имеется в Великобритании на заводе фирмы Rolls - Royce, оно предназначено для сварки дисков ротора компрессора высокого давления, а также участков вала ГТД [3]. В рассматриваемом способе осуществляли сварку двух цилиндрических образцов по торцам, также имитируя изготовление вала ротора.
При соединении заготовок диска и вала по цилиндрическим поверхностям использование приемов сварки трением становится затруднительным вследствие еще большего усложнения конструкции используемого оборудования и увеличения энергетических затрат. Так для приведения во вращение и одновременной высадки заготовки вала потребуется практически уникальное оборудование. Обычно операция высадки вала осуществляется с использованием горизонтально-ковочной машины, которая представляет собой горизонтальный механический пресс, в котором кроме главного деформирующего ползуна есть зажимной ползун, фиксирующий недеформируемую часть заготовки вала, создавая возможность высадки деформируемой части заготовки вала с заданной степенью деформации. В рассматриваемом случае становится необходимым привести во вращение и зажимной ползун, причем с большой скоростью, что кроме значительного усложнения конструкции горизонтально-ковочной машины, сделает небезопасным ее облуживание в процессе работы.
Кроме того, потребуется подпор заготовки диска для предотвращения раздачи отверстия в ней при высадке заготовки вала. Раздача отверстия в заготовке диска неизбежно приведет к невозможности соединения между заготовками диска и вала.
По сравнению со сваркой трением другой вид сварки давлением, а именно, диффузионная сварка имеет более широкую область применения из-за отсутствия ограничения формы соединяемых поверхностей изделий, поскольку в процессе сварки не происходит вращение заготовок, а также вследствие использования более простого оборудования и приложения меньших усилий для осуществления соединения заготовок.
Одним из основных достоинств диффузионной сварки является гарантированная возможность сохранения структуры свариваемых заготовок, что важно для изделий, эксплуатируемых в условиях высоких температур и изготовленных соответственно из жаропрочных титановых и никелевых сплавов. Что же касается диффузионной сварки высоколегированных жаропрочных дисперсионно твердеющих никелевых сплавов, то в этом случае гарантируется также отсутствие термических трещин, поскольку обе свариваемые части изделия нагреваются под сварку целиком, а после сварки регламентировано охлаждаются. Тогда как даже при сварке трением заготовок из указанных сплавов из-за локального разогрева деталей в зоне стыка гарантии полного отсутствия термических трещин нет.
Широко используется диффузионная сварка при производстве частей ГТД из титановых сплавов, прежде всего полых вентиляторных лопаток [4], состоящих из обшивок и расположенного между ними заполнителя, образующего ребра жесткости. При производстве полых лопаток используют листовые заготовки, которые собирают в пакет и подвергают соединению диффузионной сваркой в определенных, заданных специальным рисунком местах. Также широко используется диффузионная сварка при производстве биметаллических изделий, в том числе биметаллических изделий, выполненных из интерметаллидного сплава на основе Ni3Al и дисперсионно-твердеющего никелевого сплава [5].
Согласно классической теории [6] процесс диффузионной сварки протекает в три, приведенные ниже с пояснениями, основные стадии:
- образование физического контакта, то есть сближение соединяемых заготовок за счет пластической деформации микронеровностей на свариваемых поверхностях на расстояние, при котором становится возможным валентное межатомное взаимодействие между заготовками, обусловленное силами Ван-дер-Ваальса.
Однако, несмотря на такое сближение заготовок, валентного межатомного взаимодействия между ними не происходит, поскольку на поверхности металла имеет место физическая адсорбция кислорода, то есть атомы металла оказываются связанными с атомами кислорода теми же силами Ван-дер-Ваальса [7, С 221]. Физическая адсорбция характеризуется отсутствием подлинной химической связи между отмеченными атомами, характерной для окислов, но при этом устранить связь, обусловленную силами Ван-дер-Ваальса, обычным механическим путем, как окисную пленку, не представляется возможным.
Для устранения этой связи становится необходимой активация контактных поверхностей;
- активация контактных поверхностей направлена на разрыв связей между атомами металла и кислорода и образование связей металлов свариваемых заготовок между собой. Активация возможна за счет термического воздействия на свариваемые заготовки, однако наиболее эффективно активация осуществляется за счет образования на контактных поверхностях активных центров, возникновение которых связано с высвобождением энергии при выходе на поверхность в результате пластической деформации структурных дефектов типа вакансий, межузельных атомов и, прежде всего, дислокаций, создающих поля упругих напряжений, под действием которых становится возможным разрыв связей атомов металла с атомами кислорода, и как результат, формирование металлических связей.
Дислокации выходят на свободные поверхности заготовок, в том числе на соединяемые поверхности, которые до образования связей между металлами заготовок с точки зрения физики процесса являются свободными.
Энергия дислокации даже длиной в одно межатомное расстояние велика и соизмерима с энергией связи атомов, поэтому дислокации являются самым действенным «механизмом» для разрушения связи атомов металла с атомами кислорода. Причем под воздействием этой энергии активируется не один поверхностный атом металла, как это имеет место в случае, когда используется термический канал активации, а сразу группа атомов. [6, С. 48].
Стадии образования физического контакта и активации, сопровождаемые совместной пластической деформацией заготовок сжатием, как правило, выполняются за один технологический переход. Но стадия активации всегда оказывается смещенной во времени относительно стадии образования физического контакта, поскольку, для осуществления активации является обязательным наличие физического контакта между заготовками.
На стадии образования физического контакта деформация локализуется в области микровыступов на соединяемых поверхностях. Здесь энергия дислокаций расходуется непосредственно на осуществление пластического течения металла, а также на создание деформационного рельефа, оказывающего положительное влияние на формирование физического контакта [6, С. 40], и, безусловно, на разрыв связей атомов кислорода с атомами металла, однако последние, еще не имея поблизости атомов металла, с которыми они могли бы образовать связь посредством сил Ван-дер-Ваальса, снова образуют связь с атомами кислорода, поскольку длительность жизни поверхностных атомов металла с ненасыщенными химическими связями крайне мала [6, С. 49].
Физический контакт формируется по всей поверхности соединения не одновременно, поэтому четко и полностью разделить стадии образования физического контакта и активации невозможно. Важно только отметить, что после образования физического контакта при отсутствии локализации деформации в процесс деформации вовлекается весь объем заготовок, что очень важно для получения качественного соединения. Объясняется данное обстоятельство тем, что в большем объеме существует большее количество дислокаций, которые до начала деформации находятся в состоянии покоя. Кроме того, дислокации в процессе деформации имеют способность интенсивно размножаться. Так одним из эффективных источников размножения дислокаций являются источники Франка-Рида, соответственно все эти дислокации в результате деформации получают возможность выхода на соединяемые поверхности.
С увеличением числа дислокаций, выходящих на поверхность будущего соединения, увеличивается количество активных центров и соответственно количество энергии, необходимой для разрушения связи атомов металла с атомами кислорода и образования связи металла с металлом.
Максимальная прочность сварного соединения будет достигнута тогда, когда количество активных центров будет по возможности максимальным [6, С. 60.], поэтому степень деформации заготовок выбирают всегда большей, чем требуется для создания физического контакта.
К тому же для создания физического контакта большие напряжения и соответственно большие степени и скорости деформации заготовок нежелательны. Они могут привести к скоплению дислокаций в малом объеме микронеровностей, невозможности их дальнейшего перемещения и, как результат к деформационному упрочнению соединяемых поверхностей и пористости в зоне соединения. Для уменьшения высоты микронеровностей и соответственно степени деформации при создании физического контакта поверхности заготовок, предназначенные для соединения, должны быть тщательно отшлифованы и отполированы. Также во избежание деформационного упрочнения образование физического контакта осуществляют в условиях сверхпластичности, для чего заготовки должны иметь соответствующим образом подготовленную структуру. Но, несмотря на все принимаемые меры, опасность деформационного упрочнения соединяемых поверхностей сохраняется, поскольку напряжения в контакте всегда выше приложенного напряжения вследствие локализации деформации, обусловленной малой, только по вершинам микронеровностей, площадью контакта. Кроме того, деформационное упрочнение может быть вызвано обстоятельствами, зависящими от метода деформирования свариваемых заготовок. Эти обстоятельства будут подробно рассмотрены ниже при анализе ближайших аналогов способа, заявляемого в качестве изобретения, а также при объяснении сущности изобретения.
После разрушения связи атомов кислорода с атомами металлов, последние образуют связи между собой, другими словами по завершении стадии активации происходит схватывание (сшивание) заготовок;
- объемное взаимодействие, при котором происходит образование прочных металлических связей между заготовками. Процесс объемного взаимодействия также протекает на активных центрах, то есть там, где произошло схватывание заготовок, но при этом носит диффузионный характер. На поверхности контакта он заканчивается слиянием дискретных очагов взаимодействия с образованием общих зерен при наличии между отдельными зернами когерентных границ, а в объеме - релаксацией напряжений. Длительность и температура стадии объемного взаимодействия должны быть достаточны для интенсивного развития диффузионных процессов и необходимой полноты их протекания. При соблюдении этих условий сварной шов имеет ударную вязкость, пластичность и прочность на уровне этих показателей для основного металла [6, С. 6]. При сварке заготовок трением такого качества сварного шва добиться не удается вследствие изменения структуры свариваемых заготовок в локальной зоне нагрева.
Однако не всегда имеют место все отмеченные стадии диффузионной сварки. Иногда требуется образование только физического контакта. В более ответственных случаях требуется схватывание заготовок, и изделия, части которого соединены таким образом, могут эксплуатироваться в условиях, когда к соединению не предъявляются повышенные требования по пластичности, ударной вязкости, прочности. В обоих отмеченных случаях правильнее говорить о том, что произошла «чистая» сварка давлением, поскольку только стадия объемного взаимодействия носит, как уже отмечалось, диффузионный характер.
Известен, способ изготовления составной заготовки типа «диск-вал» из жаропрочных сплавов [8], где реализованы все три отмеченные выше стадии диффузионной сварки.
Способ включает изготовление частей составной заготовки с подготовленной для образования физического контакта между заготовками структурой, предварительное соединение упомянутых частей методом вакуумной пайки, изотермическую деформацию составной заготовки, полученной предварительным соединением ее частей, которую осуществляют на воздухе с суммарной степенью деформации не менее 50%. Способ также включает горячее изостатическое прессование составной заготовки и ее термическую обработку.
Подготовленная для образования физического контакта между заготовками структура должна быть однородной и в меру мелкозернистой, обеспечивающей деформацию микронеровностей на контактных поверхностях заготовок в режиме сверхпластичности. При проведении опытных работ структуру в заготовках можно готовить вплоть до получения субмикрокристаллического состояния. Достаточно мелкие зерна с размером до 3 мкм можно получить в промышленных листовых заготовках, используя специальные режимы прокатки. Процесс получения очень мелких зерен в объемных заготовках связан со значительной трудоемкостью и энергоемкостью, поэтому при рассмотрении способов изготовления составных заготовок типа «диск-вал» с использованием диффузионной сварки и возможности их промышленного использования приходится говорить о структуре в меру мелкозернистой, имея в виду размер зерен предположительно порядка 10-15 мкм.
Как следует из описания способа, он предназначен для соединения диска со ступицей диска, но не с валом. Причиной такого смешения понятий, по-видимому, является то, что ступица диска имеет диаметр меньший, чем диаметр диска. Однако при этом ступица имеет и небольшую высоту, сравнимую с толщиной диска, что позволяет соединить заготовки диска и ступицы по торцевым поверхностям и изотермическую деформацию осуществить методом простой осадки с использованием специального закрытого контейнера, высота и диаметр которого обеспечивают деформацию заготовки по высоте с указанной степенью деформации, не менее 50%.
Горячее изостатическое прессование составной заготовки предназначено для устранения возможной пористости (участков непроваров) при формировании физического контакта.
При анализе данного способа возникают два основных вопроса, зачем нужна такая значительная степень деформации, не менее 50%, при осадке заготовок и почему в зоне соединения, несмотря ни на что возникает пористость, требующая для своего устранения проведения с использованием достаточно сложного оборудования горячего изостатического прессования.
Для ответа на первый вопрос, от которого, кстати, зависит ответ и на второй вопрос, необходимо обратиться к методу деформирования составной заготовки - осадке. Ранее было отмечено, что пористость при формировании физического контакта возникает, прежде всего, из-за деформационного упрочнения по вершинам микронеровностей на поверхностях соединяемых заготовок. Там же было отмечено, что деформационное упрочнение может быть вызвано обстоятельствами, зависящими от метода деформирования свариваемых заготовок.
Для выявления этих обстоятельств рассмотрим метод деформирования - осадку с позиций теории пластичности, как задачу о сжатии короткого пластического слоя между параллельными жесткими и шероховатыми плитами [9, 197-205 С. Рис. 139]. Деформация в таком слое протекает неоднородно, вследствие наличия упругих и даже жестких областей. На практике жесткие области часто называют застойными зонами. Наличие таких областей (зон) характерно для многих методов деформирования. Зависимость расположения жестких областей от метода деформирования и используемого при этом деформирующего инструмента является одним из предметов изучения в теории пластичности.
В рассматриваемом случае короткий слой состоит из предварительно соединенных заготовок диска и ступицы диска. Согласно теории пластичности в зоне их соединения перемежаются жесткие и пластичные области [9. Рис. 139].
Для преодоления жестких областей в заготовках приходится увеличивать усилия деформирования и соответственно степень деформации, что и приводит к значительному скоплению дислокаций в зоне создания физического контакта, и, как результат, к неизбежному деформационному упрочнению материала заготовок диска и ступицы диска. Для устранения возникающих при этих обстоятельствах непроваров обязательной становится операция горячего изостатического прессования. Однако некоторые участки непроваров могут оказаться достаточно крупными и соответственно не устранимыми в процессе горячего изостатического прессования.
Увеличение степени деформации, в данном случае до 50% и более, необходимо также для того, чтобы на стадии активации привести в активное состояние по возможности больший объем заготовок диска и ступицы, включая жесткие области, занимающие почти половину этого объема, обеспечив тем самым в объеме заготовок перемещение дислокаций, образование новых дислокаций и выход дислокаций на поверхности соединения. Однако количество активных центров может оказаться недостаточным для достижения необходимой прочности сварного соединения из-за наличия неустранимых участков непроваров.
Возможность появления пористости при создании физического контакта и недостаточную степень активации свариваемых поверхностей можно отнести к недостаткам рассмотренного способа.
Кроме того, как следует из описания, приемы способа не могут быть использованы в случае, когда заготовки диска и вала соединяются по цилиндрическим поверхностям.
Известен способ диффузионной сварки, когда детали соединяются по цилиндрическим поверхностям, так называемое телескопическое соединение деталей [10], за счет разности коэффициентов термического расширения материалов свариваемых деталей и оснастки. При этом наружную деталь устанавливают в обойму из материала с меньшим коэффициентом термического расширения, чем у свариваемых материалов, в нее устанавливают внутреннюю деталь, нагревают до температуры сварки, производят изотермическую выдержку и контролируют качество сварки.
С целью повышения качества соединения с одновременным его контролем при сварке деталей из материалов с соотношением коэффициентов термического расширения, равным 1,0-1,1, на наружной поверхности внутренней детали выполняют продольный паз, по изменению профиля которого определяют качество соединения.
Важно также отметить, что степень деформации сжатием свариваемых заготовок в данном способе, как и в случае соединения листовых заготовок, является незначительной, порядка 2-3%.
Способ отличается простотой, но его технологические возможности ограничены. Из-за необходимости установки деталей в обойму и последующего удаления обоймы способ может быть использован только для телескопического соединения двух деталей простых по форме, например отрезков двух труб, или наружной детали в виде отрезка трубы и внутренней детали в виде сплошного цилиндра. При наличии развитой по форме и/или площади торцевой поверхности наружной детали, подобной торцевой поверхности заготовки диска, прием способа, заключающийся в использование обоймы, представляется трудно реализуемым.
Известен также способ изготовления составной заготовки типа «диск - вал» из жаропрочных никелевых сплавов сваркой давлением [11], предполагающий использование приемов соединения заготовок диска и вала по цилиндрическим поверхностям.
Приемы данного способа во многом схожи с приемами способа [8], а именно, способ включает изготовление частей составной заготовки с подготовленной для образования физического контакта между заготовками структурой, предварительное соединение упомянутых частей методом вакуумной пайки, изотермическую деформацию составной заготовки, полученной предварительным соединением ее частей, которую осуществляют на воздухе. Далее проводят горячее изостатическое прессование составной заготовки и ее термическую обработку.
В отличие от способа [8] изотермическую деформацию составной заготовки типа «диск-вал» проводят в специализированном штамповом инструменте, обеспечивающем вывешивание вала с одновременным стесненным уширением дисковой части. Деформацию осуществляют за два перехода. Суммарная деформация заготовки диска составляет около 50%.
Рассмотренный выше способ изготовления составных заготовок типа «диск-вал» [11] выбран в качестве прототипа способа, заявляемого в качестве изобретения.
Недостаток способа-прототипа, заключающийся, как и в способе [8], в возникновении пористости при создании физического контакта, проявляется при изотермической деформации составной заготовки, точнее, при деформации заготовки диска, поскольку заготовка вала находится в пассивном (вывешенном) состоянии.
Стесненное уширение заготовки диска также можно отнести к задаче о сжатии короткого пластического слоя между параллельными жесткими плитами со всеми вытекающими из этого негативными последствиями, отмеченными при анализе способа [8]. Однако здесь ситуация усугубляется тем, что в зоне соединения не перемежаются жесткая и пластичная области. К зоне соединения заготовки диска с заготовкой вала обращена полностью жесткая область в заготовке диска. В результате условия деформации составной заготовки становятся крайне неблагоприятными для образования физического контакта между заготовками и активации соединяемых поверхностей.
С учетом результатов анализа уровня техники можно констатировать тот факт, что в процессе изготовления составной заготовки «диск - вал» из жаропрочных сплавов с использованием диффузионной сварки в случае соединения заготовок по цилиндрическим поверхностям, существует проблема, связанная с получением качественного соединения.
Технический результат изобретения заключается в выборе метода деформирования, по крайней мере, заготовки диска при изотермической деформации составной заготовки, позволяющего улучшить условия образования физического контакта между заготовками диска и вала и активации соединяемых поверхностей, и в целом повысить качество соединения, получаемого диффузионной сваркой.
Согласно способу изготовления составной заготовки типа «диск-вал» из жаропрочных сплавов с использованием диффузионной сварки, берут заготовки диска и вала с подготовленной для образования физического контакта между заготовками структурой, предварительно соединяют заготовки диска и вала, проводят изотермическую деформацию составной заготовки, полученной предварительным соединением заготовок диска и вала, воздействуя деформирующим инструментом по крайней мере на заготовку диска со стороны обеих торцевых поверхностей, а также обеспечивая в ходе деформации отсутствие доступа кислорода воздуха в зону соединения, в заключение проводят термообработку составной заготовки.
Для достижения технического результата изобретения в качестве деформирующего инструмента, воздействующего на заготовку диска в процессе изотермической деформации составной заготовки, используют два штампа преимущественно цилиндрической формы, имеющих отверстия для расположения в них заготовки вала с зазором, деформацию заготовки диска осуществляют посредством вдавливания штампов в заготовку диска по крайней мере со стороны, обращенной к зоне соединения с заготовкой вала, при этом толщину стенки a каждого из штампов выбирают с учетом условия, a≥b, где b - толщина заготовки диска, величину зазора между штампами и заготовкой вала выбирают не большей, чем 0,25 a, но обеспечивающей возможность свободного перемещения штампов относительно заготовки вала, а глубину вдавливания штампов выбирают исходя из технологического припуска на толщину заготовки диска.
Кроме того, на достижение технического результата направлены следующие приемы способа:
- в процессе изотермической деформации составной заготовки воздействуют деформирующим инструментом на заготовку вала с осевым усилием, P≤0,75 Pm, где Pm усилие, под воздействием которого в заготовке вала возникают напряжения равные пределу текучести, при этом воздействовать деформирующими инструментами на заготовки вала и диска начинают одновременно, а по достижении степени деформации заготовки вала в зоне соединения с заготовкой диска, достаточной для образования физического контакта между заготовками, воздействие на вал прекращают.
- предварительное соединение заготовок вала и диска осуществляют посредством посадки заготовки диска на заготовку вала с натягом;
Выявим причинно-следственную связь между отличительными признаками изобретения и отмеченным выше техническим результатом.
Как уже отмечалось выше по тексту, метод деформирования заготовки и расположение деформирующего инструмента относительно заготовки являются существенными при решении любой задачи, связанной с обработкой металлов давлением, поскольку в соответствии с теорией пластичности именно от указанных факторов зависит распределение пластических и жестких областей в деформируемой заготовке.
В случае заявляемого в качестве изобретения способа предлагается осуществлять вдавливание в заготовку диска двух штампов, преимущественно цилиндрической формы с центральным отверстием для расположения заготовки вала. Происходящий при этом процесс деформации заготовки диска можно рассматривать в свете задачи о наступлении пластического течения при вдавливании твердого штампа с плоским основанием в пластическую среду, ограниченную плоскостью [9, 192-194 С. Рис. 127, 128]. При этом под штампами и в окрестностях углов штампов, возникают пластические области в виде равнобедренных прямоугольных треугольников, объединенных центрированными полями, характеризующиеся равномерным напряженным состоянием сжатия.
Глубина проникновения пластических областей зависит от ширины штампов, в рассматриваемом случае от толщины кольцеобразных штампов, и определяется высотой упомянутых равнобедренных прямоугольных треугольников.
Зона соединения заготовок вала и диска полностью окажется в пластической области, возникающей при вдавливании штампов в заготовку диска со стороны обеих торцевых поверхностей в случае, если пластические области, возникающие при вдавливании каждого штампа, будут соприкасаться или даже частично накладываться друг на друга, что достигается выбором толщины стенки штампов в зависимости от толщины заготовки диска, а также выбором величины зазора между штампами и заготовкой вала.
Руководствуясь положениями теории пластичности и ориентируясь на форму пластических областей в виде равнобедренных прямоугольных треугольников, следует выбирать толщину стенки a каждого из штампов с учетом условия, a≥b, где b - толщина заготовки диска, а величину зазора между штампами и заготовкой вала не большей, чем 0,25 a, где a - толщина стенки штампов.
Наибольшую глубину проникновения пластические области имеют непосредственно под углами штампов или близко к углам штампов. Однако в рассматриваемом случае наименьшая величина зазора ограничена условием свободного перемещения штампов относительно заготовки вала.
В зависимости от диаметра заготовки диска и выбранной толщины стенок штампы могут внедряться в заготовку полностью. Тогда будет иметь место полная аналогия с задачей о наступлении пластического течения при вдавливании твердого штампа с плоским основанием в пластическую среду, или же только со стороны, обращенной к зоне соединения с заготовкой вала. В этом случае будет иметь место комбинация задачи о наступлении пластического течения при вдавливании твердого штампа с плоским основанием в пластическую среду с задачей о сжатии короткого пластического слоя между параллельными жесткими и шероховатыми плитами. В последнем случае потребуется корректировка значения усилий, воздействующих на поверхность заготовки диска, для увеличения соответствующих нормальных напряжений в силу необходимости преодоления сопротивления жестких областей. Поскольку зона соединения прямо не подпадает под воздействие отмеченных нормальных напряжений, их увеличение не отразится на условиях образования физического контакта. Наличие жестких областей в удалении от зоны соединения заготовок диска и вала также не отразится на условиях активации соединяемых поверхностей и в целом не помешает достижению технического результата изобретения.
Согласно теории пластичности, пластические области возникают сразу же при малейшем вдавливании штампов в заготовку диска, даже при отсутствии заметных изменений поверхности заготовки диска.
При дальнейшем вдавливании штампов в заготовку диска под действием напряжений сжатия заготовка стремится уменьшиться по высоте, раздаваясь при этом вширь и оказывая значительное давление на поверхность заготовки вала, что способствует образованию между заготовками диска и вала физического контакта. Давление на поверхность заготовки вала было бы меньшим, если бы материал диска относительно свободно выдавливался из зазора между штампами и заготовкой вала, как, например, при использовании известного метода деформирования - обратного выдавливания, основанного на рассматриваемой в данном разделе описании изобретения задаче о вдавливании штампа в пластическую среду. Но при обратном выдавливании используется смазка, а матрица, функцию которой в рассматриваемом случае выполняет заготовка вала, не является пластичной, кроме того, матрица изготавливается из материала, не склонного к схватыванию с материалом деформируемой заготовки
В заявляемом способе вследствие наличия сил трения, причем в условиях сверхпластичности вязкого трения, высокой температуры, склонности материалов диска и вала к схватыванию, только незначительная часть материала диска выдавливается в зазор между штампами и заготовкой вала. Но и это обстоятельство является благоприятным для образования между заготовками физического контакта, а именно, там, где материал заготовки начинает выдавливаться, между заготовкой вала и штампами формируется как бы кольцо из материала диска, подвергаемое при вдавливании штампов радиальной раздаче. Этот процесс практически исключает возможность образования пор в зоне такого кольца. Кольцо формируется на начальном участке соединения заготовок диска и вала, то есть наиболее опасном месте с точки зрения возникновения концентраторов напряжений в процессе эксплуатации ротора.
Часть материала заготовки диска, которая выдавливается в зазор между заготовкой вала и штампами за пределами упомянутого кольца, подлежит удалению резанием, подобно грату при сварке трением.
При вдавливании штампов в заготовку диска в ней возникают как нормальные, так и касательные напряжения, последние особенно благоприятно сказываются на образовании физического контакта между заготовками диска и вала.
Далее, обратившись к процессу активации соединяемых поверхностей, еще раз отметим, что при вдавливании штампов в пластическую среду, ограниченную плоскостью, в каждом продольном сечении под штампами и в окрестностях углов штампов, возникают пластические области в виде равнобедренных прямоугольных треугольников, объединенных центрированными полями. При выполнении условий, связанных с выбором толщины стенок штампов и величины зазора между штампами, большая часть объема заготовки диска окажется захваченной пластической областью. Это обеспечит возможность беспрепятственного перемещения дислокаций, зарождения значительного количества новых дислокаций и выхода всех дислокаций на поверхность заготовки диска, подвергаемой соединению, причем при выборе оптимальной степени деформации заготовки диска, ограниченной величиной технологического припуска на толщину заготовки диска, порядка 10-20%.
Все отмеченные выше обстоятельства приводят к заметному улучшению условий образования физического контакта и активации соединяемых поверхностей и в целом к повышению качество соединения, полученного диффузионной сваркой, и соответственно к достижению намеченного технического результата.
Кроме того, выбор степени деформации заготовки диска, ограниченной только величиной технологического припуска на толщину заготовки, порядка 10-20%, делает составную заготовку, как изделие, более технологичной по сравнению с составной заготовкой, изготавливаемой по способу-прототипу
В соответствии с классическим подходом к проведению диффузионной сварки при создании гарантированного физического контакта между соединяемыми поверхностями проведения горячего изостатического прессования не требуется. Достаточным является нагрев составной заготовки и ее выдержка при температуре в течение времени, которое требуется для протекания стадии объемного взаимодействия между заготовками.
В заявляемом в качестве изобретения способе в виду использования благоприятной схемы деформирования в процессе образования физического контакта между заготовками и активации свариваемых поверхностей проведение горячего изостатического прессования становится необязательным, что также положительно сказывается на технологичности составной заготовки.
В процессе изотермической деформации составной заготовки можно воздействовать деформирующим инструментом на заготовку вала с осевым усилием, P≤0,75 Pm, где Pm усилие, под воздействием которого в заготовке вала возникают напряжения равные пределу текучести. При этом воздействовать деформирующими инструментами на заготовки вала и диска начинают одновременно, а по достижении степени деформации заготовки вала в зоне соединения с заготовкой диска, достаточной для образования физического контакта между заготовками, воздействие на вал прекращают.
В отмеченном случае вал деформируется с сохранением его устойчивости, то есть под воздействием усилия, не приводящего к достижению напряжений, превышающих предел текучести материала вала, хотя последние имеют место в зоне соединения из-за локализации, как уже отмечалось ранее по тексту, напряжений на вершинах микровыступов.
Деформация заготовки вала при образовании физического контакта целесообразна в случае, когда материал вала заметно превосходит по пластичности материал диска.
Предварительное соединение заготовок вала и диска можно осуществить посредством посадки заготовки диска на заготовку вала с натягом.
В случае, когда поверхности соединения имеют цилиндрическую форму, сборку соединения заготовок диска и вала с натягом осуществляют температурным деформированием.
В случае, когда поверхности соединения имеют коническую форму, сборку соединения заготовок диска и вала с натягом осуществляют механическим путем.
Предварительное соединение заготовок вала и диска посредством посадки заготовки диска на заготовку вала с натягом не позволяет достичь между заготовками физического контакта, поскольку посадка реализуется преимущественно за счет сил трения. Однако за счет сил трения, равномерно распределенных по боковой поверхности заготовки вала, создаются условия для благоприятного протекания процесса образования физического контакта при изотермической деформации составной заготовки.
Чтобы обеспечить отсутствие доступа кислорода воздуха в зону соединения, можно использовать следующие известные приемы:
- изотермическую деформацию осуществлять в специальной камере, в вакууме или в среде инертного газа;
- для предварительного соединения заготовок вала и диска использовать вакуумную пайку после посадки заготовки диска на заготовку вала с натягом;
- поместить составную заготовку вместе со штампами в герметичный контейнер и подвергать изотермической деформации вместе с контейнером.
Последний прием целесообразно использовать при проведении опытных и научно-исследовательских работ с использованием способа.
В качестве вывода можно отметить, что рассмотренные признаки заявляемого способа изготовления составной заготовки типа «диск - вал» из жаропрочных сплавов с использованием диффузионной сварки являются новыми и неочевидными.
Способ является промышленно применимым, тем более что для его реализации в промышленных масштабах не потребуется использования сложного и дорогостоящего оборудования, а также значительных затрат энергии.
Сущность изобретения поясняется материалами, оформленными в виде графических изображений:
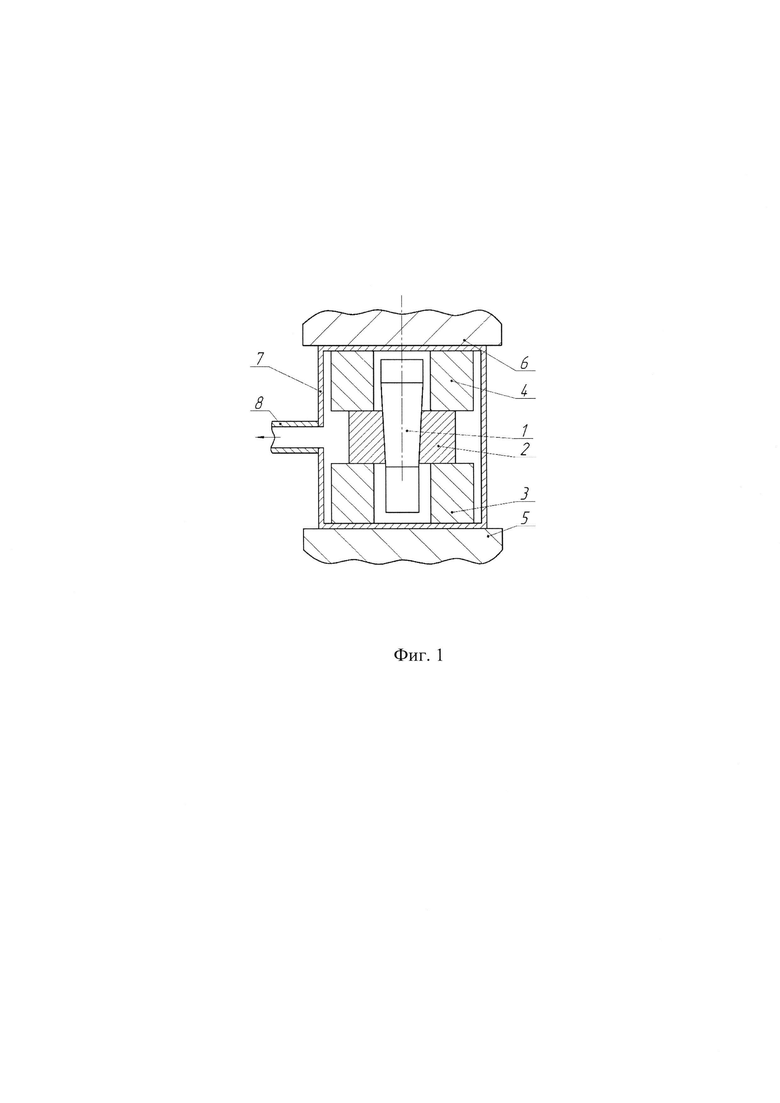
фиг. 1 - схема осуществления операции изотермической деформации составной заготовки типа «диск - вал» в случае, когда деформации подвергается только заготовка диска;
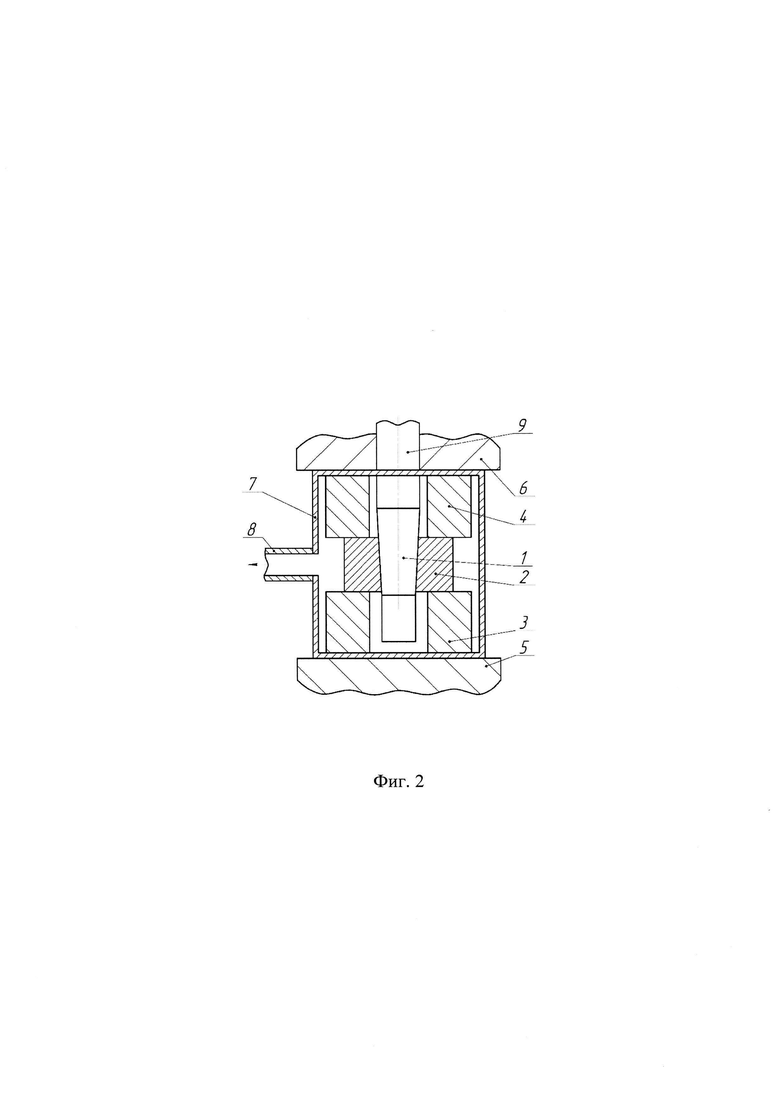
фиг. 2 - схема осуществления операции изотермической деформации составной заготовки типа «диск - вал» в случае, когда деформации подвергаются заготовки диска и вала;
фиг. 3 - фото составной заготовки «диск-вал», полученной по заявляемому способу (разрез в продольном сечении);
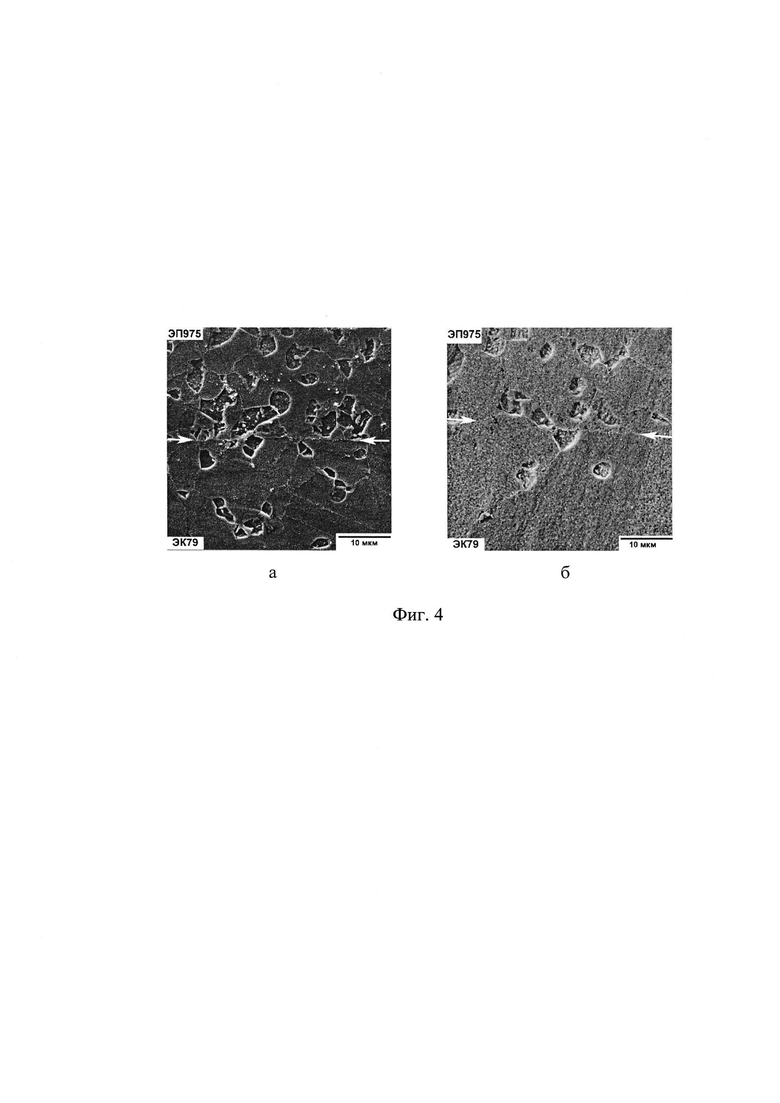
фиг. 4 - фото микроструктуры зоны соединения, а) после стадии активации; б) после стадии объемного взаимодействия;
фиг. 5 картина распределения напряжений в зоне соединения заготовок, полученная при моделировании процесса изотермической деформации составной заготовки.
На фиг. 1, 2 показаны соответственно схема осуществления операции изотермической деформации составной заготовки типа «диск - вал» в случае, когда деформации подвергается только заготовка диска, и схема осуществления операции изотермической деформации составной заготовки типа «диск - вал» в случае, когда деформации подвергаются заготовки диска и вала.
Предварительно соединенные заготовки вала и диска обозначены позициями 1 и 2. Заготовка диска 2 расположена между двумя штампами 3, 4, предназначенными для осуществления деформации заготовки диска. Поз. 5, 6 показаны плиты пресса. Поз. 7 показан герметичный контейнер для создания вакуума в процессе изотермической деформации составной заготовки. Поз 8 обозначена трубка для откачки воздуха из контейнера 7.
На фиг. 2 дополнительно показан пуансон 9, предназначенный для деформации заготовки 1 вала. В этом случае одна из плит 6 пресса имеет отверстие для обеспечения возможности автономного перемещения пуансона 9 относительно плиты 6.
Фиг. 2 иллюстрирует возможность деформации заготовки вала в процессе образования физического контакта между заготовками вала и диска.
Далее приведен пример конкретного выполнения способа в случае, когда заготовки диска и вала изготовлены из высоколегированных дисперсионно-твердеющих никелевых сплавов.
Приведенный пример не исчерпывает возможностей способа при использовании заготовок диска и вала, изготовленных из других жаропрочных сплавов, например из титановых сплавов, поскольку новые и неочевидные признаки заявляемого способа не касаются особенностей материала свариваемых заготовок, их структурного состояния, температурных и скоростных условий деформирования, а только метода деформирования составной заготовки.
С использованием приемов заявляемого способа были изготовлены модельные образцы составной заготовки типа «диск-вал» в масштабе 1/10 к реальной детали (фиг. 3).
Для изготовления заготовки диска использовался жаропрочный дисперсионно-твердеющий никелевый сплав ЭП975 (~55% упрочняющей γ'-фазы), а для изготовления заготовки вала использовался сплав ЭК79 (~40% упрочняющей γ'-фазы).
Предварительно в заготовках в результате деформационно-термической обработки была сформирована ультрамелкозернистая структура типа микродуплекс, с размером зерен γ-фазы от 5 до 8 мкм и γ'-фазы размером от 1 до 3 мкм. Такая структура в обоих сплавах проявляет эффект сверхпластичности при температуре сварки 1100°С.
Заготовка диска имела следующие размеры; внешний диаметр 36 мм внутренний диаметр 12 мм, толщина 15 мм. Технологический припуск по толщине составил 3 мм. Заготовка вала цилиндрической формы имела диаметр 12 мм, длину 36 мм. В месте соединения поверхности заготовок вала и диска имели форму конуса с углом конусности π/180 радиан.
Конусность позволила предварительно соединить заготовки вала и диска по прессовой посадке механическим путем при комнатной температуре.
Перед соединением по прессовой посадке заготовки подвергли обработке резанием, далее поверхности, подлежащие соединению, тщательно отшлифовали и отполировали.
Для проведения изотермической деформации составную заготовку поместили в герметичный контейнер из нержавеющей стали, в полости которого создали вакуум 10-4 мм рт. столба. Толщина стенок контейнера была выбрана 3 мм для обеспечения возможности их деформирования в процессе изотермической деформации составной заготовки
В этом же контейнеры разместили кольцеобразные штампы для осуществления их вдавливания в заготовку диска. Толщина стенок штампов равнялась 16 мм.
Зазор между штампами и заготовкой вала равнялся 1,5 мм.
Изотермическую деформацию проводили при температуре 1100°С и скорости деформации 10-4 с-1, вдавливая штампы в заготовку на глубину 3 мм, по 1,5 мм со стороны каждой торцевой поверхности Давление на штампы осуществляли через стенки контейнера.
Поскольку разность между величинами радиуса заготовки диска и радиуса заготовки вала была меньше выбранной в соответствии с условием, a≥b, где b - толщина заготовки диска, толщины стенок штампа внедрение штампов в заготовку диска происходило только со стороны, обращенной к зоне соединения с заготовкой вала, то есть в том, что касается метода деформирования заготовки диска, имела место комбинация задачи о наступлении пластического течения при вдавливании твердого штампа с плоским основанием в пластическую среду с задачей о сжатии короткого пластического слоя между параллельными жесткими и шероховатыми плитами.
После изотермической деформации часть модельных образцов была разрезана и подвергнута микроструктурному анализу на предмет наличия пористости в зоне соединения. Микроструктурный анализ показал, что между заготовками диска и вала сформировалось зона соединения практически без пор.
Другая часть образцов была подвергнута термической обработке, включающей нагрев до температуры, на 50°С выше температуры изотермической деформации, с выдержкой при этой температуре в течение 1 часа. Термообработка способствует релаксации напряжений, возникших при деформации заготовок и интенсивному протеканию диффузии в соединяемых заготовках. Причем, процессы диффузии легирующих элементов соединяемых материалов сопровождаются частичным (в сплаве ЭП975) или полным (в сплаве ЭК79) растворением некогерентных выделений γ'-фазы, что приводит к развитию процессов собирательной рекристаллизации, результатом которой является увеличение размера зерен γ-фазы в обоих сплавах, в том числе образование общих зерен в зоне соединения.
Последующий микроструктурный анализ зоны соединения показал, что она практически неотличима по структуре от структуры заготовок вала и диска вдали от зоны соединения.
Результаты микроструктурного анализа зоны соединения после стадии образования физического контакта и активации соединяемых поверхностей, а также после заключительной термообработки приведены на фиг 4 а) и б) соответственно.
Перед изготовлением модельных образцов было проведено компьютерное моделирование процесса изотермической деформации, подтвердившее теоретические положения, на которых основана сущность изобретения. Был рассмотрен случай, когда плиты внедрялись в заготовку диска со стороны, обращенной к зоне соединения с заготовкой вала. Зона соединения располагалась в пластической области, характеризующейся равномерным напряжением сжатия, благоприятным для образования физического контакта между заготовками (фиг. 5).
Источники информации
1. Демин Ф.И., Проничев Н.Д., Шитарев И.Л. Технология изготовления основных деталей газотурбинных двигателей. Самара: издательство СТАУ, 2012. 324 с.
2. Моргулис П.С., Перфилов В.Г. Турбокомпрессоры тепловозных двигателей. М.: Машиностроение. 1965. 146 с.
3. Лукин В.И., Ковальчук В.Г., Саморуков М.Л. и др. Исследование влияния параметров сварки трением и термической обработки на качество сварных соединений жаропрочных деформируемых никелевых сплавов //Сварочное производство. 2011. №4. С. 26-30.
4. Патент RU 2555274, МПК B21D 53/78, опубл. 10.07.2015, Бюл. №19.
5. Патент RU 2608118, МПК В23К 20/14, опубл. 13.01.2017, Бюл. №2.
6. Каракозов Э.С. Сварка металлов давлением. М.: Машиностроение, 1986. 280. с.
7. Зенгуил Э. Физика поверхности / пер. с англ. М.: Мир, 1990 536 с.
8. Патент RU 2610658, МПК В21К 25/00, опубл. 14.02.2017, Бюл. №5.
9. Качанов Л.М. Основы теории пластичности. М.: Наука, Главная редакция физико-математической литературы, 1969. 420 с.
10 Авторское свидетельство SU 1123194, В23К 20/14, опубл. 20.05.2005 г, Бюл. №14.
11. Скугоров А.В., Афанасьев-Ходыкин А.Н., Рогалев А.М., Ложкова Д.С. Разработка опытных технологий изготовления составных биметаллических полуфабрикатов типа «диск - диск» и «диск - вал» из жаропрочных никелевых и титановых сплавов совместной пластической деформацией // Технология легких сплавов, №3. 2016, С. 75-82.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2608118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАНОВЫЙ СПЛАВ-АЛЮМИНИД ТИТАНА | 2010 |
|
RU2477203C2 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВОГО СПЛАВА | 2009 |
|
RU2415738C1 |
| ПАКЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО МНОГОСЛОЙНОГО ЯЧЕИСТОГО ИЗДЕЛИЯ СПОСОБОМ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ | 2014 |
|
RU2570714C2 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТА ИЗ НИЗКОЛЕГИРОВАННОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО МЕДНОГО СПЛАВА С СОДЕРЖАНИЕМ НИКЕЛЯ ДО 1,6%, БЕРИЛЛИЯ 0,2-0,8% И ТИТАНА ДО 0,15% | 2009 |
|
RU2416672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |


Изобретение относится к области машиностроения и может быть использовано при изготовлении дискового ротора осевого компрессора малогабаритного газотурбинного двигателя. Заготовки диска и вала с подготовленной для образования физического контакта между ними структурой предварительно соединяют с получением составной заготовки. Осуществляют изотермическую деформацию составной заготовки путем воздействия деформирующим инструментом по меньшей мере на заготовку диска со стороны ее обеих торцевых поверхностей. При этом используют два штампа цилиндрической формы, имеющие отверстия для расположения в них с зазором заготовки вала. Штампы вдавливают в заготовку диска по меньшей мере со стороны, обращенной к зоне соединения с заготовкой вала. Толщина стенки каждого из штампов a≥b, где b - толщина заготовки диска. Величину зазора между штампами и заготовкой вала выбирают не больше, чем 0,25 a. В результате обеспечивается повышение качества соединения заготовок диска и вала. 2 з.п. ф-лы, 5 ил., 1 пр. 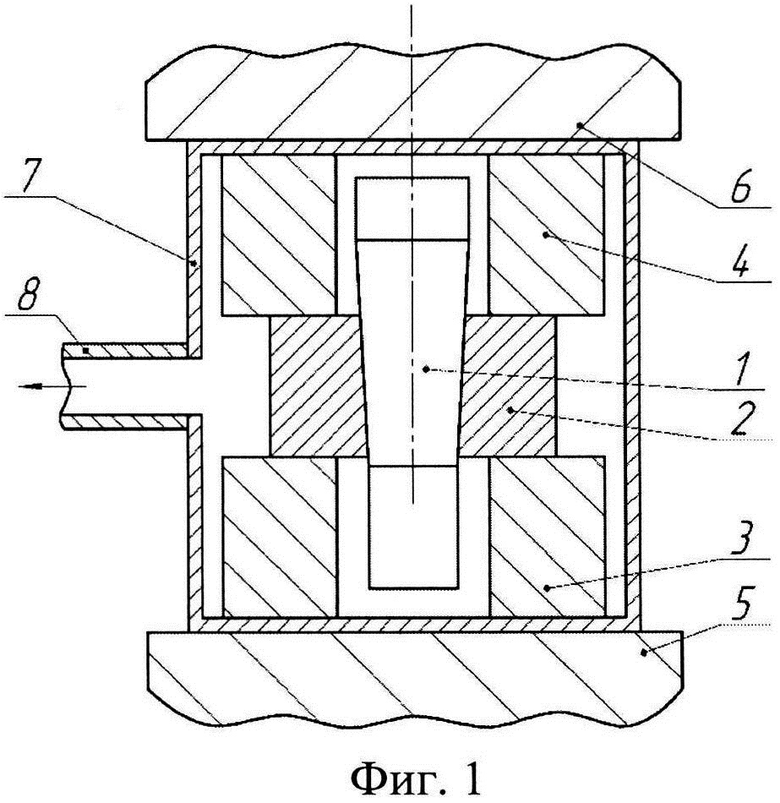
1. Способ изготовления составной заготовки типа «диск - вал» из жаропрочного сплава с использованием диффузионной сварки, включающий предварительное соединение заготовок диска и вала с подготовленной для образования физического контакта между ними структурой с получением составной заготовки, изотермическую деформацию составной заготовки путем воздействия деформирующим инструментом по меньшей мере на заготовку диска со стороны ее обеих торцевых поверхностей с обеспечением отсутствия доступа кислорода воздуха в зону соединения диска с валом, а затем проводят термообработку составной заготовки, отличающийся тем, что в качестве деформирующего инструмента, воздействующего на заготовку диска в процессе изотермической деформации составной заготовки, используют два штампа цилиндрической формы, имеющих отверстия для расположения в них с зазором заготовки вала, деформацию заготовки диска осуществляют вдавливанием в нее штампов по меньшей мере со стороны, обращенной к зоне соединения с заготовкой вала, при этом толщину стенки a каждого из штампов выбирают с учетом условия a≥b, где b - толщина заготовки диска, величину зазора между штампами и заготовкой вала выбирают не большей, чем 0,25 a, и обеспечивающей возможность свободного перемещения штампов относительно заготовки вала, а глубину вдавливания штампов выбирают с учетом технологического припуска на толщину заготовки диска.
2. Способ по п. 1, отличающийся тем, что в процессе изотермической деформации составной заготовки воздействуют деформирующим инструментом на заготовку вала с осевым усилием P≤0,75 Pm, где Pm - усилие, под воздействием которого в заготовке вала возникают напряжения, равные пределу текучести, при этом воздействовие деформирующими инструментами на заготовки вала и диска начинают одновременно, а по достижении степени деформации заготовки вала в зоне соединения с заготовкой диска, достаточной для образования физического контакта между заготовками, воздействие на вал прекращают.
3. Способ по п. 1, отличающийся тем, что предварительное соединение заготовок вала и диска осуществляют путем посадки заготовки диска на заготовку вала с натягом.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ЗАГОТОВОК ТИПА "ДИСК-ДИСК" И "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ ТИТАНОВЫХ И НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610658C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБОМАШИНЫ | 2017 |
|
RU2682064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБИНЫ ИЗ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА | 2014 |
|
RU2571673C1 |
| ВРАЩАЮЩИЙСЯ СКВАЖИННЫЙ ИНСТРУМЕНТ | 2016 |
|
RU2725214C2 |

