Изобретение относится к технологии машиностроения, в частности к вибрационным устройствам для отделочно-упрочняющей обработки деталей из сталей и сплавов поверхностным пластическим деформированием (ППД) со статическим нагружением деформирующих элементов.
Известен генератор механических импульсов (ГМИ) для вибрационного статико-импульсного упрочнения, отличающийся независимым регулированием энергии и частоты ударов [1, 2]. В конструкцию ГМИ входят: волновод с закрепленным на нем деформирующим элементом и боек, которые расположены в корпусе, гидроцилиндр статического воздействия на корпус, гидродвигатель, вращающий золотник кранового распределителя, редукционный клапан и дроссель.
Известный ГМИ представляет собой весьма сложную, дорогостоящую, металлоемкую и энергоемкую конструкцию, которая значительно увеличивает себестоимость изготовления обрабатываемых деталей.
Задачей изобретения является расширение технологических возможностей статической обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности при минимальной энергоемкости и трудоемкости изготовления оснастки путем использования устройства для вибрационного раскатывания отверстий, имеющего корпус с гидроцилиндрами, поршнями и штоками с закрепленными на них деформирующими элементами.
Предлагаемое устройство предназначено для вибрационного раскатывания отверстий и включает корпус, выполненный с возможностью возвратно-вращательного движения относительно собственной продольной оси и относительного возвратно-осевого перемещения и установленные в нем деформирующие элементы, причем корпус выполнен с рабочими цилиндрами, которые расположены радиально под острым углом к продольной оси и в которых с возможностью возвратно-поступательного перемещения вдоль цилиндров расположены поршни со штоками, при этом на внешних торцах штоков закреплены деформирующие элементы, выполненные со сферической рабочей поверхностью и возможностью воздействия на обрабатываемую поверхность, а внутренние бесштоковые полости всех цилиндров, заполненные маслом под давлением, сообщаются через перепускные отверстия с центральной полостью, которая соединена с внешней гидростанцией, кроме того, корпус выполнен с возможностью планетарного возвратно-вращательного движения относительно планетарной оси, совпадающей с осью заготовки и смещенной относительно его собственной продольной оси на величину эксцентриситета, причем корпус выполнен с возможностью изменения величины эксцентриситета, между собственной продольной осью и планетарной осью для установки величины амплитуды вибрационных перемещений деформирующих элементов и изменения скорости его вращения относительно собственной оси для установления частоты вибраций деформирующих элементов.
Сущность конструкции устройства для вибрационного раскатывания отверстий поясняется чертежами.
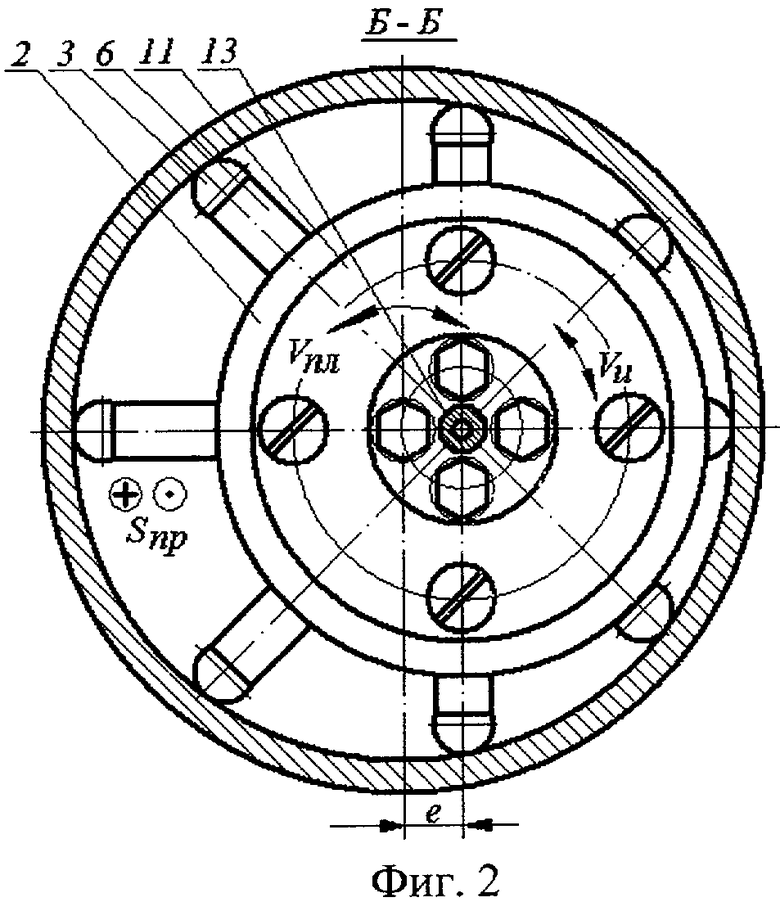
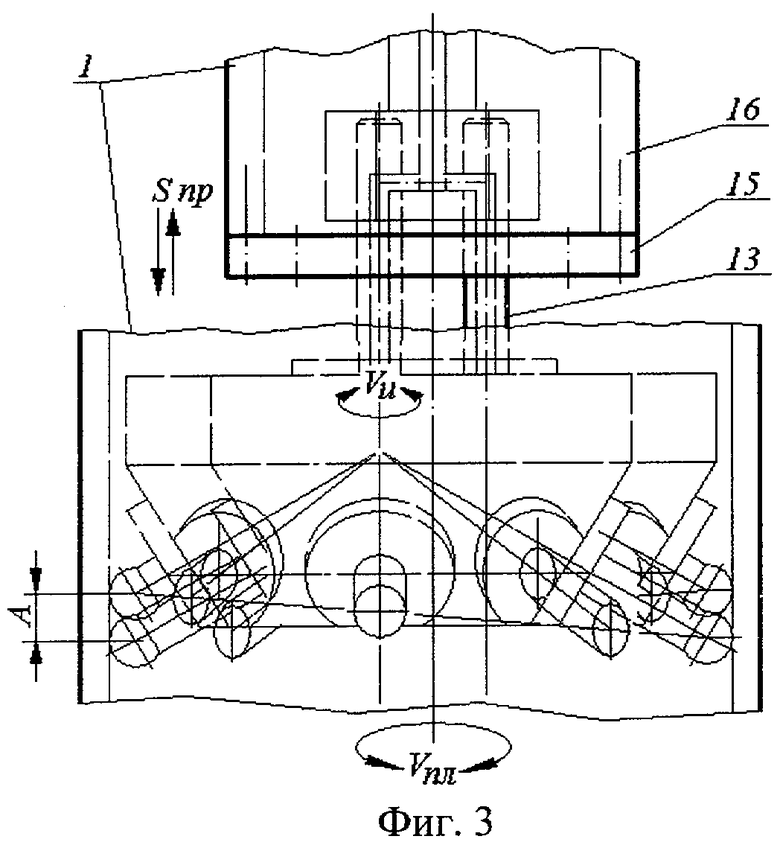
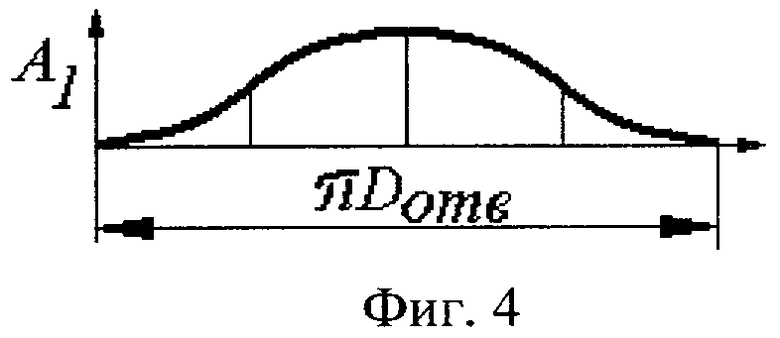
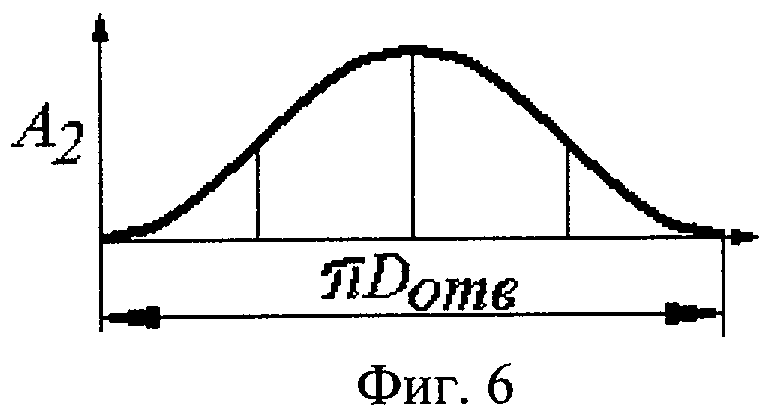
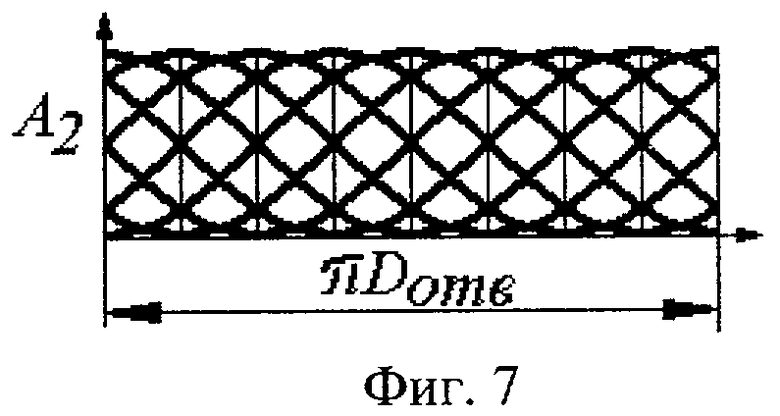
На фиг.1 показана схема обработки отверстия поверхностным пластическим деформированием раскатыванием предлагаемым устройством с планетарным и осциллирующим движением, продольный разрез; на фиг.2 - общий вид устройства сверху, сечение по Б-Б на фиг.1; на фиг.3 - общий вид устройства сбоку (тонкими линиями показано два диаметрально противоположных положения); на фиг.4 - развертка обрабатываемого отверстия и траектория осциллирующего движения с амплитудой А1 одного деформирующего элемента; на фиг.5 - развертка обрабатываемого отверстия и траектории осциллирующих движений с амплитудой A1 деформирующих элементов в количестве 8 шт.; на фиг.6 - развертка обрабатываемого отверстия и траектория осциллирующего движения с амплитудой А2>A1 одного деформирующего элемента; на фиг.7 - развертка обрабатываемого отверстия и траектории осциллирующих движений с амплитудой А2>A1 деформирующих элементов в количестве 8 шт.; на фиг.8 - к определению величины амплитуды деформирующих элементов.
Предлагаемое многоэлементное осциллирующее устройство 1 предназначено для чистовой отделочной обработки отверстий поверхностным пластическим деформированием (ППД) - раскатыванием множеством деформирующих элементов, совершающими возвратно-вращательные и возвратно-осевые вибрационные возвратно-поступательные перемещения с амплитудой А за счет введения планетарного движения VПЛ и эксцентричного смещения е, позволяющие регулирование и установление оптимальной частоты, зависящей от частоты вращения устройства VИ.
Устройство содержит корпус 2 с деформирующими элементами 3, которому сообщают вращательное движение относительно собственной оси со скоростью VИ и относительное осевое возвратно-поступательное перемещение SПР, как при традиционном раскатывании. В корпусе 2 радиально под острым углом β к продольной оси расточены рабочие гидроцилиндры 4, в которых с возможностью перемещения расположены поршни 5 со штоками 6. Поршни со штоками смонтированы в гидроцилиндрах таким образом, что штоки расположены на периферии корпуса. Длина всех штоков одинаковая.
На внешних торцах штоков 6 закреплены деформирующие элементы 3 со сферической рабочей поверхностью, воздействующие на обрабатываемую поверхность заготовки. В разработанной конструкции устройства деформирующие элементы по форме представляют собой болт со сферической головкой, который крепится на штоке на резьбе. Это позволяет производить быструю замену изношенных деформирующих элементов. В зависимости от технологических задач количество рабочих цилиндров в корпусе может быть от двух и более штук исходя из конструктивных соображений. С целью увеличения жесткости конструкции шток и поршень могут быть выполнены как единое целое. По периферии корпуса цилиндры закрыты крышками 7 с отверстиями под шток, которые ограничивают ход поршня и удерживают его в цилиндре. В наружной канавке поршня вставлено уплотнительное кольцо 8.
Внутренние полости всех цилиндров, заполненные маслом под давлением, через перепускные отверстия 9 сообщаются между собой и с центральной полостью 10, которая соединена с внешней гидростанцией (не показана). Центральная полость образована и расположена в корпусе устройства и сверху закрыта крышкой 11. Герметичность прилегания крышки достигается уплотнительным кольцом 12. Такое сообщение цилиндров между собой и с гидростанцией позволяет создавать необходимое рабочее давление, которое развивается каждым штоком гидроцилиндра независимо от величины вылета штока, и внедрять деформирующие элементы в обрабатываемую поверхность на необходимую одинаковую глубину.
К крышке 11 посредством фланца крепится полый вал 13, на котором установлено зубчатое колесо 14, обкатывающееся по внутреннему неподвижному зубчатому колесу 15. Колесо 15 закреплено на стойке 16, которая установлена на станине станка (не показана). Первоначальное вращательное движение  снимается со шпинделя 17 станка и передается кулисе 18, на выходе которой вал 13 получает необходимую для раскатывания скорость VИ.
снимается со шпинделя 17 станка и передается кулисе 18, на выходе которой вал 13 получает необходимую для раскатывания скорость VИ.
Снабжение центральной полости жидкостью высокого давления осуществляется через полый шпиндель 17, муфту, которая (не показана) расположена в кулисе 18, и полый вал 13.
Зубчатое колесо 14, обкатывающееся по внутреннему неподвижному зубчатому колесу 15, передает планетарное вращение VПЛ всему корпусу относительно центральной продольной оси, совпадающей с осью шпинделя, осью внутреннего зубчатого колеса 15 и осью заготовки. Таким образом, собственная ось вращения корпуса смещена на величину эксцентриситета «е» относительно планетарной оси, совпадающей с осью заготовки.
Корпусу 2 сообщают вращение со скоростью VИ и относительное осевое перемещение SПР, как при традиционном раскатывании.
Угол наклона осей цилиндров принимается не более 90° и желательно не менее 45°, т.е. в пределах 45°<β<90°, относительно продольной оси.
Отличительной особенностью предлагаемого устройства является то, что деформирующие элементы установлены на штоках подвижно относительно корпуса и имеют возможность перемещаться как в продольном, так и в поперечном направлениях.
Устройство работает следующим образом.
В глухих радиальных, наклонных к продольной оси, гидроцилиндрах корпуса установлены поршни, на которые воздействует масло под давлением, вырабатываемым гидростанцией (не показана), при этом создается статическая нагрузка, действующая на шток с деформирующим элементом, последний воздействует на обрабатываемую поверхность заготовки. Выбор усилия воздействия деформирующих элементом на обрабатываемую поверхность заготовки зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
Равное статическое нагружение всех деформирующих элементов обеспечивается гидросистемой, подающей масло через полый шпиндель, муфту, полый вал, центральную полость, перепускные отверстия в гидроцилиндры.
Вибрационные перемещения с амплитудой А и определенной частотой, равной скорости вращения VИ деформирующих элементов, осуществляются за счет введения планетарного вращения устройства, позволяющего приближать и удалять корпус относительно деформирующих элементов.
Заготовка, как правило, неподвижна, а предлагаемому раскатывающему устройству сообщают возвратно-вращательное движение VИ, возвратно-поступательную продольную подачу SПР и планетарное вращение VПЛ с эксцентриситетом «е».
Перед вводом устройства в обрабатываемое отверстие заготовки деформирующие элементы сведены к центру в виду отсутствия масла под давлением в гидроцилиндрах, при этом деформирующие элементы располагаются на меньшем диаметре, чем диаметр обрабатываемого отверстия DОТВ.
Как только устройство введено в отверстие заготовки, включается в работу гидросистема и деформирующие элементы входят в контакт с обрабатываемой поверхностью. При приближении продольной оси корпуса к обрабатываемой поверхности отверстия, как результат планетарного движения, деформирующие элементы совершают продольное перемещение на величину А за один оборот устройства и постоянное силовое воздействие.
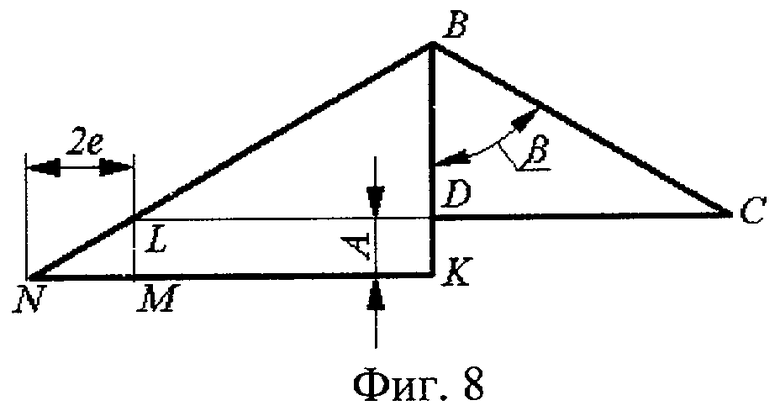
Величина продольной амплитуды осцилляции А деформирующих элементов зависит от эксцентриситета «е» смещения оси планетарного вращения относительно продольной оси корпуса и угла β наклона гидроцилиндров к этой оси. Величина амплитуды А определяется при совмещении левого N и правого С положений деформирующих элементов (см. фиг.1, 8). При рассмотрении треугольников BCD и BKN можно отметить, что отрезок LM равен амплитуде А, а отрезок NM равен 2е, тогда из треугольника NML-tgβ=А/2е.
Откуда величина продольной амплитуды осцилляции А деформирующих элементов определяется по формуле:
А=2е·tgβ мм,
где: е - эксцентриситет смещения оси планетарного вращения устройства относительно продольной оси корпуса, мм;
β - угол наклона штока с деформирующим элементом к продольной оси, град.
В результате ввода планетарного движения деформирующие элементы совершают продольное перемещение со скоростью VПЛ на величину А за один оборот планетарного движения корпуса, интенсивно воздействуя на обрабатываемую поверхность.
Как видно на развертках обрабатываемого отверстия (см. фиг.4-7), где показаны траектории осциллирующих движений деформирующих элементов, сочетание вращательного движения с возвратно-поступательным движением деформирующих элементов ГВРО создает перекрестное движение элементов без изменения силы давления и силы трения. Точка касания деформирующего элемента со стенкой обрабатываемого отверстия опишет синусоидальную траекторию. Получение сложного микрорисунка способствует уменьшению степени износа обработанных поверхностей, удержанию смазки в процессе эксплуатации этих поверхностей.
На фиг.4 и 5 показана развертка обработанного отверстия и траектории осциллирующих движений с амплитудой А1 соответственно одним деформирующим элементом и в количестве 8 штук, принадлежащих предлагаемому устройству, а на фиг.6 и 7 - развертка обрабатываемого отверстия и траектории осциллирующих движений с амплитудой А2>A1 соответственно одним деформирующим элементом и в количестве 8 шт. Во втором случае устройство настроено на больший эксцентриситет «е» и имеет большие углы β наклона гидроцилиндров к продольной оси.
Таким образом, происходит ППД раскатывание с постоянным нагружением деформирующих элементов и их осциллирующим вибрационным движением в продольном направлении, которое существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
На начальной стадии обработку ведут при е≠0 с наложением вибраций на деформирующие элементы, что обеспечивает повышение качества обработки. На завершающей стадии обработку могут осуществлять при е=0 выхаживанием при соосном расположении заготовки и устройства. Последнее возможно при условии вывода из зацепления зубчатых колес 14 и 15.
В результате раскатки предлагаемым устройством шероховатость поверхности деталей из стали, чугуна и цветных металлов снижается. Перед раскатыванием таким устройством отверстия обрабатывают тонким растачиванием или развертыванием с допуском на диаметры 0,01 мм и параметром шероховатости поверхности Ra≤8 мкм. Припуск на обработку не должен превышать 0,02…0,03 мм на диаметр [1].
При изготовлении устройства его детали обрабатывают с точностью по 6-7-му квалитетам и параметром шероховатости поверхности Ra=0,2…0,4 мкм. Радиальное биение собранного устройства по сферическим поверхностям деформирующих элементов при проверке на центрах не должно превышать 8…10 мкм. Рабочие поверхности корпуса, штоков, деформирующих элементов закаливают до твердости HRC 62…64.
Изменение размеров поверхности при раскатывании связано со смятием микронеровностей и пластической объемной деформацией заготовки. Таким образом, точность обработанной заготовки будет зависеть от ее конструкции и конструкции устройства, режимов обработки, а также от точности размеров, формы и качества поверхности заготовок, полученных при обработке на предшествующем переходе.
При обработке предлагаемым устройством жестких заготовок изменение их размеров вызвано уменьшением микронеровностей на обрабатываемых поверхностях. Величина изменения размера зависит от состояния исходной поверхности. При этом точность размеров существенно не меняется. Процесс обработки предлагаемым устройством характеризуется небольшими натягами и поэтому сопровождается незначительными изменениями размеров. При раскатывании тонкостенных заготовок точность их размеров можно повысить на 10…20%, а отклонение формы при этом составит 10…30 мкм.
Неблагоприятные условия обработки заготовки вблизи торцов приводят к увеличенной пластической деформации заготовки на участках длиной 3…15 мм. При высоких требованиях к точности следует проводить обработку с малыми усилиями, устанавливать предохранительные шайбы и т.п.
Наиболее целесообразно раскатыванием обрабатывать исходные поверхности 7…11-го квалитетов предлагаемым устройством жесткого копирующего типа.
При ППД раскатыванием предлагаемым устройством практически достигаются параметры шероховатости обрабатываемой поверхности Ra=0,2…0,8 мкм при исходных значениях этих параметров 0,8…6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия или натяга, подачи, исходной шероховатости, конструкции устройства и т.д.
Раскатывание следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию поверхностного слоя. Кроме того, рабочий профиль деформирующих элементов обычно предназначен для работы только в одну сторону.
Скорость не оказывает заметного влияния на результаты обработки и выбирается с учетом требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30…150 м/мин.
Значение усилия раскатывания выбирают в зависимости от цели обработки. Оптимальное усилие PN (Н), соответствующее максимальному пределу выносливости, определяют по формуле:
 ,
,
где DОТВ - диаметр раскатываемого отверстия заготовки, мм.
Для многоэлементного устройства, каковым является предлагаемое устройство, принимают подачу SПР=0,1…3,0 мм/об [1]. Оптимальная подача SP на один оборот деформирующего элемента не должна превышать - SШ=0,01…0,05 мм/об. Подачу на один оборот устройства определяют по формуле SПР=kSШ; где k - число деформирующих элементов.
Смазывающе-охлаждающей жидкостью при раскатывании служат: машинное масло, смесь машинного масла с керосином (по 50%), сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
В качестве примера проводилась обработка отверстия гильзы цилиндра 130-1002021 на вертикально-хонинговальном станке мод. 3М83С, оснащенном предлагаемой конструкцией устройства с деформирующими элементами в виде шариков - 8 шт., изготовленные из алмаза, ВК8, ШХ15, закрепленные на штоки гидроцилиндров; панелью с электроконтактным датчиком - СП-231; автокалибром 8М-17729-02.
Материал обрабатываемой заготовки - отливки гильзы цилиндра - специальный чугун, имеющий химический состав (в %): С - 3,2…3,4; Si - 2,0…2,3; Mn - 0,5…0,8; Cr - 0,25…0,40; Ni - 0,10…0,25; Р≤0,20; S≤0,15; Fe - остальное. Механические свойства чугуна: 170…241 НВ; σв≥206 Н/мм2; σиз=432 Н/мм2. Диаметр обрабатываемого отверстия ⌀100,56…⌀100,50 мм; шероховатость - Ra=0,32 мкм.
Режимы раскатывания: VИ=29 м/мин; подачу на один оборот устройства определяли по формуле SПР=kSШ=8·0,05=0,4 мм/об; VПЛ=16,9 м/мин.
Значения технологических факторов выбирались таким образом, чтобы обеспечить кратность силового воздействия при обработке элементарной площадки обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности осциллирующего воздействия незначительно влияет на эффективность обработки.
Величина силы статического поджатия деформирующих элементов к обрабатываемой поверхности составляла PN≥400…500 Н. Величина хода штоков составляла - 7…13 мм.
Предлагаемое устройство позволило повысить производительность в 1,5…2 раза, исключить операцию получистовой обработки благодаря улучшению шероховатости поверхности на 1…2 класса.
Статическая нагрузка в сочетании с вращательным и возвратно-поступательным движениями создают перекрестное движение деформирующих элементов. Благодаря этому облегчается деформация микронеровностей обрабатываемой поверхности, а прикладываемые силы активно перераспределяются в плоскости раскатывания и в несколько раз уменьшается сила трения.
Перекрестное движение со статическим нагружением интенсифицирует процесс раскатывания, при этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Предлагаемое устройство с одинаковым нагружением всех деформирующих элементов обеспечивает минимальную себестоимость изготовления заготовок благодаря простоте конструкции, не требующей специальной машины для выработки осциллирующих импульсов.
Предлагаемое устройство позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость деформирующих элементов возрастает в два и более раз по сравнению со стойкостью инструмента при традиционном раскатывании, облегчается деформация микронеровностей, уменьшается расход энергии на деформирование и трение.
Предлагаемое устройство целесообразно и эффективно использовать при обработке заготовок малой жесткости из труднообрабатываемых материалов и сплавов.
Источники информации
1. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
2. Патент РФ 2090342. Лазуткин А.Т., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО РАСКАТЫВАНИЯ | 2010 |
|
RU2440231C2 |
| МНОГОЭЛЕМЕНТНОЕ ОСЦИЛЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2441741C2 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |

Изобретение относится к технологии машиностроения, в частности к вибрационной отделочно-упрочняющей обработке деталей. Устройство содержит корпус, в котором установлены деформирующие элементы. Корпус выполнен с рабочими цилиндрами, в которых с возможностью возвратно-поступательного перемещения расположены поршни со штоками. На внешних торцах штоков закреплены деформирующие элементы, выполненные со сферической рабочей поверхностью. Корпус выполнен с возможностью планетарного возвратно-вращательного движения относительно планетарной оси, совпадающей с осью заготовки и смещенной относительно его собственной продольной оси на величину эксцентриситета. В результате повышается производительность обработки, возрастает стойкость деформирующих элементов, а также облегчается деформация микронеровностей поверхности детали. 8 ил.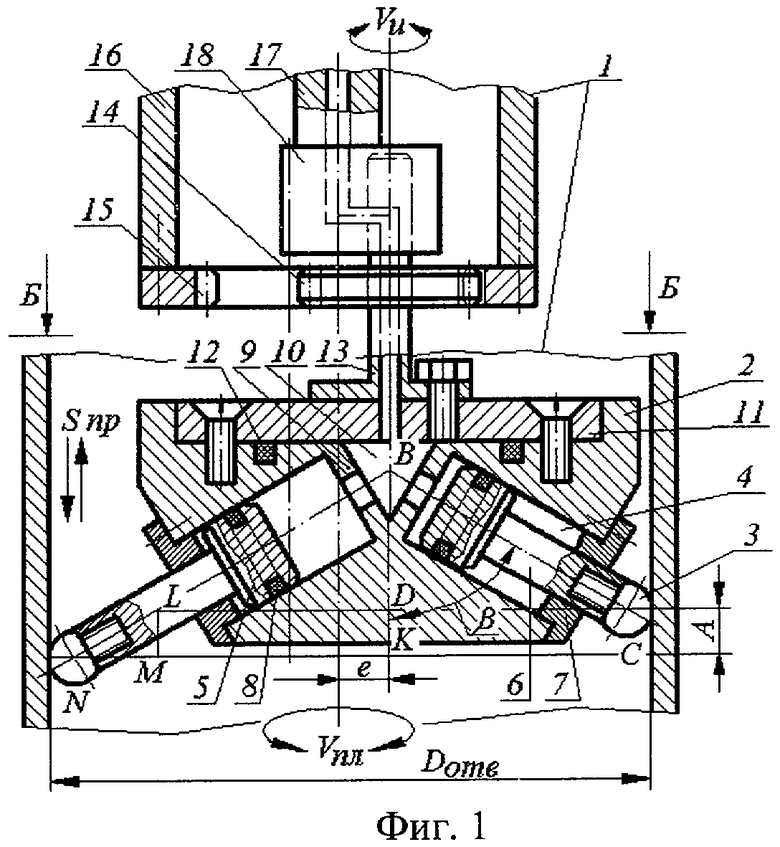
Устройство для вибрационного раскатывания отверстий, содержащее корпус, выполненный с возможностью возвратно-вращательного движения относительно собственной продольной оси и относительного возвратно-осевого перемещения, и установленные в корпусе деформирующие элементы, отличающееся тем, что корпус выполнен с рабочими цилиндрами, которые расположены радиально под острым углом к продольной оси и в которых с возможностью возвратно-поступательного перемещения вдоль цилиндров расположены поршни со штоками, при этом на внешних торцах штоков закреплены деформирующие элементы, выполненные со сферической рабочей поверхностью и с возможностью воздействия на обрабатываемую поверхность, а внутренние бесштоковые полости всех цилиндров, заполненные маслом под давлением, сообщаются через перепускные отверстия с центральной полостью, которая соединена с внешней гидростанцией, причем корпус выполнен с возможностью планетарного возвратно-вращательного движения относительно планетарной оси, совпадающей с осью заготовки и смещенной относительно его собственной продольной оси на величину эксцентриситета, при этом корпус выполнен с возможностью изменения величины эксцентриситета между собственной продольной осью и планетарной осью для установки величины амплитуды вибрационных перемещений деформирующих элементов и изменения скорости его вращения относительно собственной оси для установления частоты вибраций деформирующих элементов.
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| Раскатка | 1976 |
|
SU585054A1 |
| Устройство для упрочнения деталей наклепом | 1987 |
|
SU1581566A1 |
| Устройство для получения внутренних шлицев на трубчатых заготовках | 1988 |
|
SU1574440A1 |
| US 4542565 A, 24.09.1985. | |||

