Изобретение относится к защитным покрытиям, получаемым путем электронно-лучевого испарения коррозионно-стойких сплавов и керамических материалов с последующим осаждением паровой фазы в вакууме, и может быть использовано при нанесении покрытий на лопатки турбин.
Целью изобретения является повышение коррозионной стойкости покрытия при одновременном сохранении термоциклической прочности покрытия.
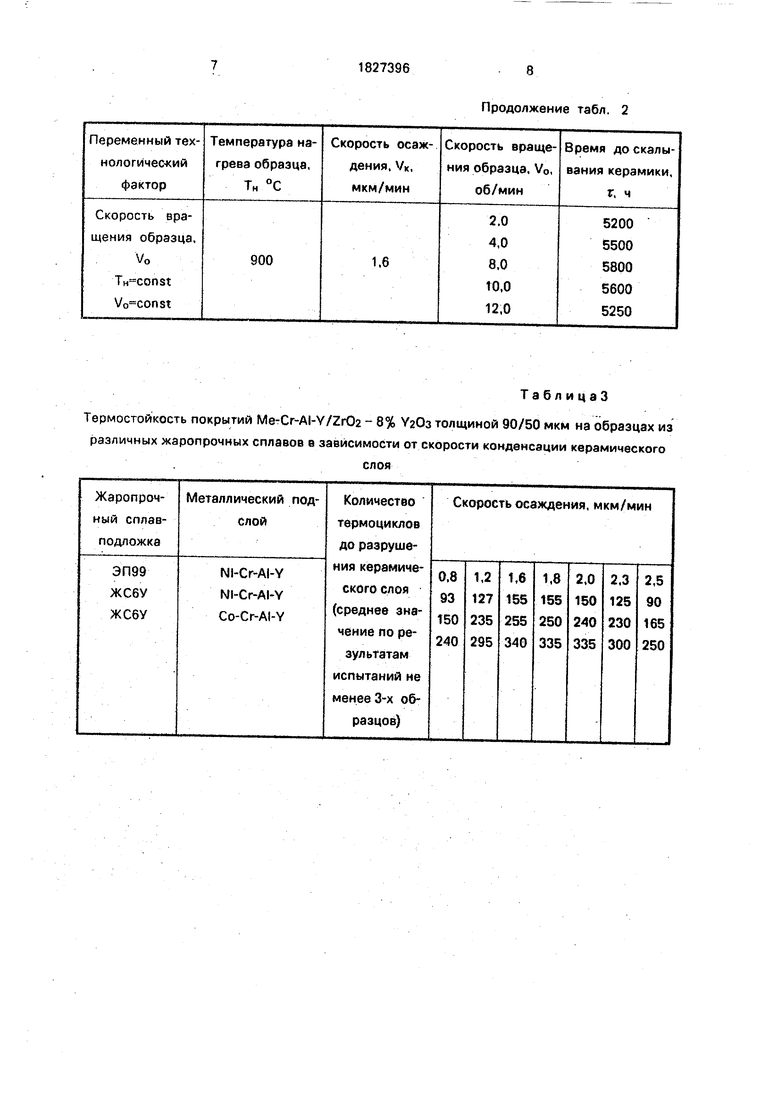
Сущность изобретения поясняется фиг. 1-3. на которых показано влияние скорости осаждения внешнего керамического слоя на толщину высокоплотной зоны диоксида циркония, образующейся на границе контакта металлического покрытия с керамикой (фиг. 1), на открытую пористость (По) и микротвердость (Н« ) керамики (фиг.2) и на термостойкость покрытия NI-Cr-A1-Y 2/КПД (д 90 мкм/50 мкм) (фиг.З).
Способ получения жаростойкого композиционного покрытия иллюстрируется на примере двухслойного покрытия металл (керамика и включает в себя следующие операции:
нанесение металлического жаростойкого подслоя отвечающего составу покрытий типа Me-Cr-AI-Y толщиной 80-120 мкм осаждением в вакууме,
диффузионный отжиг лопатки турбины с покрытием Me-Cr-AI-Y в вакууме при температуре 1030°С + 10°С в течение 2-х ч;
00
м VI со ю
дробеструйная уплотняющая обработка металлического покрытия микрошариками диаметром 100-200 мкм на сплаве Р6М5 при 20°С в течение 3-5 мин;
второй диффузионный отжиг в вакууме при1030°+10°С, 2ч.
нанесение промежуточного связующего слоя толщиной 3-8 мкм с осаждением в вакууме из того же материала, что и основное металлическое покрытия для химической активации поверхности;
последующее нанесение керамического слоя диоксида циркония стабилизированного УгОз толщиной JJ5-60 мкм из одного испарителя при нагреве лопатки в интервале 850-950°С, скорости ее вращения в паровом потоке в диапазоне 4-10 об/мин и скорости осаждения керамического слоя 1,2-2,3 мкм/мин (без разгерметизации камеры) из другого испарителя;
восстановительная термическая обработка лопатки с композиционным покрытием, например, для сплава ЭИ893 по режиму 900°С, 8 ч + 820°С, 15 ч. с промежуточным охлаждением До 300°С.
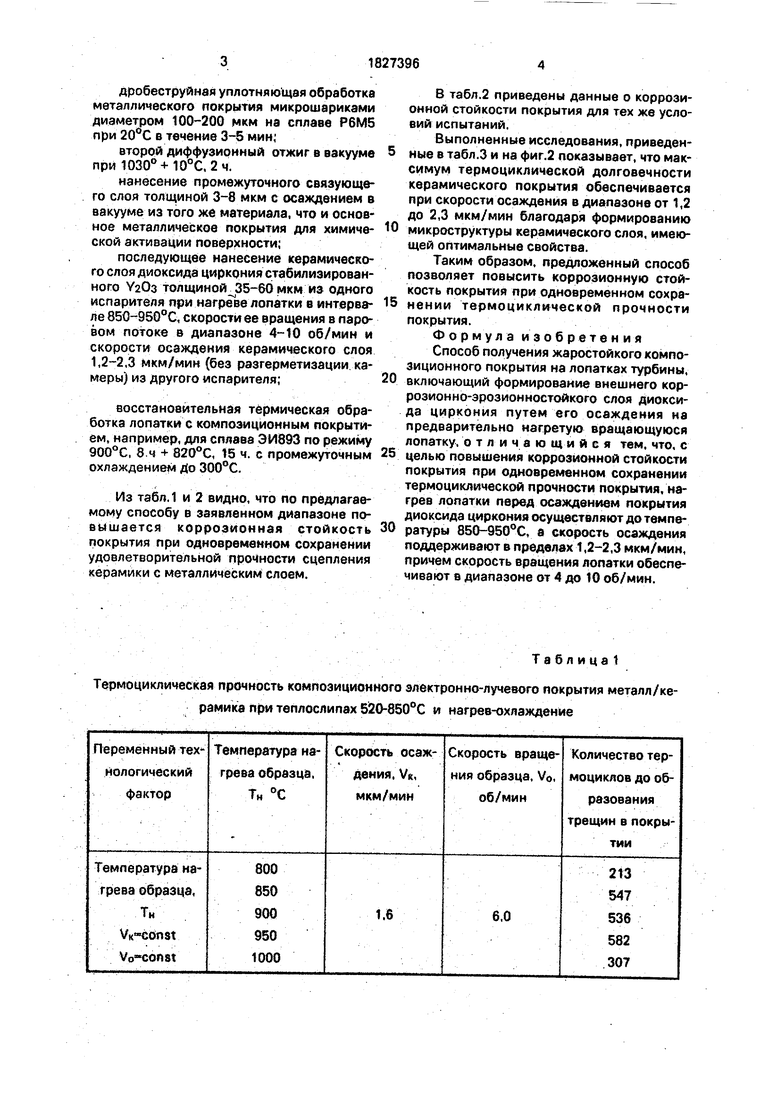
Из табл.1 и 2 видно, что по предлагаемому способу В заявленном диапазоне по- вышается коррозионная стойкость покрытия при одновременном сохранении удовлетворительной прочности сцепления керамики с металлическим слоем.
0
5
0
5
0
В табл.2 приведены данные о коррозионной стойкости покрытия для тех же условий испытаний.
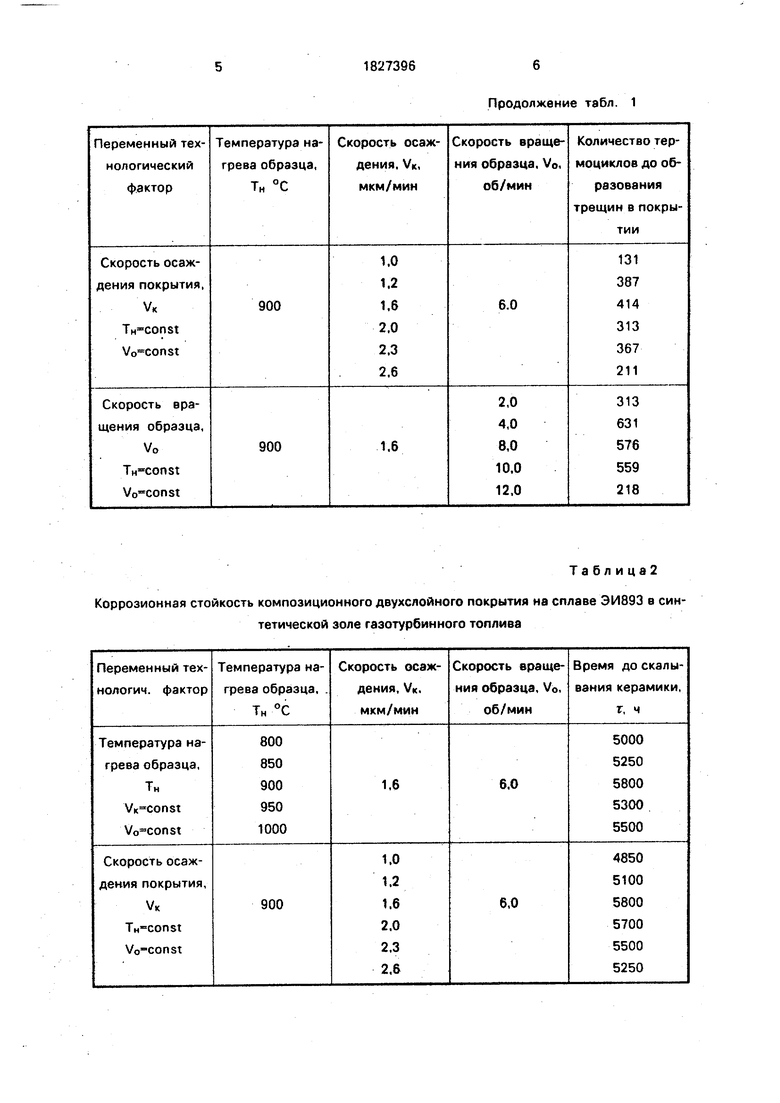
Выполненные исследования, приведенные в табл.3 и на фиг.2 показывает, что максимум термоциклической долговечности керамического покрытия обеспечивается при скорости осаждения в диапазоне от 1,2 до 2,3 мкм/мин благодаря формированию микроструктуры керамического слоя, имеющей оптимальные свойства.
Таким образом, предложенный способ позволяет повысить коррозионную стойкость покрытия при одновременном сохранении термоциклической прочности покрытия.
Формула изобретения
Способ получения жаростойкого композиционного покрытия на лопатках турбины, включающий формирование внешнего кор- розионно-эрозионностойкого слоя диоксида циркония путем его осаждения на предварительно нагретую вращающуюся лопатку, отличающийся тем, что, с целью повышения коррозионной стойкости покрытия при одновременном сохранении термоциклической прочности покрытия, нагрев лопатки перед осаждением покрытия диоксида циркония осуществляют до температуры 850-950°С, а скорость осаждения поддерживают в пределах 1,2-2,3 мкм/мин, причем скорость вращения лопатки обеспечивают в диапазоне от 4 до 10 об/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения жаростойкого композиционного покрытия для лопаток газовой турбины | 1991 |
|
SU1827397A1 |
| СПОСОБ ПОЛУЧЕНИЯ НА ПОДЛОЖКЕ ЗАЩИТНЫХ ПОКРЫТИЙ С ГРАДИЕНТОМ ХИМИЧЕСКОГО СОСТАВА И СТРУКТУРЫ ПО ТОЛЩИНЕ С ВНЕШНИМ КЕРАМИЧЕСКИМ СЛОЕМ, ЕГО ВАРИАНТ | 1997 |
|
RU2120494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2441103C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2010 |
|
RU2479669C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКИХ ПОКРЫТИЙ Y-AL-O ИЗ ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2020 |
|
RU2756961C1 |
| ДВУСЛОЙНОЕ КЕРАМИЧЕСКОЕ ПОКРЫТИЕ | 1990 |
|
RU1776089C |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2007 |
|
RU2375499C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2011 |
|
RU2479666C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |

Использование: нанесение жаростойких композиционных покрытий на лопатки турбины. Сущность изобретения: с целью повышения коррозионной стойкости покрытия при одновременном сохранении термоциклической прочности, перед осаждением диоксида циркония проводят нагрев лопатки до температуры 850-950° С, а скорость осаждения поддерживают в пределах 1,2- 2,3 мкм/мин, причем скорость вращения лопатки поддерживают в диапазоне от 4 до 10 об/мин. 3 ил., 3 табл.
Таблица 1
Термоциклическая прочность композиционного электронно-лучевого покрытия металл/керамика при теплослипах 520-850°С и нагрев-охлаждение
Таблица2
Коррозионная стойкость композиционного двухслойного покрытия на сплаве ЭИ893 в синтетической золе газотурбинного топлива
Продолжение табл 1
Табл и цэЗ
Термостойкость покрытий Me-Cr-AI-Y/ZrOa - 8% УаОз толщиной 90/50 мкм на образцах из различных жаропрочных сплавов в зависимости от скорости конденсации керамического
слоя
Продолжение табл. 2
CHfH
eja- s,a- V- 3fl- & /A
/7,%
JfffS-10 S
V y fc it fr es & л v & 4 vKf-yЈr
&U&J.
Hji.rnd -f
.i I
-5
//
fff- tsa- af- ма7JJff
v jf if }« if , k & 4 if Риг.2
V Iff fc }r ,s ,s & & « 2jf Y«$$r Фиг.З .
| Патент США Г 4405660, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Патент США № 4055705 | |||
| кл | |||
| Способ получения сульфокислот из нефтяных масел | 1911 |
|
SU428A1 |
