Область техники
Изобретение относится к области получения высокотемпературных материалов, используемых для защиты от окисления и газовой коррозии и в качестве защитных покрытий термонагруженных деталей газовых турбин и двигателей внутреннего сгорания. В частности, изобретение относится к области электронно-лучевой технологии получения защитных покрытий с градиентом химического состава и структуры по толщине (функционально градиентных покрытий - FG Coats) с внешним керамическим слоем на подложке испарением и конденсацией металлов/сплавов и химических соединений (оксидов), имеющих различную температуру плавления и давление паров в вакууме.
Предшествующий уровень техники
Функционально градиентные покрытия характеризуются непрерывным (плавным) или прерывистым (слоистым) изменением химического состава и структуры по толщине защитного слоя. Градиент изменения химического состава и структуры можно получать различными технологическими процессами.
Общеизвестным примером способа получения защитного покрытия (с градиентом химического и фазового состава по толщине защитного слоя) является диффузионный способ получения покрытий с использованием методов химико-термической обработки [Тамарин Ю.А., Жаростойкие диффузионные покрытия лопаток ГТД. - М., Машиностроение, 1978, 134 с.]. Главным недостатком подобных защитных покрытий ввиду самого способа их получения является низкая термическая стабильность защитного слоя в условиях высоких температур. Эти покрытия не могут обеспечить также тепловой защиты лопаток газовых турбин.
Другими способами получения защитных покрытий являются технологии плазменного напыления на воздухе (APS), вакуум-плазменного напыления (VPS, LPPS) и электронно-лучевого осаждения (EB-PVD) покрытий на защищаемую подложку. Эти покрытия относятся к классу покровных (overlay) или независимых покрытий.
Известно [заявка PCT/US93/95005 от 26.05.93 (WO 093/24676 от 09.12.93)] применение нескольких плазмотронов при нанесении теплозащитных и износостойких покрытий, когда их формирование осуществляется путем программного изменения режимов работы плазмотронов, управляемых компьютером. В результате достигается переменная концентрация упрочняющей фазы MeX (где X - кислород) по толщине наносимого слоя от 0% у подложки до оптимального значения 60-80-100% на внешней поверхности покрытия. Этот способ требует больших энергозатрат, весьма трудоемок, но главным недостатком является трудность стабилизации режимов работы плазмотронов для точного воспроизведения требуемого градиента состава и структуры по толщине защитного покрытия.
Способ получения толстого ( δ ≤ 2 мм) градиентного покрытия, состоящего из отдельных микрослоев ( δ ≈ 70 мкм) переменного состава с плоской границей раздела между слоями с использованием одного плазмотрона, имеющего два раздельных питателя, описан в [ S.Sampalh et al. Thermal spray processing of FGMs/MRS Bulletin. - 1995, 20, 1, p. 27-29]. Там же приводится пример компьютерного обеспечения работы плазмотрона при нанесении градиентных покрытий NiCr-(ZrO2-8%Y2O3) со 100% керамики на поверхности защитного слоя. Суммарная толщина покрытия достигает 800 мкм. Однако такие покрытия не долговечны, так как наличие плоских границ между отдельными микрослоями создает благоприятные условия для зарождения на этих границах микротрещин, их роста и, как следствие, расслаивания и разрушения материала покрытия при термоциклировании.
Для увеличения долговечности теплозащитных покрытий толщиной δ ≤ 250 мкм, получаемых плазменным напылением на воздухе (APS), поверхность связующего слоя, например Ni-10Co-18Cr-6,5Al-0,3Y, подвергается дополнительному алитированию для того, чтобы получить во внешнем слое структуру интерметаллида типа β-(Mi,Co)Al с градиентом алюминия по толщине, когда на поверхности содержание алюминия достигает 26-30%. Указанный технологический прием повысил долговечность внешнего керамического слоя теплозащитного покрытия при циклическом изменении температуры 1135 ←→ 50oC (время цикла 1 час) с 70 до 210-170 термоциклов (часов) [Wortman D.H. et al. Bond coat development for thermal barrier coating. - Trans. ASME, J. Eng. for Gas Turbines & Power, - 1990, 12, 10, p. 527-530].
Подобные, градиентные по толщине покрытия MeCrALHf и MeCrALHfPt, получаемые комбинацией электронно-лучевого испарения стандартных сплавов MeCrAl и последующего ионного осаждения или катодного распыления гафния и платины, описаны в патенте США N 4123595 от 31.10.78. В патенте США N 4101715 от 18.07.78 предложено нанесение платины гальваническим путем на конденсированное покрытие CoCrAlY с последующей термообработкой в вакууме, что позволило существенно увеличить коррозионную стойкость жаропрочных сплавов, имеющих градиент распределения платины по толщине в наружном слое покрытия CoCrAlYPt. Коррозионная стойкость покрытий, содержащих платину, улучшается за счет ухудшения смачивания пленки Al2O3 расплавом солей. Недостатком вышеуказанных способов получения градиентных коррозионностойких покрытий является высокая теплопроводность и недостаточная термостойкость защитного слоя при многократных теплосменах.
В трехслойном покрытии металл-керамика типа MeCrAlY/ZrO2-8%Y2O3 для увеличения термоциклической долговечности внешнего керамического слоя между защищаемой подложкой и основным жаростойким слоем вводится промежуточная однофазная пластичная прослойка толщиной 30-40 мкм, обеспечивающая градиент концентрации алюминия по толщине слоя от 3,5-5% у поверхности защищаемого сплава до 11-13% на поверхности жаростойкого связующего слоя. Данное техническое решение реализуется последовательным электронно-лучевым испарением сплавов различного химического состава из двух независимых источников в одной вакуумной камере [патент Великобритании N 2252567 от 11.09.91, патент Германии N 4103994 от 09.02.91, патент Италии N 1247155 от 07.02.91].
Известен способ получения керамического покрытия, имеющего высокую прочность сцепления с подложкой (промежуточным связующим покрытием) с использованием технологии электронно-лучевого испарения в вакууме [патент США N 4321311 от 23.03.82]. В этом патенте рассмотрено применение отжига деталей со связующим слоем Ni-Co-Cr-Al-Y, полученным плазменным напылением на воздухе или вакуумно-плазменным напылением (APS, VPS), во влажном водороде или низком вакууме и возможное введение в промежуточный металлический слой дисперсных частиц оксидных фаз для увеличения его термической стабильности при теплосменах. В патентах США N 4405660 от 20.09.83 и N 4414249 от 08.11.83 предложена полировка поверхности связующего слоя NiCoCrAlY, полученного методом вакуум-плазменного напыления, и его обработка в оксидирующей атмосфере с дозированным напуском кислорода для формирования мелкозернистой, прочно сцепленной с подложкой пленки Al2O3 толщиной 0,5 - 2,5 мкм в качестве переходной зоны металл-керамика перед электронно-лучевым осаждением керамического термобарьерного слоя ZrO2-7%Y2O3 толщиной от 125 до 1250 мкм.
Авторами патентов США N 4880614 от 14.11.89 и N 5015502 от 14.05.91 для увеличения долговечности теплоизоляционного покрытия с внешним керамическим слоем из частично стабилизированного диоксида циркония, получаемым электронно-лучевым осаждением в вакууме, предложено формировать промежуточную однородную беспористую прослойку из высокочистого оксида Al2O3 (толщиной 1 мкм) методами химического осаждения (способ не раскрыт), при этом для получения градиента структуры внешнего теплозащитного слоя рекомендуется использовать лазерное оплавление поверхности керамического покрытия.
Приведенные выше решения являются достаточно громоздкими в технологическом плане и требуют использования дополнительного оборудования и, главное, длительного (4-8 часов) времени для получения на поверхности покрытия соответствующих барьерных слоев в виде α-Al2O3.
В публикации [K. J.Schmilt-Thomas et al. Thermal barrier coatings with improved oxidation resistance/ Suiface & Cont. Technology. - 1994, 68/69, p. 113-115] рассматривается возможность получения барьерного слоя из оксида алюминия толщиной 2-5 мкм путем его реактивного распыления в вакууме из отдельного источника. Оксидная пленка формируется на поверхности жаростойких покрытий типа Ni-Cr, Ni-Cr-Al, MeCrAlY (Co-31Ni-21Cr-8Al-0,3Y), получаемых методами LPPS. Указанное техническое решение обеспечило увеличение окалиностойкости связующего слоя и сопротивление отслаиванию плазменно-напыленных керамических покрытий из стабилизированного диоксида циркония.
Наиболее близкий по совокупности признаков и потому взятый за прототип способ описан в патенте США N 4676994 от 30.06.87, кл. B 05 D 3/06, C 23 C 11/00. На защищаемую поверхность определенным способом наносят металлическое жаростойкое покрытие MeCrAlY, которое в дальнейшем выполняет роль промежуточного связующего слоя. После операций термомеханической обработки указанного MeCrAlY слоя на подложке, окончательной очистки и сушки детали помещают в установку для нанесения покрытий и подвергают радиационному нагреву. Источником тепла является нагреваемый электронным лучом до расплавления (исключав испарение) торец слитка полностью стабилизированного диоксида циркония ZrO2 (содержащего 20% оксида иттрия Y2O3), установленного в водоохлаждаемом тигле. Защищаемую деталь греют в течение 10 мин с дозированным напуском кислорода для того, чтобы на ее поверхности сформировался адаптивный слой на основе оксида Al2O3 толщиной 0,5 - 2,5 мкм (модификация на указана, но судя по заявленной температуре поверхности конденсации в интервале 900 - 1200oC, она может соответствовать γ- и α-модификациям Al2O3).
После выполнения указанных технологических операций варьированием удельной мощности, вкладываемой в расплавленную керамическую ванну, путем испарения и последующей конденсацией парового потока получают градиентное покрытие из стабилизированного диоксида циркония с различным размером зерна и плотности керамики в защитном слое. Плотность керамического слоя (δ = 2 - 3 мкм), примыкающего к связующему слою, составляет 96% от теоретической, и ее достигают при скорости осаждения парового потока стехиометрического диоксида циркония 0,5 мкм/мин. Давление напускаемого газа (воздуха или кислорода) должно находиться при этом в пределах (0,1 - 10•10-3 мм рт.ст.).
Описанный выше способ формирования защитных покрытий с градиентом химического состава и структуры по толщине позволяет получить двух-, трех- или многослойные покрытия, как правило с плоскими поверхностями раздела металл/металл + оксид или оксид/оксид. Различие в физико-химических свойствах слоев, в первую очередь термических коэффициентов линейного расширения (ТКЛР), модуля Юнга, а также необратимые реакции окисления (газовой коррозии) на поверхностях раздела в процессе эксплуатации вызывают преждевременное разрушение покрытий, преимущественно керамического слоя.
Устранение или ограничение нежелательных физико-химических процессов на границе металл - керамика можно осуществить созданием защитных покрытий с постепенным (плавным) изменением состава и структуры при переходе от одного слоя к другому. Такие покрытия могут быть получены конденсацией из паровой фазы путем электронно-лучевого испарения многокомпонентных смесей из одного источника, содержащих вещества с различной упругостью пара при температуре испарения. В работе [G.Zinsmeister. The direct evaporation of alloys/Vakuum - Technik. - 1964, N 8, p. 233 - 237] показано, что испарение двухкомпонентных расплавов всегда начинается с испарения компонента, имеющего более высокое давление пара. Затем, по мере увеличения количества испарившегося расплава, начинается испарение компонента с низким давлением пара. Эти различия проявляются тем сильнее, чем выше концентрация элемента с высоким давлением пара в испаряемой смеси. В результате указанной последовательности изменения состава паровой фазы в процессе испарения и конденсации на подложке (покрываемой детали) формируется градиент концентрации компонента по толщине покрытия. Таким образом, слой, прилегающий к подложке, содержит максимальное количество компонента с высоким давлением пара.
Это явление использовано в предлагаемом способе получения защитных покрытий с градиентом химического состава и структуры по толщине.
Сущность изобретения
Поставлена задача: усовершенствовать известный способ получения защитного покрытия с градиентом химического состава и структуры по толщине путем использования в качестве испаряемого электронно-лучевым нагревом из одного тигля и конденсируемого на защищаемой подложке материала смеси металлов (сплавов) и оксидов, имеющих различную упругость пара при температуре испарения.
Поставленная задача может быть решена при помощи двух вариантов способа.
По первому варианту в способе получения на подложке защитного покрытия с градиентом химического состава и структуры по толщине с внешним керамическим слоем, включающем размещение керамического слитка из стабилизированного диоксида циркония в водоохлаждаемом тигле, электронно-лучевое испарение и последующую конденсацию парового потока на нагретой подложке, согласно изобретению предварительно прессуют штабик из смеси металлов (сплавов) и оксидов, имеющих различную упругость пара при температуре испарения, отжигают его в вакууме и размещают на торце керамического слитка, после чего осуществляют последовательное электронно-лучевое испарение штабика и керамического слитка.
По второму варианту в способе получения на подложке защитного покрытия с градиентом химического состава и структуры по толщине с внешним керамическим слоем, включающем электронно-лучевое испарение материала, помещенного в водоохлаждаемый тигель, и конденсацию парового потока на нагретой подложке в вакууме, согласно изобретению в качестве испаряемого материала используют штабик, предварительно спрессованный из смеси металлов и оксидов, имеющих различную упругость пара при температуре испарения и отожженный в вакууме.
Для осуществления конденсации при более низкой температуре подложки без ухудшения адгезии в качестве испаряемой смеси предпочтительно используют систему Al-A2O3-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 5-4
Al2O3 - 1-60
ZrO2 - Остальное
Для улучшения смачиваемости подложки конденсируемым материалом в качестве испаряемой смеси предпочтительно использовать систему Al-Si-Y-Al2O3-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 5-40
Si - 0,3-3
Al2O3 - 3-84
Y - 0-1,5
ZrO2 - Остальное
Для повышения надежности связующего покрытия в качестве испаряемой смеси предпочтительно использовать систему Al-Cr-Ni-Al2O3Y-ZrO2, при следующем соотношении компонентов, мас.% :
Al - 2 - 18,
Cr - 5 - 40,
Ni - 0 - 40,
Al2O3 - 2 - 58,
Y - 0 - 1,5,
ZrO2 - Остальное
Для увеличения коррозионной стойкости градиентного покрытия в качестве испаряемой смеси предпочтительно использовать систему Al-Cr-(Ni, Co)-Al2O3Y-Pt-ZrO2, при следующем соотношении компонентов мас.%:
Al - 4 - 12,
Cr - 10 - 25,
Ni - 25 - 45
Co - 25 - 45,
Al2O3 - 1 - 60,
Y - 0,5 - 2,5,
Pt - 0,5 - 2,5,
ZrO2 - Остальное
Предложенные выше системы покрытий являются каноническими в антикоррозионной защите изделий, работающих при высокой температуре в агрессивных газовых потоках.
В системе Al-Al2O3ZrO2 преимущественное испарение алюминия в первый момент воздействия электронного луча на штабик позволило осуществить конденсацию при температуре на 30 - 50oC ниже обычной без ухудшения адгезии. Наличие алюминия во внутреннем слое градиентного покрытия компенсировало частичную диссоциацию Al2O3 в начальный момент при электронно-лучевом нагреве, что улучшило спекаемость тонкого оксидного слоя Al2O3, плавно переходящего через эвтектическую точку в слой диоксида циркония, обладающего высокой эрозионной стойкостью и теплоизолирующим эффектом даже в малых (3-5 мкм) толщинах. Тонкий слой диоксида циркония характеризуется мелкозернистой структурой и высокой вязкостью разрушения и имеет устойчивую химическую связь с Al2O3 в твердом состоянии.
При использовании системы Al-Si-Y-Al2O3-ZrO2 малые добавки (1-3%) кремния в первую очередь улучшают смачиваемость подложки конденсируемым материалом, что увеличило адгезию покрытия на жаропрочных никелевых сплавах. В указанных количествах кремний повышает сопротивление газовой коррозии диффузионной зоны подложка-градиентное покрытие, а в комплексе с оксидом Al2O3 обеспечило двух- трехкратное увеличение долговечности градиентного конденсированного покрытия в условиях теплосмен при максимальной температуре окружающей среды (газового потока) 1100-1150oC.
Однако диффузия кремния в защищаемые подложки из суперсплавов может снизить сопротивление ползучести материала диффузионной зоны подложка-покрытие, поэтому для стабильной эксплуатации при высокой температуре предложена другая композиция: Al-Cr-Ni-Y-Al2O3-ZrO2, которая обладает исключительно высокой надежностью при использовании в качестве связующего слоя в конструкции теплозащитных покрытий, когда внешний керамический слой переходит в термобарьерный, получаемый последовательным испарением штабика и керамического слитка из частично стабилизированного диоксида циркония стандартного химического состава ZrO2-(7-8)%Y2O3.
Существенное увеличение коррозионной стойкости градиентного покрытия достигнуто путем дополнительного введения в испаряемую смесь 0,5 - 2,5% платины (система Al-(Ni, Co)-Cr-Al2O3-Y-Pt-ZrO2), особенно в средах, содержащих хлорид и сульфат натрия. Добавка платины в 1,5-2 раза повысила сопротивление солевой коррозии градиентных покрытий, стабилизируя защитные функции керамического слоя Al2O3-ZrO2 и ограничивая диффузионную подвижность отдельных компонентов в градиентной структуре конденсированного защитного покрытия, полученного испарением непосредственно из штабика.
Испарение в вакууме заданного количества или конечной навески жаростойких материалов с различной упругостью пара из одного источника является наиболее приемлемым способом получения покрытий с градиентной структурой, в частности получения теплозащитных покрытий с внешним керамическим слоем.
Плавный градиент химического состава и структуры защитного слоя по толщине обеспечивает лучшее согласование теплофизических характеристик (термического коэффициента линейного расширения, модуля Юнга и др.) структурных составляющих жаростойкого (коррозионностойкого) или теплозащитного покрытия из стабилизированного диоксида циркония. Это позволило получить высокую коррозионную и термоциклическую долговечность деталей из жаропрочного сплавав с градиентным защитным покрытием.
При испарении одного только штабика из отдельного источника (тигля) тонкое ( δ ≈ 5-8 мкм) градиентное защитное покрытие с внешним слоем диоксида циркония характеризуется высокой плотностью, надежным сцеплением с защищаемой поверхностью и сопротивлением абразивному износу, низкой шероховатостью (Ra < 0,5 мкм) поверхности керамического слоя.
Краткий перечень чертежей
Техническая сущность и принцип действия изобретения поясняется на примерах выполнения со ссылками на прилагаемые чертежи.
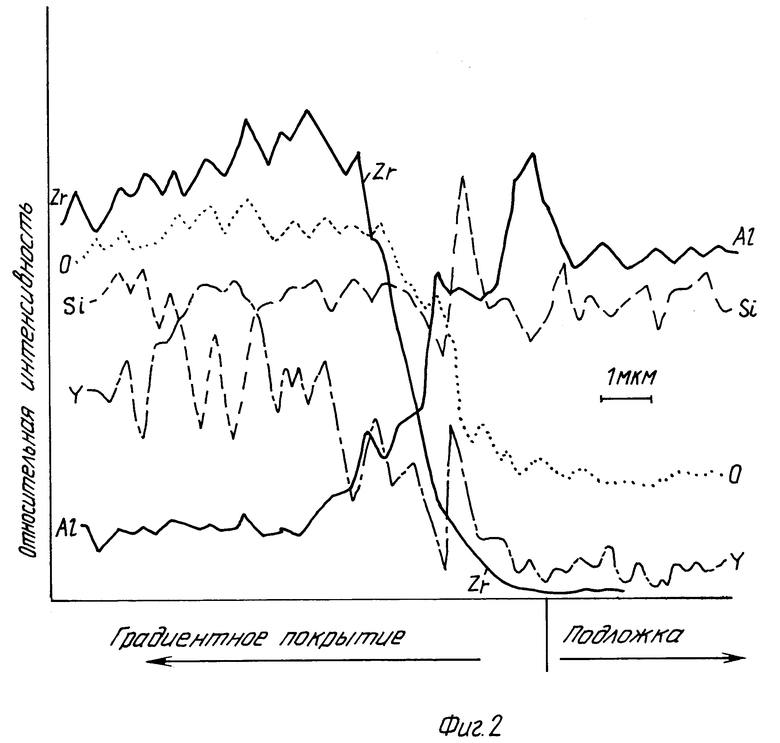
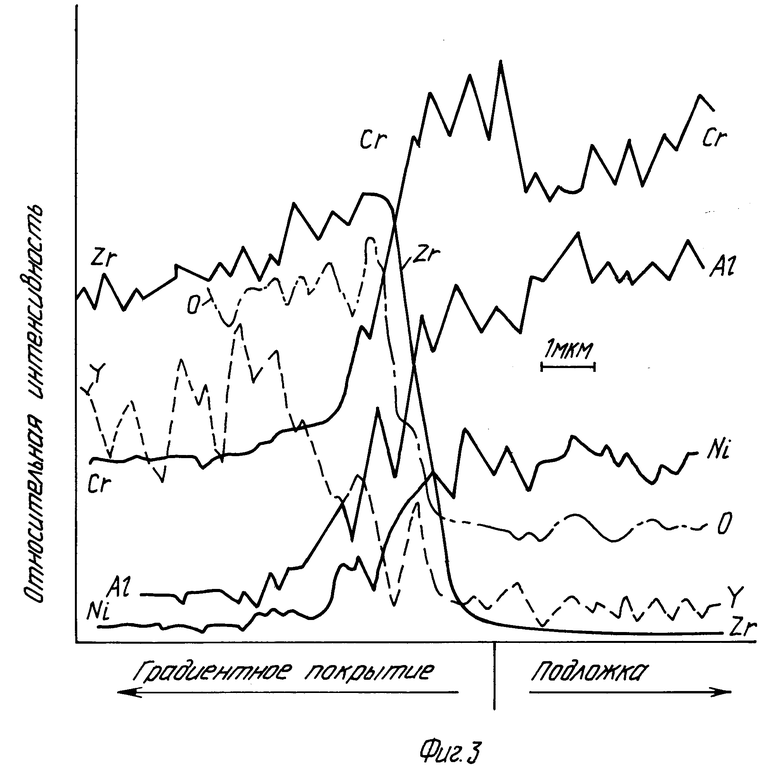
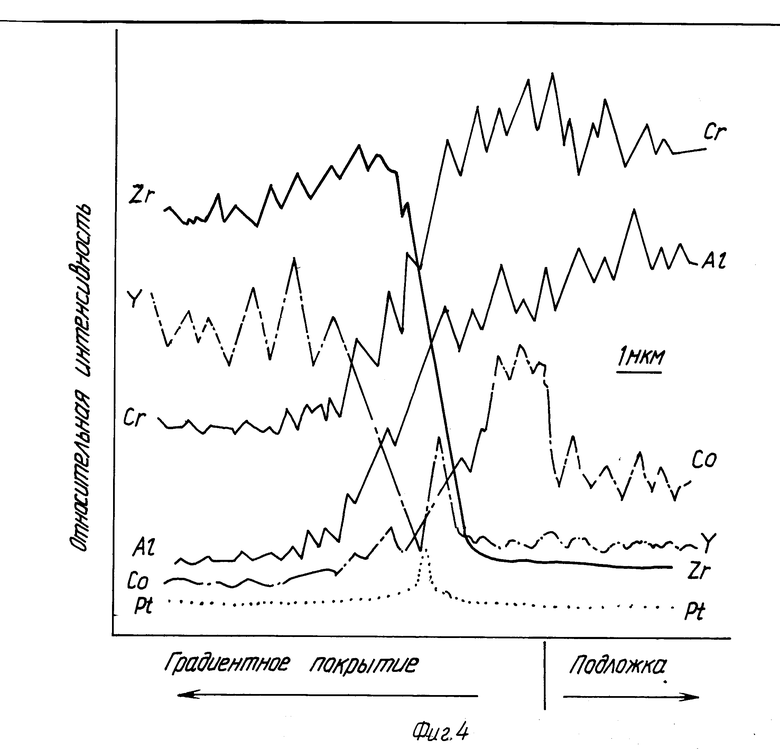
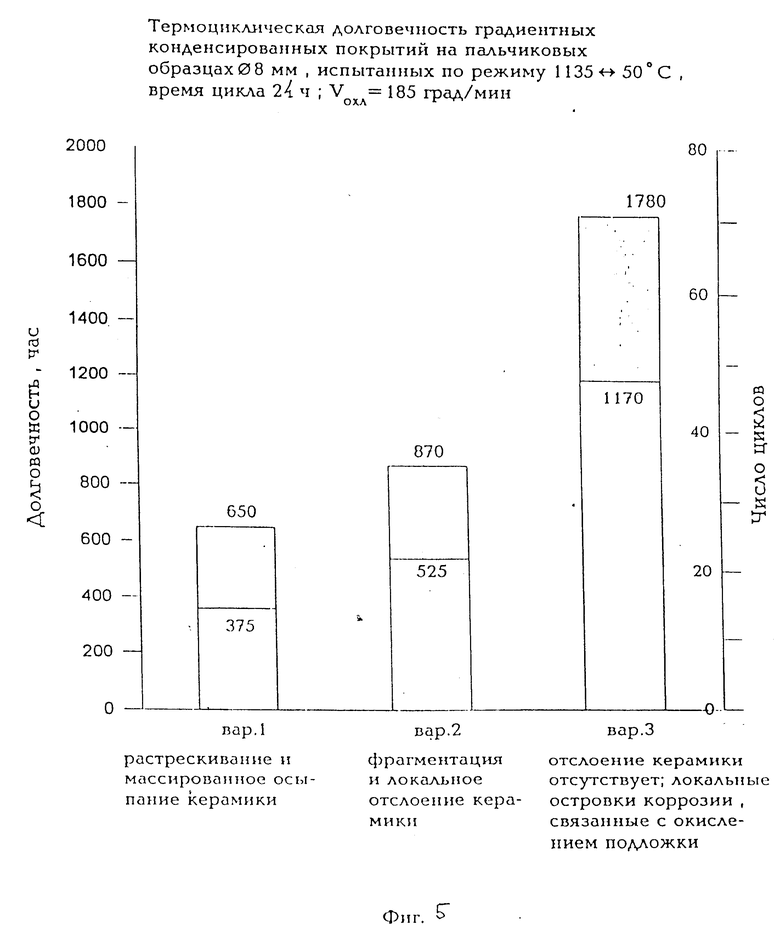
Фиг. 1 представляет кривые распределения отдельных компонентов по толщине конденсированного защитного покрытия с градиентным составом и структурой полученного непосредственным испарением спеченного штабика, выполненного из смеси компонентов 13%Al-7%Al2O3-80%(ZrO2-7%Y2O3) - пример 1; фиг. 2 - то же самое для исходного покрытия с градиентным составом и структурой полученного испарением спеченного штабика, компоненты которого выбраны в соотношении: 13%Al-1%Si-7%Al2O3-79%(ZrO2-7%Y2O3) - пример 2; фиг. 3 - то же самое для исходного покрытия с градиентным составом и структурой полученного испарением спеченного штабика, компоненты которого выбраны в соотношении: 8%-Al-25%Cr-33%Ni-3%Al2O3-1%Y-30%(ZrO2 -7%Y2O3) - пример 3; фиг. 4 - то же самое для исходного покрытия с градиентным составом и структурой полученного испарением спеченного штабика, компоненты которого выбраны в соотношении: 8%Al-40%Co-15%Cr-2,5%Al2O3-0,8%Y-1,7%Pt-32%(ZrO2 -7%Y2O3) - пример 4; фиг. 5 изображает термоциклическую долговечность защитных покрытий с градиентом химического состава и структуры по толщине, имеющих внешний керамический слой, полученный последовательным испарением штабиков и керамического слитка из частично стабилизированного диоксида циркония ZrO2-7%Y2O3, на торце которого устанавливались штабики различного химического состава (примеры 1, 2, 3), причем испарение осуществляли из одного тигля.
Подробное описание изобретения
Используя эффект фракционирования смеси компонентов определенного состава в процессе ее электронно-лучевого нагрева в единичном испарителе (тигле), получали конденсированные покрытия, имеющие переменный по толщине химический состав и структуру. Начальные слои покрытия, примыкающие к подложке, обогащены более легколетучим компонентом, в рассматриваемом случае жаростойких и теплозащитных покрытий - алюминием и хромом. Во внешних слоях покрытий такого типа преобладают компоненты с более низким давлением пара, более высокой температурой плавления, например кремний, оксиды алюминия, церия, иттрия и пластина.
На заключительной стадии осуществления преимущественное испарение и конденсация веществ с максимально высокой температурой плавления: оксида иттрия, диоксида циркония. Поскольку в качестве диоксида циркония используется стабилизированный на молекулярном уровне порошок ZrO2-7%Y2O3, в этом случае имеет место испарение и осаждение парового потока керамики ZrO2-Y2O3 исходного состава.
Массу компонентов испаряемой смеси, спрессованной в штабик, выбирают, исходя из необходимой толщины покрытия. Штабик предварительно спекают и обезгаживают в вакууме.
Последние порции оксида, в частности диоксида циркония, конденсирующиеся на защищаемой поверхности, могут непрерывно, без резкого градиента состава и структуры переходить (трансформироваться) в керамический теплозащитный слой толщиной до 250 мкм (1350-150 мкм) при условии, что исправляемый штабик располагается на торце керамического слитка из стабилизированного диоксида циркония, помещенного в водоохлаждаемый тигель. Испарение керамического слитка начинается одновременно с завершением испарения штабика.
Сущность предлагаемого изобретения иллюстрируется экспериментальными данными, демонстрирующими образование покрытий с градиентом химического состава и структурой по толщине при испарении спрессованных и спеченных порошков металлов, жаростойких сплавов и оксидов. Градиентные покрытия толщиной 6-8 мкм получали на стационарных подложках испарением и конденсацией таблеток массой 6-15 г, а покрытия такой же толщины с внешним керамическим слоем толщиной 135-150 мкм - на вращающихся подложках испарением штабиков массой 30-45 г и стандартного керамического слитка ZrO2-7%Y2O3 (исходная плотность 4±0,4 г/см3) для проведения последующих термоциклических испытаний пальчиковых образцов.
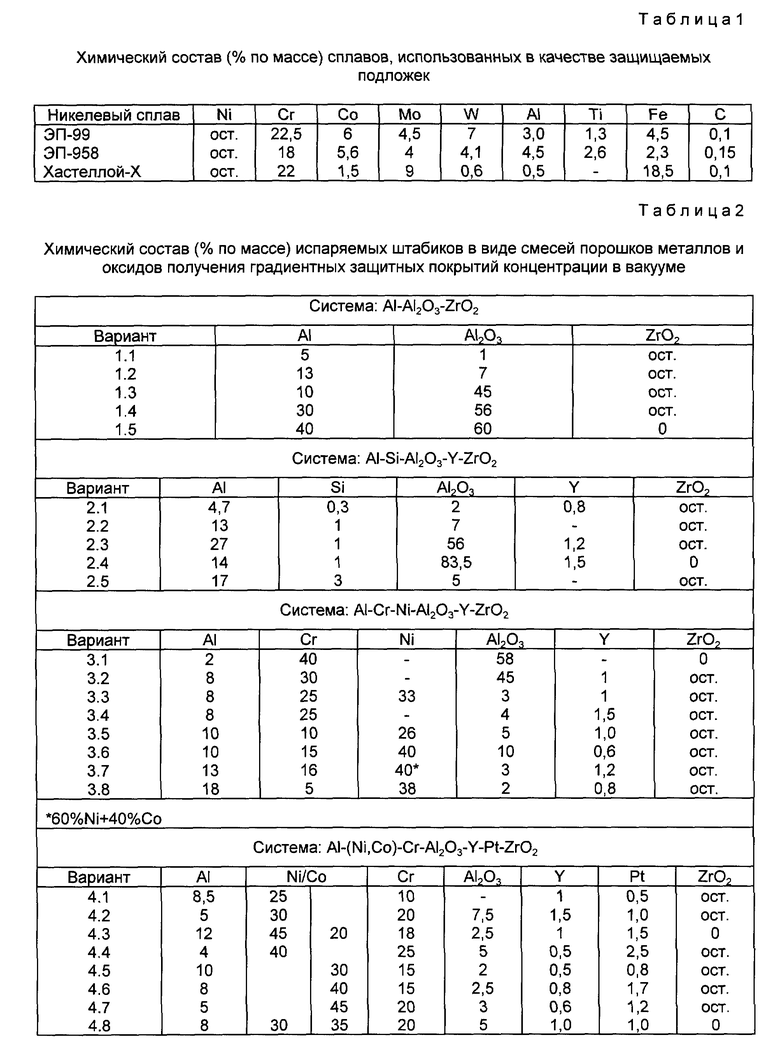
Для получения жаростойких градиентных покрытий паровую фазу осаждали на подложки из никелевого сплава ЭП-99 (см. таблицу 1). Подложки использовались либо без какого-либо промежуточного покрытия, либо с жаростойким покрытием Ni-11Co-18Cr-11Al-(Y). Температура подложек составляла 850 - 900oC.
При нанесении покрытий на вращаемые в паровом потоке подложки согласно заявляемому способу к качеству подготовки поверхности этих подложек предъявляются определенные требования. Шероховатость Ra не должна превышать 0,6 мкм, более предпочтительно - 0,25 - 0,3 мкм, что достигается обработкой поверхности стандартными шлифовальными бумагами с абразивом N 320, N 500 или полировальными шайбами.
Термоциклическую долговечность теплозащитных покрытий с градиентным составом и структурой, полученных с испарением из одного источника, оценивали путем испытания пальчиковых образцов из жаропрочных сплавов (ЖС) ЭП-958 и Хастеллой-Х (см. таблицу 1) на воздухе при максимальной температуре 1135oC , время окисления в одном цикле составило 24 часа. Образцы, изъятые из печи, охлаждали интенсивным потоком воздуха со скоростью охлаждения около 185 град/мин до комнатной температуры (в течение 6 - 10 мин). Фиксировалось время (число теплосмен) до начала разрушения внешнего керамического слоя, которое соответствовало появлению коррозионного пятна или разветвленной микротрещины, видимой невооруженным глазом, или отслоения керамики с 10% рабочей поверхности образцов.
Характер градиентного распределения компонентов по толщине определяет надежность и долговечность покрытий: полученные высокие функциональные характеристики покрытий являются важным показателем эффективности заявляемого способа.
Пример 1: система Al-Al2O3-ZrO2.
Смесь трех компонентов, 13% Al-7%Al2O3-80%(ZrO2-7%Y2O3) в виде штабиков весом 6 г и 28 г, помещенных соответственно в медный водоохлаждаемый тигель и на верхний торец керамического слитка ( ⊘ 70 мм) из частично стабилизированного диоксида циркония ZrO2-7%Y2O3, также установленного в водоохлаждаемый тигель, испаряли прямым воздействием электронного луча. Конденсацию осуществляли в первом случае (штабик 6 г) на плоскую стационарную подложку из сплава ЭП-99. В первом случае (штабик 28 г) паровой поток осаждали на вращающиеся пальчиковые образцы ( ⊘ 8 мм) из сплава Хастелла-Х. С помощью рентгеноспектрального микроанализатора CAMEBAX было установлено характерное градиентное распределение компонентов по толщине осажденного покрытия (фиг. 1). На представленных концентрациях кривых распределения компонентов наблюдается плавный переход от алюминия к оксиду алюминия и к диоксиду циркония. Металлографическое исследование микроструктуры покрытия в поперечном сечении с помощью сканирующего электронного микроскопа CAMSCAN, как и следовало ожидать, не выявило осуществления плоских границ раздела между Al2O3 и ZrO2•Y2O3.
Во втором варианте осаждения покрытий (на пальчиковые образцы) при непрерывном испарении штабика, а затем керамического слитка также не обнаружено границы раздела в зоне, соответствующей завершению испарения штабика и началу непосредственного испарения керамического слитка ZrO2-7%Y2O3. Общая толщина термобарьерного слоя составила 135-150 мкм (в двух различных опытах).
Пальчиковые образцы с градиентным покрытием, включающим внешний керамический слой, прошли испытания на термоциклическую долговечность по режиму 1135oC ←→ 50oC (фиг. 5).
Градиентное покрытие Al-Al2O3-ZrO2 успешно было реализовано и при снижении содержания диоксида циркония до нулевых значений (см. табл. 2). Покрытия системы Al-Al2O3-ZrO2 могут быть эффективно использованы для защиты титановых сплавов, например ВТ-6С.
Пример 2: система: Al-Si-Al2O3-Y-ZrO2.
Кремний в количестве 1-3% существенно увеличивает сопротивление газовой коррозии в покрытиях, применяемых для защиты лопаток турбин, использующих загрязненное топливо. Смесь четырех компонентов, 13%-Al-1%Si-7%Al2O3-79%(ZrO2-7%Y2O3) так же, как и в примере 1, в виде штабиков массой 6 г и 30 г испарителя в последовательности, аналогичной примеру 1. Полученное распределение компонентов по толщине осажденного покрытия показано на фиг. 2 (в данном случае градиентные покрытия осаждали на подложку, имевшую связующее покрытие Ni-22Co-20Cr-11Al(Y)). Кремний испаряется из штабика вслед за металлическим алюминием практически одновременно с Al2O3.
В результате испарения штабика, помещенного на керамический слиток ZrO2-7%Y2O3 в градиентном покрытии, не было обнаружено промежуточных границ раздела и внешний термобарьерный слой толщиной до 125-130 мкм формировался непосредственно вслед за испарением диоксида циркония из штабика.
В данном варианте градиентного покрытия вместо оксида алюминия может использоваться оксид церия.
Пример 3: система: Al-Cr-Ni-Al2O3-Y-ZrO2.
Смесь компонентов, содержащая 8%-Al-25%Cr-33%Ni-3%-Al2O3-1%Y-30%(ZrO2-7%Y2O3) в виде штабиков весом 15 г и 45 г испаряли прямым воздействием электронного луча аналогично вышеописанным случаям и конденсировали на стационарные подложки.
Распределение компонентов по толщине градиентного покрытия, полученного испарением штабика и слитка ZrO2 - 7%Y2 O3, приведено на фиг. 3. Наблюдается характерный пик, соответствующий оксиду алюминия с плавным переходом в диоксид циркония. Концентрированный максимум по иттрию приходится на ветвь кривой нарастания концентрации диоксида циркония во внешнем слое градиентного покрытия. Данные фиг. 3 подтверждают отсутствие резких границ раздела между отдельными зонами покрытия по толщине.
Данные термоциклических испытаний пальчиковых образцов (фиг. 5) подтвердили возможность практического применения такой системы покрытий. В случае испарения штабика и керамического слитка ZrO2 - 7%Y2O3 из одного источника, когда штабик размещался на торце слитка в одном испарителе, отслоения керамического термобарьерного слоя в общепринятом виде не было получено. Очаги коррозионного повреждения ( ⊘ 2-3 мм) возникали в керамическом терсмобарьерном покрытии после 1070 часов испытаний.
Локализованная, медленно протекающая коррозия градиентного покрытия под керамическим слоем с суммарным повреждением площади не более 5-6% получена на поверхности пальчиковых образцов после ~1800 часов испытаний (после чего испытания были прекращены).
Долговечность конденсированных термобарьерных керамических покрытий ZrO2 - Y2O3 на градиентных покрытиях, полученных по заявляемому способу из одного источника, в два-три раза превышает долговечность двухслойных керамических покрытий металл/керамика, получаемых по стандартной промышленной технологии.
Пример 4: cистема: Al-(Ni,Co)-Cr-Al2O3-Y-Pt-ZrO2/
Платина вводилась в смесь (штабик) испаряемых материалов как компонент, повышающий жаростойкость защитных покрытий. Штабики массой 15 г испаряли из медного водоохлаждаемого тигля на стационарную подложку. Смесь исходных компонентов содержала: 8%Al-40%Co-15%Cr-2,5%Al2O3-0,8%Y-1,7%Pt-32%(ZrO2-7%Y2O3). Кривые распределения отдельных элементов в градиентном покрытии, содержащем платину, полученные с помощью рентгеноспектрального микроанализа и приведенные на фиг. 4, демонстрируют наличие платины в слое, примыкающем к внешнему слою ZrO2. Покрытия подобного типа можно рекомендовать для защиты поверхностей в окислительных и эрозионно-активных газовых потоках. Осаждение толстого керамического слоя ZrO2 превращает эти покрытия в теплозащитные.
Промышленная применимость
Наибольший эффект применения способа согласно изобретению выражен при получении защитных покрытий с плавным градиентом химического состава и структуры по толщине с внешним керамическим слоем на подложке, когда требуется высокое качество и надежность формирования термобарьерных защитных покрытий с повышенным сопротивлением коррозии в условиях частых теплосмен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ОБЪЕКТОВ | 1997 |
|
RU2210478C2 |
| ДВУСЛОЙНОЕ КЕРАМИЧЕСКОЕ ПОКРЫТИЕ | 1990 |
|
RU1776089C |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНОГО НАНОКОМПОЗИТНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2019 |
|
RU2714345C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2265078C1 |
| ЭЛЕКТРОННАЯ ПУШКА С ЛИНЕЙНЫМ ТЕРМОКАТОДОМ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАГРЕВА | 2001 |
|
RU2238602C1 |
| СПОСОБ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ, МИШЕНЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2320772C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКИХ ПОКРЫТИЙ Y-AL-O ИЗ ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2020 |
|
RU2756961C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
Изобретение относится к области получения высокотемпературных материалов, используемых для защиты от окисления и газовой коррозии и в качестве защитных покрытий термонагруженных деталей газовых турбин и двигателей внутреннего сгорания. Способ включает электронно-лучевой нагрев керамического слитка из стабилизированного диоксида циркония, установленного в водоохлаждаемом тигле, его испарение и последующую конденсацию парового потока на нагретой подложке в вакууме, причем в качестве конденсируемого материала используют смесь металлов (сплавов) и оксидов, имеющих различную упругость пара при температуре испарения, при этом смесь металлов и оксидов представляет собой спрессованный и отожженный в вакууме штабик, а само градиентное покрытие получают путем последовательного испарения и конденсации штабика и керамического слитка, на торце которого размещается указанный штабик, из одного и того же тигля. В качестве испаряемых смесей целесообразно использовать системы Al-Al2O3-ZrO2, Al-Si-Y-Al2O3-ZrO2, Al-Cr-Ni-Al2O3-Y-ZrO2,
Al-Cr-(Ni,Co)-Al2O3-Y-Pt-ZrO2. 2 с. и 8 з.п. ф-лы, 5 ил., 2 табл.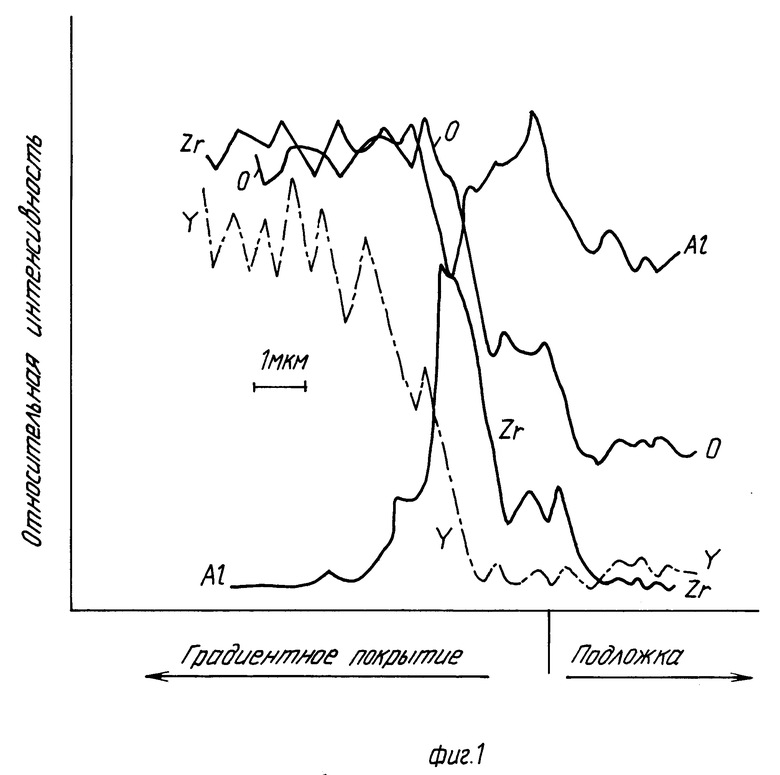
Al - 5 - 40
Al2O3 - 1 - 60
ZrO2 - Остальное
3. Способ по п. 1, отличающийся тем, что штабик прессуют из смеси, содержащей Al-Si-Y-Al2O3-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 5 - 40
Si - 0,3 - 3
Y - До 1,5
Al2O3 - 3 - 84
ZrO2 - Остальное
4. Способ по п. 1, отличающийся тем, что штабик прессуют из смеси, содержащей Al-Cr-Ni-Al2O3-Y-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 2 - 18
Cr - 5 - 40
Ni - До 40
Al2O3 - 2 - 58
Y - До 1,5
ZrO2 - Остальное
5. Способ по п. 1, отличающийся тем, что штабик прессуют из смеси, содержащей Al-Cr-(Ni, Co) -Al2O3-Y-Pt-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 4 - 12
Cr - 10 - 25
Ni, Co - 25 - 45
Al2O3 - 1 - 60
Y - 0,5 - 2,5
Pt - 0,5 - 2,5
ZrO2 - Остальное
6. Способ получения на подложке защитного покрытия с градиентом химического состава и структуры по толщине с внешним керамическим слоем, включающий электронно-лучевое испарение материала, помещенного в водоохлаждаемый тигель, и конденсацию парового потока на нагретой подложке в вакууме, отличающийся тем, что в качестве испаряемого материала используют штабик, предварительно спрессованный из смеси металлов и оксидов, имеющих различную упругость пара при температуре испарения, и отоженный в вакууме.
Al - 5 - 40
Al2O3 - 1-60
ZrO2 - Остальное
8. Способ по п. 6, отличающийся тем, что штабик прессуют из смеси, содержащей Al-Si-Y-Al2O3-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 5 - 40
Si - 0,3 - 3
Y - До 1,5
Al2O3 - 3 - 84
ZrO2 - Остальное
9. Способ по п. 6, отличающийся тем, что штабик прессуют из смеси, содержащей Al-Cr-Ni-Al2O3-Y-ZrO2, при следующем соотношении компонентов, мас.%:
Al - 2 - 18
Cr - 5 - 40
Ni - До 40
Al2O3 - 2 - 58
Y - До 1,5
ZrO2 - Остальное
10. Способ по п. 6, отличающийся тем, что штабик прессуют из смеси, содержащей Al-Cr-(Ni, Co)-Al2O3-Y-Pt-ZrO2, при следующ6м соотношении компонентов, мас.%:
Al - 4 - 12
Cr - 10 - 25
Ni, Co - 25 - 45
Al2O3 - 1 - 60
Y - 0,5 - 2,5
Pt - 0,5 - 2,5
ZrO2 - Остальное
| US 4676994 A, 30.06.87 | |||
| US 4880614 A, 14.11.89 | |||
| US 5015502 A, 14.05.91 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОРМОЗНОГО ПУТИ АВТОМОБИЛЯ | 0 |
|
SU403987A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И ИСПАРИТЕЛЬ ВАКУУМНОЙ УСТАНОВКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2061786C1 |

