Изобретение относится к теплотехнике и может быть использовано при производстве теплообменного оборудования.
Цель изобретения - повышение надежности.
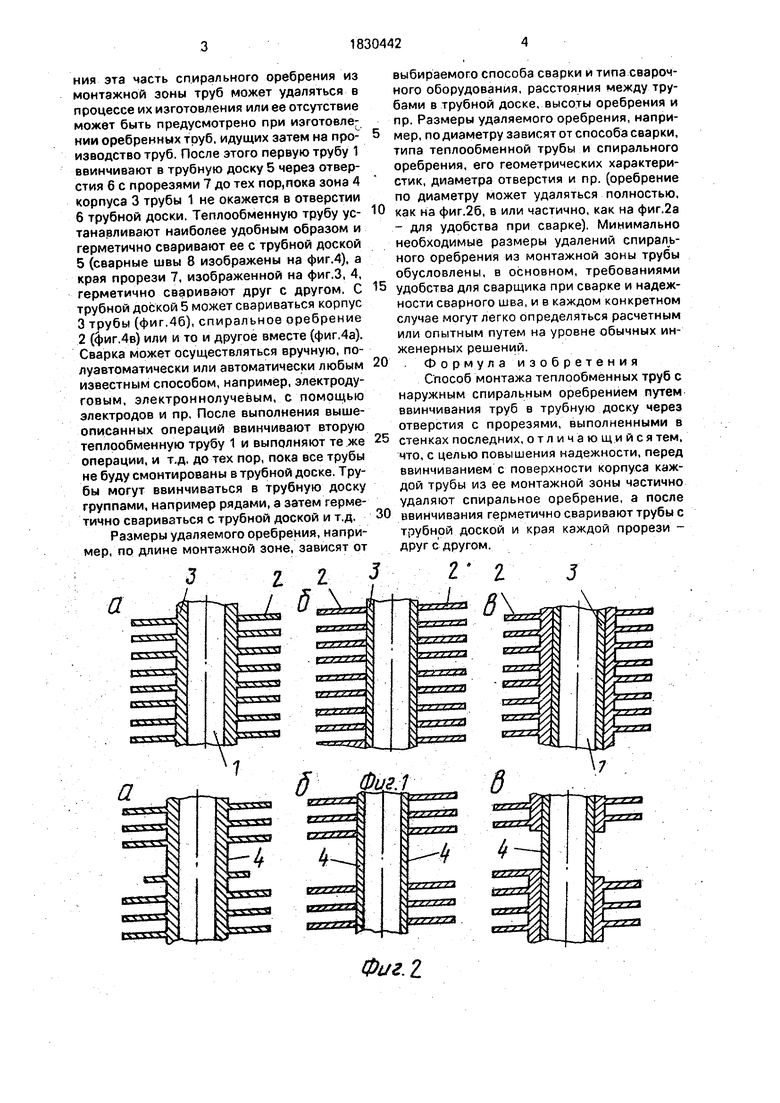
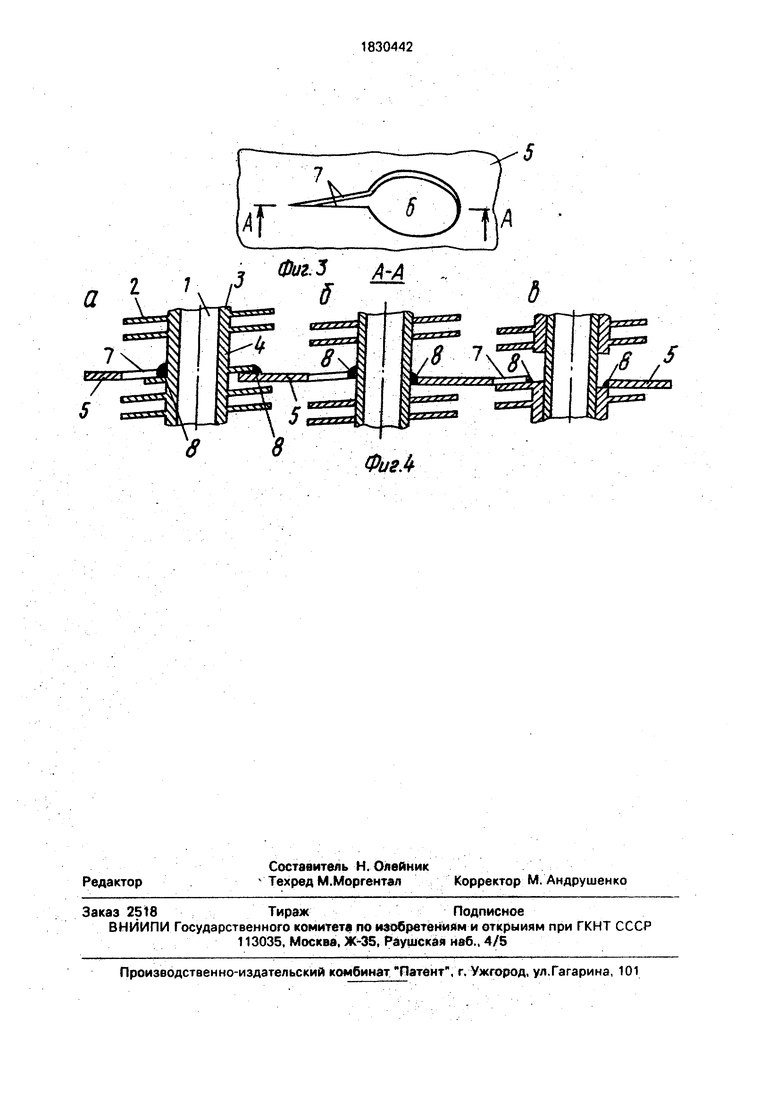
На фиг.1 изображены сечения монтажной зоны теплообменных труб с различными видами спирального оребрения; на фиг.2 - то же, но без части спирального оребрения; на фиг.З - Фрагмент трубной доски с отверстием и прорезью; на фиг.4 - сечение А-А на фиг.З.
Для монтажа используются любые теп- лообменные трубы 1 с наружным спиральным оребрением 2, которое может составлять, с корпусом 3 трубы одно целое (фиг.1 а. 2а, 4а), может крепиться каким-либо образом к корпусу 3, например, сваркой (фиг.16, 26, 46). накаткой, опрессовкой, литьем и пр. (фиг. 1в, 2в, 4в). Сребренные теплообменные трубы могут быть различных типов: монометаллическими (фиг. 1а, 16), биметаллическими, когда оребрение 2 выполнено из иного материала, чем корпус 3 (фиг. 16, 1в), неметаллическими и пр. Основное условие, предъявляемое к теплооб- менным трубам - наличие наружного спирального оребрения корпуса. Монтажная зона расположена в зоне 4 под сварку. В трубной доске 5 выполнены отверстия 6 с прорезями 7.
Предлагаемый способ монтажа труб реализуется следующим образом.
Перед ввинчиванием из монтажной зоны, т,е. той части сребренной теплообменной трубы, которая после ее ввинчивания будет находиться в области трубной доски (см.фиг.4). частично удаляют спиральное оребрение 2 каким-либо способом, например, резанием на токарном станке, образуя под сварку зону 4 корпуса 3. При серийном производстве теплообменного оборудова00 W
о
-N Jb.
ю
ния эта часть спирального оребрения из монтажной зоны труб может удаляться в процессе их изготовления или ее отсутствие может быть предусмотрено при изготовлении сребренных труб, идущих затем на производство труб. После этого первую трубу 1 ввинчивают в трубную доску 5 через отверстия 6 с прорезями 7 до тех пор,пока зона 4 корпуса 3 трубы 1 не окажется в отверстии 6 трубной доски. Теплообменную трубу устанавливают наиболее удобным образом и герметично сваривают ее с трубной доской 5 (сварные швы 8 изображены на фиг.4), а края прорези 7, изображенной на фиг.З, 4, герметично сваривают друг с другом. С трубной доской 5 может свариваться корпус 3 трубы (фиг.46), спиральное рребрение 2 (фиг.4в) или и то и другое вместе (фиг.4а). Сварка может осуществляться вручную, полуавтоматически или автоматически любым известным способом, например, электродуговым, электроннолучевым, с помощью электродов и пр. После выполнения вышеописанных операций ввинчивают вторую теплообменную трубу 1 и выполняют те же операции, и т.д. до тех пор, пока все трубы не буду смонтированы в трубной доске. Трубы могут ввинчиваться в трубную доску группами, например рядами, а затем герметично свариваться с трубной доской и т.д.
Размеры удаляемого оребрения, например, по длине монтажной зоне, зависят от
0
5
0
5
0
выбираемого способа сварки и типа сварочного оборудования, расстояния между трубами в трубной доске, высоты оребрения и пр. Размеры удаляемого оребрения, например, по диаметру зависят от способа сварки, типа теплообменной трубы и спирального оребрения, его геометрических характеристик, диаметра отверстия и пр. (оребрение по диаметру может удаляться полностью, как на фиг.2б, в или частично, как на фиг.2а - для удобства при сварке). Минимально необходимые размеры удалений спирального оребрения из монтажной зоны трубы обусловлены, в основном, требованиями удобства для сварщика при сварке и надежности сварного шва, и в каждом конкретном случае могут легко определяться расчетным или опытным путем на уровне обычных инженерных решений.
Фор м у ла изобретения Способ монтажа теплообменных труб с наружным спиральным оребрением путем ввинчивания труб в трубную доску через отверстия с прорезями, выполненными в стенках последних, отличающийся тем, что, с целью повышения надежности, перед ввинчиванием с поверхности корпуса каждой трубы из ее монтажной зоны частично удаляют спиральное оребрение, а после ввинчивания герметично сваривают трубы с трубной доской и края каждой прорези - друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Теплообменник | 1990 |
|
SU1767323A1 |
| Водяной газоохладитель | 1989 |
|
SU1663367A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1719180A1 |
| Теплообменник | 1989 |
|
SU1740945A1 |
| Узел крепления в трубной доске теплообменной трубы | 1985 |
|
SU1330446A1 |
| Конденсатор воздушного охлаждения | 1989 |
|
SU1749680A1 |
| Теплообменник | 1988 |
|
SU1638532A1 |
| Теплоутилизационная установка | 1989 |
|
SU1721430A2 |
| СОТОВЫЙ ТЕПЛООБМЕННИК С ЗАКРУТКОЙ ПОТОКА | 2008 |
|
RU2386096C2 |
| Кожухотрубный теплообменник | 1983 |
|
SU1125460A1 |
Изобретение относится к теплотехнике. Цель изобретения - повышение надежности. Для этого в способе монтажа теплооб- стенных труб со спиральным оребрением перед ввинчиванием в трубную доску с поверхности корпуса каждой теплообменной трубы из ее монтажной зоны частично удаляют спиральное оребрение, а после ввинчивания герметично сваривают трубу с трубной доской и края каждой прорези друг с другом. 4 ил.
з г г з sut
2 2
Фиг. Z
а
фиг.З А-А $
8
ФигЛ
| Авторское свидетельство СССР №914924, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР № 1786931, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
