Изобретение относится к волоконной оптике, в частности к созданию компонентов волоконно-оптических систем передачи.
Способ изготовления оптических раз- ветвителей включает укладку по крайней мере двух предварительно подготовленных волокон, фиксацию, нагревание и скрутку волокон с их одновременным сплавлением, а также формирование биконической структуры разветвителя.
По предлагаемому способу волокна фиксируют в точках окружностей, расположенных в двух плоскостях фиксации, а затем волокна перекрещивают и перед началом скрутки волокон их сплавляют в точке перекрещивания. При этом нагревание и сплавление волокон осуществляют посредством сканирования локальной зоны нагрева от точки перекрещивания вдоль волокон со скоростью:
СО О
V(t) О) Го
LR
( R -Ь a) R0 t )
,2
где t - текущее значение времени;
угловая скорость скрутки волокон;.
R - радиус окружностей фиксации волокон;
L - расстояние от плоскостей фиксации до точки первоначального перекрещивания волокон;
;О
|СО
Го - приведенный радиус эквивалентного .единичного волокна, площадь поперечного сечения которого равна суммарной площади поперечных сечений подготовленных к сплавлению волокон.
.Заявляемый способ изготовления on- тическмх рззветвителей позволяет осу- (.цествить сплавление разветвителей посредством сканирования локального источника нагрева. применение которого при сплавлении разветвителей позволяет широко варьировать форму и длину биконической структуры рзззетиителя, что обеспечивает улучшение качества разветвителей..
Кроме того, в результате выполнения соотношения между скоростью перемещения локального источника нзгрева и угловой скоростью скрутки волокон в процессе сялаеления рззвегвителей центр зоны нагрева совпадает с перемещающимся краем скрутки волокон, и, следовательно, скрутка волокон начинается после их нагрева, при этом отсутствуют силы упругости (т,к, разогретое волокно неупруго}, направленные на расхождение волокон и прмводящме к нарушению геометрической структуры разаетвмтеля: т.о. улучшается качество соласлен ля.
Способ осуществляется следующим образом. Предварительно подготовленные волокна укладывают параллельно друг другу и фиксируют, например, с помощью прижимов, в точкзх окружностей, расположенных в двух плоскостях фиксации, а затем волокна перекрещивают и перед началом скрутки волокон их сплавляют посредством нагрева в точке перекрещивания. Затем осуществляют нагрев волокон, их скрутку и одновременно сплавление посредством сканирования локального источника нагрева отточки перекрещивания вдоль волокон; причем скорость перемещения локальной зоны н;: грева м угловая скорость скрутки волокон должны удовяетрооять соотношению:
V(t) О) Г0
LR
(R +f«fi0t )2
где t - текущее значение времени;
а - угловая скорость скрутки волокон;
R - радиус окружностей фиксации волокон;
L - расстояние от. плоскостей фиксации до точки первоначального перекрещивания волокон;
г0 приведенный радиус эквивалентного единичного волокна, площадь поперечного сечения которого равна суммарной площади поперечных сечений подготовленных к сплавлению волокон.
За счет этого скрутка волокон происходит после их нагревания. После скрутки и одновременно сплавления волокон осуществляют формирование биконического перехода разветвмтеля посредством перемещения локального источника нагре0 ва вдоль волокон и их растяжения.
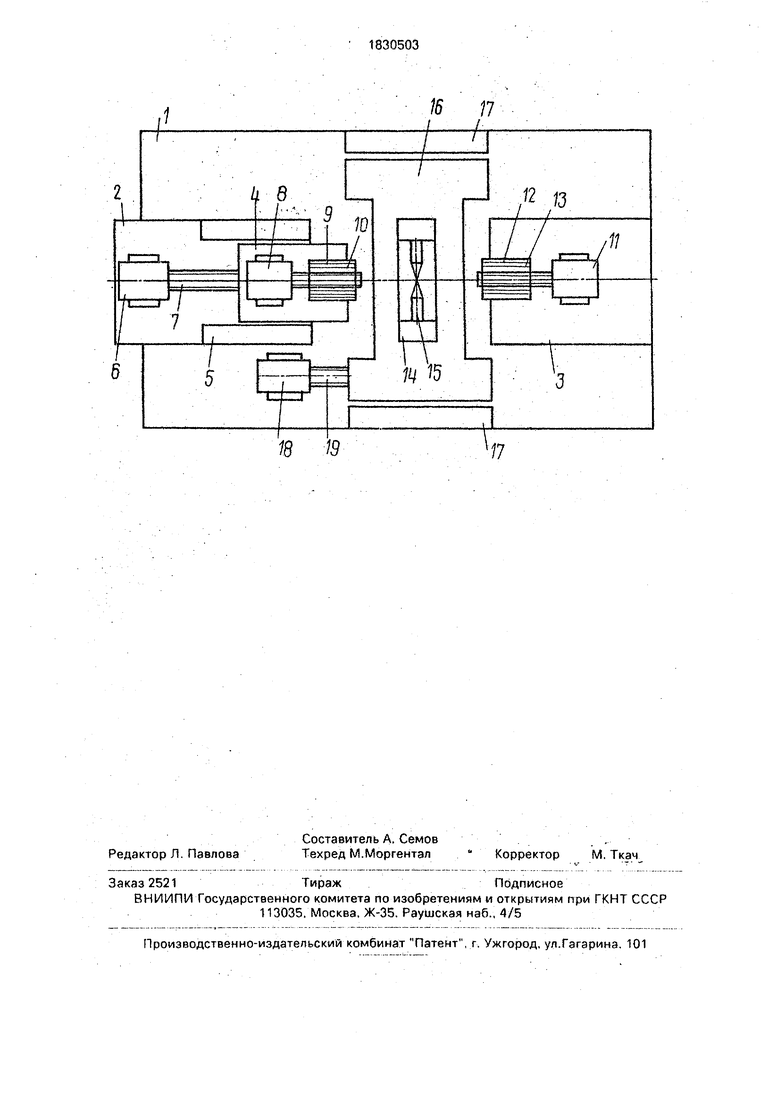
Реализация способа может быть осуществлена на устройстве, общий вид которого показан на чертеже.
Устройство содержит основание 1, на
5 котором закреплены кронштейны 2 и 3. На последнем находится подвижная каретка 4, сопряженная с жестко закрепленными на кронштейне 2 ограничиваю НАЙМИ направляющими 5. На кронштейне 2 жестко закреп0 лен двигатель 6, связанный посредством микрометрического винта 7 с подвижной кареткой 4. Сверху подвижной каретки 4 жестко закреплен шаговый двигатель 8, на валу которого съемно установлен барабан 9 с па5 зам и 10. На кронштойпс-3 жестко закреплен
шаговый двигатель 11, на валу которого
-съемно установлен барабан 12 с пазами 13.
Между кронштейнами 2 и 3 установлен дви. гател о 14 с электродами 15, закрепленный
0 на подвижной кьратк.е 16, сопряженной-с- направляющими 17, жестко закрепленными на основании I. На основании 1 жестко закреплен двигатель 18, связанный с подвижной кареткой-16, посредством микро5 метрического винта 19.
Для реализации способа предварительно подготовленные йо/юкне поочередно укладывают параллельно друг другу L пазы 10 и 13 барабанов 9 л 12, вэзщзя синхронно
0 последние с вом.ощью шаговых двигателей 8 и-11. Фиксация волоком о лазах осуществляется посредством их вклеивания эпоксидным компаундом1. Затем с помощью шагового двигателя 11, жестко закреплен5 кого на кронштейна 3, ьояокмэ скручивают до их перекрещивания в центре между плоскостями их фиксаций.
Перед сплавлением во локон.центр электродов 15 на держателе 14 совмещают с
0 точкой, перекрещивания волокон. При включении источника питания между электродами 15 возникает электрическая дуга, которая нагревает оптические волокна и сплавляет их в точке перекрещивания. За5 тем, для дальнейшего -сплавления электрическую дугу перемещают со скоростью -v(t). вдоль волокон с помощью двигателя 18, связанного с подвижной кареткой 16, перемещающейся относительно иапрааляющмх 17, .жестко закрепленных на основании 1, посредством микрометрического винта 19. Одновременно с этим путем вращения барабана 12 с помощью двигателя. 11 с постоянной угловой скоростью скручивают.волокна.
Для реализации способа изготовления оптических разветвителей необходимо соблюдение определенного режима работы: а именно, чтобы между угловой скоростью скрутки волокон w и скоростью перемещения дуги у(т.) выполнялось соотношение (1).
Управление скоростями вращения шаговых двигателей, а значит и скоростями перемещения электрической дуги относительно волокон и скрутки волокон осуществляют, например, с помощью про- грзмммого контроллера Электроника МС 27 02 (К-1--20), содержащего библиотеку подпрограмм, по которым производятся все арифметические операции, а также вычисляется показательная функция. Данные посте- янных величин, входящих в соотношение (1} между скоростями скрутки волокон и перемещения источника нагрева, а также очередность выполнения операций заносятся в ОЗУ контроллера с помощью пульта управ- ления, Т.к. контроллер К 1-20 содержит программируемый интервальный таймер, то задание временного интервала и его дискретности осуществляется также с помощью пульта управления.
После проведения вычислений цифровой код с выхода контроллера поступает на преобразователь код-частот,, а затем на схему управления шаговыми двигателями.
После сплавления волокон осуществляют формирование бикомического перекода посредством вторичного нагревания области сплавления и растяжения волокон посредством перемещения подвижной каретки 4 в направляющих 5 с помощью двигателя 6. жестко закрепленного на кронштейне 2 и связанного с подвижной кареткой 4 микрометрическим винтом 7.
Формула изобретения Способ изготовления оптических разветвителей, включающий укладку по крайней мере двух предварительно подготовленных ЕОЛСКОН, фиксацию, нагревание и скрутку волокон с их одновременным сплавлением, а также формирование бико- нической структуры разветвмтеля, отличающийся тем, что, с целью улучшения качества сплавления, каждое волокно фиксируют в точках окружностей, расположенных в двух плоскостях, и сплавляют их в точке перекрещивания, а нагревание и сплавление волокон осуществляют посредством сканирования локальной зоны нагрева от точки первоначального перекрещивания ВДОЛЬ ВШЛОК ПИ rp rvr pof4-t JQ
v(t) (i г0
LR
( R + () Rc
О2
где (п -- угловая скорость скрутки волокон;
R - радиус окружностей фиксации волокон;
L - расстояние от плоскостей фиксации до точки первоначального перекрещивания волокон;
г0 - приведенный радиус эквивалентного единичного волокна,площадь поперечного сечения которого равна суммарной площади поперечных сечений подготовленных к сплавлению волокон;
t - текущее значение времени.
18 :19
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СПЛАВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКИХ РАЗВЕТВИТЕЛЕЙ | 1991 |
|
RU2018161C1 |
| Способ изготовления волоконно-оптических разветвителей | 1989 |
|
SU1810869A1 |
| Устройство для сплавления оптических разветвителей | 1989 |
|
SU1704126A1 |
| Устройство для сплавления волоконно-оптических разветвителей | 1991 |
|
SU1760495A1 |
| СПОСОБ СТЫКОВКИ ИНТЕГРАЛЬНО-ОПТИЧЕСКОЙ СХЕМЫ ДЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА С ОДНОМОДОВЫМИ СВЕТОВОДАМИ (ВАРИАНТЫ) | 2004 |
|
RU2280882C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ВВОДА-ВЫВОДА ИЗЛУЧЕНИЯ В КОЛЬЦЕВОМ ИНТЕРФЕРОМЕТРЕ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА НА ОСНОВЕ СПЕЦИАЛЬНОГО ДВУЖИЛЬНОГО СВЕТОВОДА | 2000 |
|
RU2188443C2 |
| Устройство для резки оптических волокон | 1989 |
|
SU1728142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДА ДЛЯ РАЗВЕТВИТЕЛЯ, СОХРАНЯЮЩЕГО ПОЛЯРИЗАЦИЮ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2002 |
|
RU2213986C1 |
| ИСТОЧНИК ИЗЛУЧЕНИЯ С НИЗКИМ УРОВНЕМ ШУМОВ ИНТЕНСИВНОСТИ ДЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО ГИРОСКОПА | 2012 |
|
RU2495376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЯРИЗУЮЩЕГО W-СВЕТОВОДА С БОЛЬШИМ РАЗМЕРОМ ДИАМЕТРА ПЯТНА ФУНДАМЕНТАЛЬНОЙ МОДЫ | 2004 |
|
RU2269147C1 |
Использование: волоконно-оптические линии связи. Сущность изобретения: способ включает укладку по крайней мере двух предварительно подготовленных волокон параллельно друг другу с фиксацией в точках, расположенных по окружности в двух плоскостях фиксации, затем перекрещивание и нагревание волокон, скрутку и одновременно сплавление посредством сканирования локальной зоны нагрева вдоль волокон, а затем формирование бикони- ческой структуры развстпятеля путем растяжения волокон и дальнейшего сканирования локальной зоны нагрева, причем скорость перемещения локального источника нагрева (v/t) связана с угловой скоростью скрутки волокон соотношением: v(t) О) r0 L R / ( R + a) Ro t )2 , где t - текущее значение времени; г0 - приведенный радиус эквивалентного единичного волокна, площадь поперечного сечения которого такая же как у подготовленных к сплавлению волокон; R - радиус окружности фиксации волокон; L - расстояние от плоскостей фиксации до точки первоначального перекрещивания волокон.1 ил. ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Lightwave Technology, 1988, v | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Кювет для обработки кинолент | 1924 |
|
SU1476A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аэратор | 1983 |
|
SU1118621A1 |
| кп | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
