Изобретение относится к обработке металлов давлением и может быть использовано в конструкции и при эксплуатации винтовых прессов.
Цель изобретения - повышение срока службы за счет уменьшения износа при улучшении смазки.
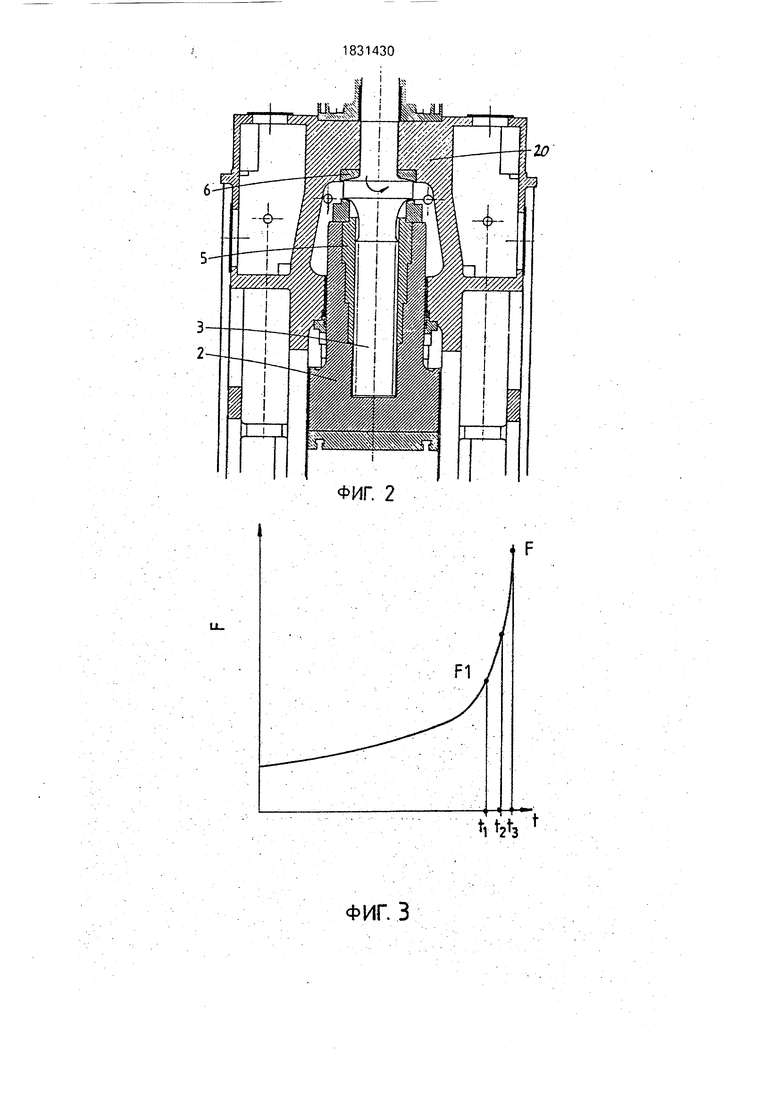
На фиг.1 изображен вид спереди винтового пресса, частично в разрезе; на фиг,2 - винт со штоком и маточной гайкой, в разрезе; на фиг.З - графическое изображение силы-времени усилия прессования во время обработки давлением; на фиг.4 детальное изображение взаимодействия маточной гайки и винта; на фиг.5 - схема создания кратковременного избыточного давления.
Винтовой пресс 1 содержит шток 2, перемещаемый винтом 3. Гидроцилиндр 4 служит для возврата штока в исходное положение. Винт 3 установлен в маточной гайке 5, зажатой в штоке 2 и в подпятнике 6, Маховик 7 связан с винтом 3 и установлен с возможностью вращения в одну сторону.
Маточная гайка 5 и подпятник выполнены в виде гидростатического подшипника. В маточной гайке выполнен винтовой канал, расположенный приблизительно посередине рабочей поверхности маточной гайки 5. Сама маточная гайка может быть выполнена, уапример, четырехгранной, с наклоном 12°. Также предпочтительным является разделение каналов по аксиальной высоте гайки, что позволяет быстро сместить боковые стороны до начала обратного хода. Система подачи смазки включает карман во вкладыше подшипника с шириной а и глубиной Ь. Карман 8 соединен с источником подачи масла под высоким давлением с помощью соединительной магистрали 9. За счет этого давления рабочая поверхность 10 винта 3 поднимается от рабочей поверхности 11 маточной гайки 5, а именно до указанной высоты Ь, Высота h зависит от давления масла в кармане 8 во вкладыше подшипника и имеющегося усилия в винте 3. Карман 8 во вкладыше подшипника соединен далее с уз00Сл
Ј СА О
iOJ
лом подачи масла. Ширина а кармана 8 во вкладыащ подшипника относится к ширине А эффективной ширины рабочей поверхности резьбы 11, как 1:6. Глубина Ь соответствует приблизительно ширине а, причем дно канала кармана во вкладыше подшипника выполнено закругленным,
Схема, реализующая подачу масла на рабочие поверхности винта и маточной гайки с созданием кратковременного избыточ- ного давления включает запасной масляный резервуар 12, гидравлический аккумулятор 13, соединенный с отдельным насосом 14. Гидравлический аккумулятор 13 отдельной магистралью 15 соединен через быетроотк- рывэющийся клапан 16 с гидростатической опорой, Узел подачи масла включает напорный клапан 17. Соединительный канал 18 осуществляют подачу масла от узла его подачи к карману 8. Диаметр соединительного канала 18 примерно на 20% меньше ширины а кармзна 8 во вкладыше подшипника, тогда как диаметр подающей магистрали 9 .примерно в два раза больше диаметра соединительного канала 18. При этом диаметр подающей магистрали несколько меньше ширины а кармана во вкладыше подшипника.
Позицией 19 обозначена гидромуфта, соединяющая винт с маховиком, 20 - стани- на пресса.
Устройство и способа реализуются следующим образом.
С помощью насоса (не показано) в карманы 8 во вкладыше подшипника закачива- ется смазочный материал, а именно масло, под таким давлением, что винт 3 отделяется от маточной гайки 5. Гидростатический подшипник эффективен во время движения сверх и вниз, а также во время процесса обработки давлением, но здесь только до определенной силы FI, которая составляет часть силы Fmax, что очень .значительно уменьшает износ. Действующая в подшипниках сила во время обработки давлением устойчиво прогрессивно возрастает. Характер такого нарастания зависит от вида заготовки, но обычно нарастание силы до двукратного значения наблюдается в последней десятой части от всего времени об- .работки давлением.
Выполнение гидростатической опоры, а именно поверхность и давление в зазоре, рассчитано так, что до усилия прессования, соответствующего приблизительно полови- не максимального усилия, создается практически полная гидростатическая смазка, т.е. расстояние между боковыми сторонами 10 винта 3 и боковыми сторонами 11 маточной гайки 5 практически неизменно, После
превышения критической силы FI поверхности подшипников переходят в область смешанного трения. Сначала уменьшается высота зазора h, время изменения очень короткое, но все еще через значительное в пересчете на оставшуюся часть времени обработки давлением. Только после этого (фиг.З) момента tz появляется действительное смешанное трение, увеличивающееся до максимального усилия Fmax соответственно вплоть до окончания процесса обработки давлением. Оставшийся период времени от t2 до 1з очень короткий, в области нескольких миллисекунд. Соответственно незначителен и путь, который поверхности подшипников проходят относительно друг друга в зоне смешанного трения.
Во время рабочего хода в кармане 8 во вкладыше подшипника, т.е. в гидрожидкости, выходящей и находящейся в нем, прежде чем шток-войдет в контакт с заготовкой, имеется сравнительно небольшое давление, например 20 бар. Это давление достаточно, чтобы отдалить друг от друга рабочие поверхности 10 и 11. Насос, перекачивающий гидрожидкость через подающую магистраль 9 и соединительный канал 18 в карман 8 во вкладыше подшипника, рассчитан на значительно более высокое давление, например до 300 бар. Шток 2 входит в контакт с заготовкой в течение рабочего хода, при этом повышается противодавление, оказываемое винтом 3 и гзозрастает давление в кармане 8 во вкладыше подшипника, При очень кратковременных процессах обработки давлением промежуток времени слишком мал, чтобы это могло привести к проступанию слоя гидрожидкости, отделяющего рабочие поверхности друг от друга. При более длительном времени обработки давлением, составляющим приблизительно 150-200 мс, давление в гидростатическом подшипнике возрастает до, например, указанного противодавления подающего насоса. .
Хотя соединительный канал 18 имеет меньший диаметр, чем карман 8 во вкладыше подшипника, с одной стороны, и подающая магистраль 9, с другой, он все же не воздействует или действует незначительно как дроссель, акой гидростатической подшипник может быть выполнен известным образом с дросселем. Но при этом следует отметить значительный нагрев гидрожидкости, который должен быть по возможности ликвидирован. Кроме того, вариант выполнения допускает использование сравнительно вязкого масла. Высокая вязкость масла предпочтительна в отношении време- ни, необходимого, чтобы при превышении
критической силы FI приводить в соприкосновение рабочие поверхности 10 и 11. Например, работа ведется с маслом вязкостью 460 сСт. Это означает, что вязкость использованного здесь масла может находиться на 2-4 степени выше, чем вязкость масла, которое используется в известных смазках в винтовых прессах.
Насос 1.4 заполняет гидравлический аккумулятор маслом, которое находится под таким высоким давлением, что опорные рабочие поверхности маточной гайки 5 и подпятника 6 в начале обратного хода очень быстро отходят друг от друга. Движение обратного хода штока проходит полностью с гидростатической смазкой. Незадолго до достижения нижней точки возврата штока 2 аккумулятор 13 соединяется через быстро- открывающиеся гидроклапаны 16с каналами соответственно карманами 8 во вкладыше подшипника, что приводит к отделению рабочих поверхностей. Предпочти- тельно размещать аккумулятор 13 возможно ближе к маточной гайке и подпятнику, чтобы достичь по возможности более короткого времени роста давления. Аккумулятор 13 заполняется во время большей части цикла прессования. Давление, кратковременно поднимаемое дополнительным агрегатом, значительно выше, чем рабочее давление гидростатического подшипника, где работа проводится с давлением масла, например, 300 бар.
Устройство служит также для того, чтобы нагружать гидростатический подшипник незадолго до достижения нижней точки возврата штока кратковременным избыточным давлением такой высоты, чтобы гидростатические или по меньшей мере квазигидростатические условия были заданы также во время максимальной нагрузки подшипника. К тому же работа проводится с давлениями до 800 бар или при необходимости более кратковременно в отношении к номинальному усилию винтового пресса 1600 т. Кро- ме того, также предусмотрено, что нагружение кратковременным избыточным давлением выполняется в зависимости от фазы обработки давлением.
Формул а изо б ре тени я
1. Винтовой пресс, содержащий смонтированный в направляющих станины ползун с закрепленной в нем гайкой, связанной резьвЬй с винтом, установленным посредст- вотогподпятника в станине, приводной с непрерывным вращением в одну сторону маховик, муфта соединения маховика с винтом с приводом от рабочей жидкости, гидравлический привод возвратного хода ползуна, а также узел подачи масла в канавки на рабочих поверхностях резьбы гайки,, отличающийся тем, что, с целью повышения срока службы за счет уменьшения износа при улучшении смазки, канавки на рабочих поверхностях гайки выполнены в виде карма- .нов во вкладыше подшипника, расположенных по винтовой линии резьбы, связанных магистралями с узлом подачи масла.
2.Пресс по п. 1,отличающийся тем, что подпятник выполнен в виде гидростатического подшипника.
3.Пресс по пп.1 и 2, отличающий- с я тем, что элементы винта и гайки смонтированы с возможностью регулировки расстояния между рабочими поверхностями профиля винта и гайки в зависимости от гидростатического состояния опоры.
4.Пресс по пп.1-3. отличающий- с я тем, что ширина карманов во вкладышах подшипников равна 1/6 эффективной ширины рабочей поверхности резьбы,
5.Пресс по пп.1-4, отличающий- с я тем, что узел подачи масла в выходные отверстия на рабочих поверхностях резьбы гайки выполнен в виде отдельного наполнительного бака с насосом, связанным с аккумулятором, и через магистраль и гидравлический распределитель - с карманами вкладышей.
6.Способ эксплуатации винтового пресса, включающий подачу масла между рабочими поверхностями профиля резьбы винта и гайки, отличающийся тем, что перед крайним нижним положением ползуна масло подается между рабочими поверхностями резьбы кратковременным избыточным давлением, меньшим, чем давление, соответствующее максимальному усилию прессования с получением гидростатических или по меньшей мере, квазигидростатических условий по время максимальной нагрузки на рабочих поверхностях профиля резьбы.
7.Способ по п.6. отличающийся тем, что кратковременное избыточное давление при подаче масла составляет приблизительно 800 бар для винтового пресса номинальным усилием 1600 т.
Приоритет по пунктам:
23.12.88по пп, 1-3:
30.08.89по пп. 5-7.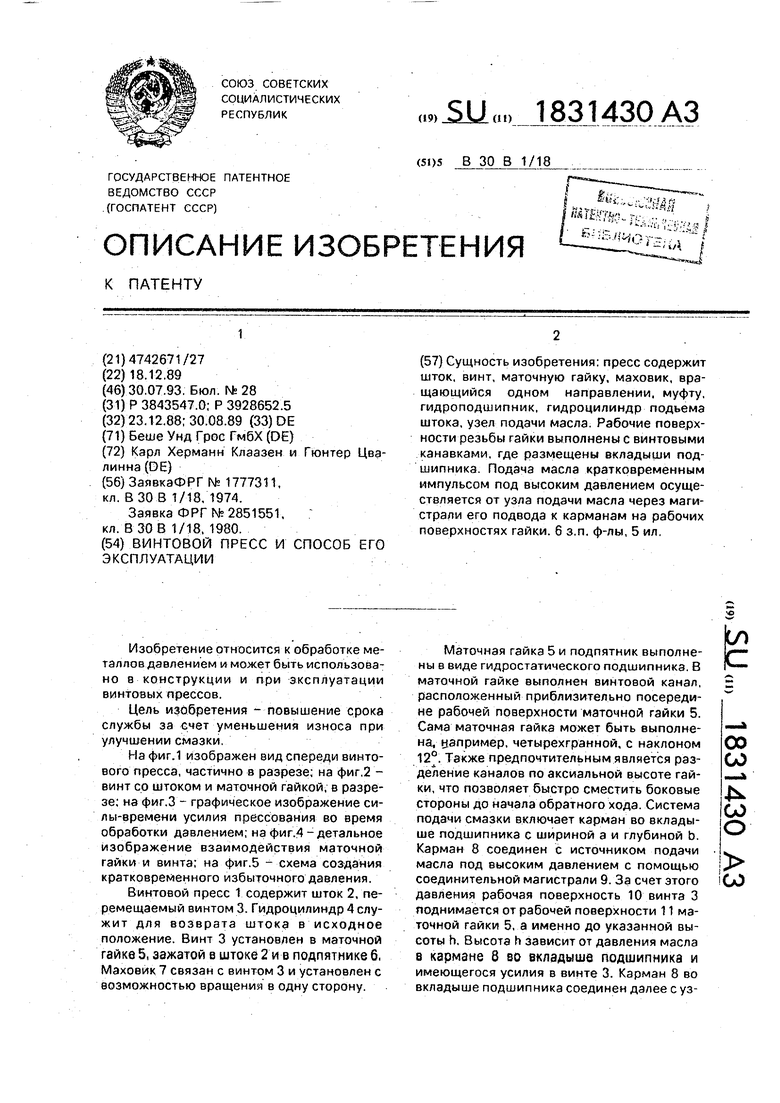


| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс | 1990 |
|
SU1750955A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ВРАЩАЮЩЕГО МОМЕНТА | 1991 |
|
RU2106549C1 |
| Гидростатодинамический подшипник для прокатных валков | 1990 |
|
SU1724402A1 |
| Механический пресс | 1973 |
|
SU564788A3 |
| КОВОЧНЫЙ ПРЕСС ДЛЯ РЕДУЦИРОВАНИЯ ШИРИНЫ ПРОКАТА | 1991 |
|
RU2050995C1 |
| Опора нажимного винта прокатной клети | 1989 |
|
SU1629121A1 |
| Крупногабаритный подшипник скольжения жидкостного трения | 1983 |
|
SU1146488A1 |
| ПЕРЕДАЧА ХОДОВОЙ ВИНТ-ГАЙКА С ВИХРЕВЫМ СОПЛОМ | 2011 |
|
RU2471102C1 |
| РАЗЪЕМНЫЙ МАХОВИК | 1991 |
|
RU2095658C1 |
| Винтовой пресс двойного действия | 1979 |
|
SU854740A1 |


Сущность изобретения: пресс содержит шток, винт, маточную гайку, маховик, вращающийся одном направлении, муфту, гидроподшипник, гидроцилиндр подъема штока, узел подачи масла. Рабочие поверхности резьбы гайки выполнены с винтовыми канавками, где размещены вкладыши подшипника. Подача масла кратковременным импульсом под высоким давлением осуществляется от узла подачи масла через магистрали его подвода к карманам на рабочих поверхностях гайки. 6 з.п. ф-лы, 5 ил.
Фиг. i
I -1ИФ
oenesi
| СПОСОБ ПОЛУЧЕНИЯ КАРБИДА МОЛИБДЕНА | 1988 |
|
RU1777311C |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Заявка ФРГ №2851551, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
