Изобретение относится к химической технологии и может быть преимущественно использовано для получения каустической соды и едкого калия из электролитической щелочи, производимой в результате диафрагменного электролиза растворов поваренной соли из хлористого калия. Наиболее эффективно изобретение может быть использовано в производствах хлора и каустика в химической промышленности и в цветной металлургии.
Цель изобретения улучшение качества готового продукта за счет снижения содержания в нем поваренной соли и снижения энергетических затрат за счет уменьшения количества промывных вод.
Заявляемый способ позволяет достигнуть максимальной степени разделения раствора каустической соды от мелкокристаллической соли с получением промытого от щелочи осадка. Способ обеспечивает минимальный расход исходной электролитической щелочи для промывки соли от щелочи и исключение использования воды для промывки.
При этом происходит улучшение качества готового продукта за счет снижения содержания в нем поваренной соли и снижение энергетических затрат за счет уменьшения количества промывных вод.
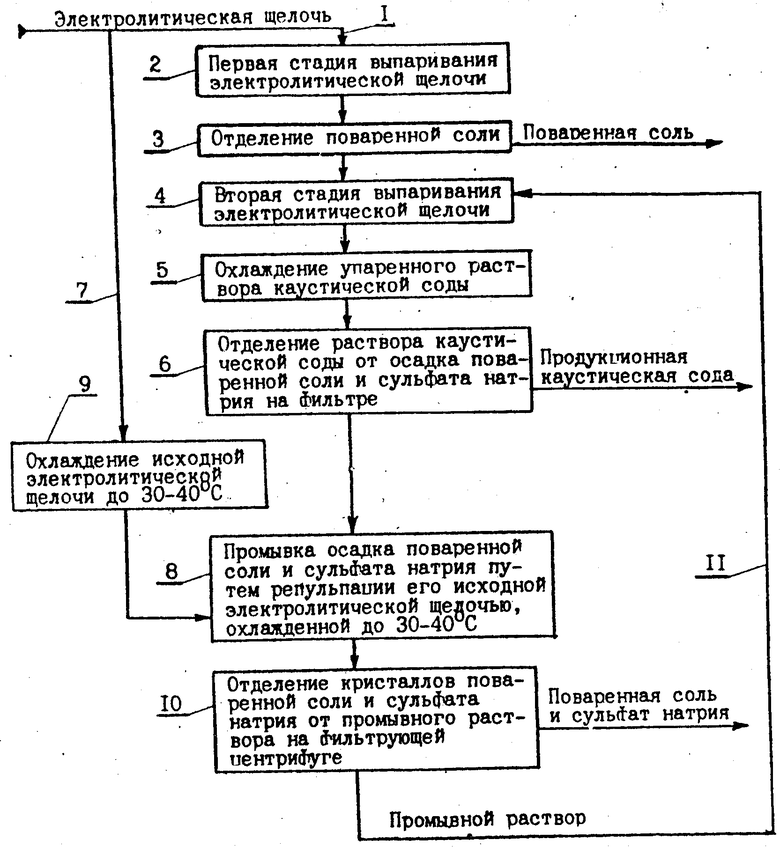
Предложенный способ поясняется схемой, приведенной на чертеже.
Электролитическая щелочь после электролиза (1) поступает на первую стадию выпаривания (2) после которой из упаренного раствора электрощелочи (средней щелочи) отделяют кристаллы поваренной соли без примеси сульфата натрия (3). Отделенный от поваренной соли раствор концентрируют на второй стадии выпаривания (4), после которой охлаждают упаренный раствор каустической соды (5). Затем отделяют раствор каустической соды от осадка поваренной соли и сульфата натрия на фильтре (6). Полученный осадок поваренной соли и сульфата натрия промывают исходной электролитической щелочью (7) путем репульпации его этой щелочью (8). Перед подачей на репульпацию исходную электролитическую щелочь охлаждают до 30-40оС (9). Далее отделяют кристаллы поваренной соли и сульфата натрия от промывного раствора на фильтрующей центрифуге (10), а отфугованный промывной раствор (11) возвращают на вторую стадию выпаривания.
П р и м е р осуществления способа. Исходная электролитическая щелочь после электролиза, содержащая 110-140 г/л NaOH, 170-200 г/л NaCl и 5-10 г/л Na2SO4 и имеющая температуру 80-90оС, поступает на выпаривание на выпарную установку. Перед поступлением в выпарные аппараты электрощелочь подогревается до 120-145оС, в системе подогревателей, обогреваемых конденсатом и паром с выпарной установки. На первой стадии выпаривания электрощелочь концентрируется до массовой доли NaOH 23-30% при этом из электрощелочи кристаллизуется 70-85% содержащейся в ней поваренной соли, тогда как сульфат натрия в этих условиях не кристаллизуется. Суспензия средней щелочи после первой стадии выпаривания, имеющая температуру 70-90оС, поступает на узел отделения соли первой стадии выпаривания. На этом узле при помощи сначала отстойника, а затем фильтрующей центрифуги отделяют осадок поваренной соли от раствора средней щелочи. Отфугованный на центрифуге осадок соли отводится на электролиз. При этом в обезводненной соли содержится 6-7 кг NaOH на 1 т поваренной соли.
Отделенный от соли раствор средней щелочи подается на вторую стадию выпаривания. На второй стадии выпаривания электрощелочь концентрируется до массовой доли NaOH 46-50% В процессе концентрирования из раствора кристаллизуются поваренная соль и сульфат натрия. Упаренная суспензия каустической соды с температурой 80-90оС поступает для охлаждения на узел охлаждения упаренного раствора каустической соды. На этом узле происходит охлаждение раствора каустической соды до 30-35оС. В процессе охлаждения из раствора каустической соды кристаллизуются поваренная соль и сульфат натрия. Эти соли, вместе с солями, выделившимися на второй стадии выпаривания, находятся в суспензии вместе с охлажденным раствором каустической соды. Указанная суспензия подается на фильтр для отделения солей от раствора каустической соды. На второй стадии выпаривания и при охлаждении упаренного раствора каустической соды из него почти полностью кристаллизуются содержащиеся в растворе поваренная соль и сульфат натрия. В охлажденном растворе массовые доли компонентов составляют NaOH 46-50% NaCl 0,10-0,12% Na2SO4 0,009-0,012% Указанный раствор отфильтровывается на фильтре от солей и отводится в качестве продукционного раствора. При этом в продукционном растворе благодаря фильтрации практически не содержится взвешенной соли и содержание поваренной соли и сульфата натрия соответствует их растворимости. Получаемый продукционный раствор полностью соответствует требованиям ГОСТ 2263-79 на каустическую соду марки РД высшего сорта, в которой содержание поваренной соли не должно превышать 3% Вследствие отсутствия в продукционном растворе взвешенной соли исключается осаждение этой соли при хранении в емкостях продукционного каустика и, следовательно, необходимость в промывке этих емкостей от соли.
Количество осадка поваренной соли и сульфата натрия, отфильтрованного от каустика, составляет 140-220 кг на 1 т продукционного раствора каустической соды. В этом осадке доля поваренной соли составляет около 75-90% Влажность осадка солей после фильтрации равна 30-40% Влажный осадок поваренной соли и сульфата натрия с фильтра промывают путем репульпации исходной электролитической щелочью, которую перед этим охлаждают с 80-90 до 30-40оС в специальном теплообменнике. Электрощелочь после электролиза имеет концентрации поваренной соли и сульфата натрия далекие от насыщения. Охлажденная электрощелочь практически не способна растворять осадок поваренной соли и сульфата натрия, так как она находится в состоянии, близком к насыщению по этим солям. Поэтому при смешении осадка поваренной соли и сульфата натрия с охлажденной щелочью не происходит растворения соли. Расход исходной электрощелочи на промывку осадка поддерживают таким, чтобы массовая доля кристаллической твердой фазы в суспензии, образующейся при репульпации осадка соли щелочью, составляла бы 40-60% То есть количество исходной щелочи составляет от 450 до 800 кг на 1 т влажного осадка в зависимости от содержания твердой фазы в суспензии. В результате репульпации влажного осадка после фильтра электрощелочью вследствие смешения последней с содержащимся в осадке каустиком, массовая доля NaOH в промывном растворе составляет 20-26% а содержание в нем поваренной соли и сульфата натрия соответствует концентрациям насыщения. Вследствие этого не происходит растворение осадка в промывном растворе.
Суспензия, полученная в результате репульпации осадка солей электрощелочью, подается на фильтрующую центрифугу. На этой центрифуге происходит отделение осадка поваренной соли и сульфата натрия от промывного раствора. Отделенный на центрифуге от раствора осадок поваренной соли и сульфата натрия подается на узел вывода сульфатов, откуда после выделения сульфатов возвращается на электролит. Отфугованный от соли промывной раствор содержит 20-26% NaOH и примерно соответствует средней щелочи, поэтому он направляется на вторую стадию выпаривания. Обезвоженный на фильтрующей центрифуге осадок соли имеет влажность до 5% и не требует больше промывки от щелочи. В осадке содержится 8-10 мг NaOH на 1 т поваренной соли. С учетом того, что в обезвоженной соли первой стадии выпаривания содержится 6-7 кг NaOH на 1 т поваренной соли и ее доля составляет 70-85% а в возвращаемой на электролиз соли содержание щелочи не должно превышать 8,3 кг на 1 т поваренной соли, отпадает необходимость дополнительной промывки водой осадка поваренной соли и сульфата натрия. При этом возвращаемая на электролиз соль, выделенная на установке из электрощелочи, содержит около 8 кг NaOH на 1 т поваренной соли.
В целом на промывку осадка поваренной соли и сульфата натрия в заявленном способе необходимо 35-65 кг исходной электролитической щелочи на 1 т 100% NaOH. В способе-прототипе для промывки такого же осадка потребуется 200-350 кг электрощелочи и 250-400 кг воды в расчете на 1 т 100% NaOH. Таким образом, заявленный способ позволяет снизить расход электрощелочи на промывку соли в 6-10 раз и полностью исключить необходимость в промывке этого осадка водой. Вследствие этого заявленный способ позволяет сократить расход выпариваемой при получении каустической соды воды на 6-8%
Кроме того, в результате получения в заявленном способе продукционной каустической соды, практически не содержащей взвешенной соли, исключается имеющее место в прототипе осаждение взвешенной соли в баках продукционного раствора и необходимость размывки этих отложений соли водой с последующей ее упаркой. По опыту работы действующих производств тем самым расход выпариваемой при получении каустической соды воды сокращается на 4-6%
На основании изложенного видно, что заявленный способ в целом позволяет сократить расход выпариваемой при получении каустической соды воды на 10-12% Вследствие этого сокращаются энергозатраты при получении каустика-затраты пара на выпаривание электрощелочи.
Технико-экономические преимущества предложенного способа концентрирования электролитической каустической щелочи по сравнению с прототипом состоят в следующем.
1. Способ позволяет благодаря отделению охлажденного раствора каустической соды от осадка поваренной соли и сульфата натрия на фильтре получить продукционный раствор каустической соды, практически не содержащий взвешенной соли, полностью соответствующей требованиям ГОСТ 2263-79 на каустик высшего сорта. При этом исключается осаждение взвешенной в растворе соли при хранении продукционного каустика в предназначенных для этого баках. Вследствие этого исключается необходимость размывки соляных отложений в баках водой с последующей ее упаркой. В результате расход промывных вод при получении каустика сокращается на 4-6%
2. Благодаря применению фильтрующей центрифуги для отделения кристаллов поваренной соли и сульфата натрия от промывного раствора, способ позволяет получить максимально обезвоженный осадок солей. Вследствие этого исключается необходимость в промывке указанного осадка водой, а расход электрощелочи для промывки сокращается в 6-10 раз. В результате расход промывных вод при получении каустика сокращается на 6-8%
3. Способ обеспечивает снижение содержания поваренной соли в продукционном растворе каустической соды, в результате чего улучшается качество готового продукта.
Получение каустической соды согласно предложенному способу позволяет снизить расход промывных вод при получении продукта. В результате этого общий расход выпариваемой при получении каустика воды уменьшается на 10-12
Вследствие этого сокращаются энергозатраты при получении каустической соды за счет снижения энергозатрат на упарку промывных вод.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАУСТИЧЕСКОЙ СОДЫ ИЗ ЭЛЕКТРОЛИТИЧЕСКОЙ ЩЕЛОЧИ | 2009 |
|
RU2421399C1 |
| Способ концентрирования электро-лиТичЕСКОй щЕлОчи | 1977 |
|
SU798041A1 |
| Способ концентрирования электролитических щелоков | 1982 |
|
SU1139702A1 |
| СПОСОБ ВЫПАРИВАНИЯ КАУСТИЧЕСКОЙ СОДЫ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОНСТРУКЦИЯ ВЫПАРНОГО АППАРАТА | 1997 |
|
RU2137714C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВЫПАРИВАНИЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ЩЕЛОЧИ В МНОГОКОРПУСНОЙ ВЫПАРНОЙ УСТАНОВКЕ (МВУ) | 2001 |
|
RU2209106C1 |
| Способ концентрирования электро-лиТичЕСКОй щЕлОчи | 1979 |
|
SU814862A1 |
| Способ концентрирования электро-лиТичЕСКОй щЕлОчи | 1979 |
|
SU814863A1 |
| Способ концентрирования электролитических щелоков | 1980 |
|
SU1006373A1 |
| Способ концентрирования электролитических щелоков | 1977 |
|
SU716978A1 |
| СПОСОБ ОЧИСТКИ РАСТВОРА ХЛОРИДА НАТРИЯ | 1992 |
|
RU2036838C1 |
Способ концентрирования электролитической каустической щелочи. Сущность изобретения: упаривание исходной щелочи на первой стадии. Отделение соли. Упаривание раствора щелочи на второй стадии и его охлаждение. Отделение продукционной щелочи от осадка на фильтре. Репульпация осадка, охлажденного до 30 - 40°С исходной щелочью. Отделение промывного раствора от осадка осуществляют на фильтрующей центрифуге. 1 ил.
СПОСОБ КОНЦЕНТРИРОВАНИЯ ЭЛЕКТРОЛИТИЧЕСКОЙ КАУСТИЧЕСКОЙ ЩЕЛОЧИ, включающий упаривание исходной щелочи на первой стадии, отделение соли, упаривание раствора щелочи на второй стадии и его охлаждение, отделение продукционного раствора каустической соды от осадка поваренной соли и сульфата натрия, промывку осадка солей исходной электролитической щелочью с отделением и возвратом промывного раствора на вторую стадию выпаривания, отличающийся тем, что, с целью улучшения качества готового продукта за счет снижения содержания в нем поваренной соли и снижения энергетических затрат за счет уменьшения количества промывных вод, охлажденный раствор щелочи отделяют от осадка солей на фильтре, промывку осадка осуществляют путем репульпации его охлажденной до 30 40oС исходной щелочью, а отделение промывного раствора от осадка солей проводят на фильтрующей центрифуге.
| Якименко Л.М | |||
| и Пасманик М.И | |||
| Справочник по производству хлора, каустической соды и основных хлорпродуктов | |||
| - М.: Химия, 1976, с.40 - 41. |
