Изобретение относится к химической технологии и может быть использовано для получения каустической соды методом диафрагменного электролиза.
При получении каустической соды диафрагменным методом электролизу подвергают рассол поваренной соли, содержащий 305-315 г/л NaCl. В этом рассоле должно быть ограничено содержание сульфата натрия (поступающего в процесс с исходной солью), которое не должно быть выше 5-10 г/л. После электролиза получают электролитическую щелочь, в которой содержится 115-140 г/л NaOH, 160-200 г/л NaCl и 5-10 г/л Na2SO4. Далее электролитическую щелочь упаривают до получения раствора каустической соды с содержанием NaOH 46-50%. При выпаривании щелочи происходит концентрирование раствора и выделение из него в кристаллическом виде поваренной соли и сульфата натрия, которые отделяют от каустика и возвращают на электролиз в виде обратной соли. Причем если возврат поваренной соли на электролиз ведет к снижению затрат сырья и к наиболее полному его использованию, то наличие сульфата натрия в обратной соли выше допустимого предела играет негативную роль: снижается эффективность процесса электролиза - уменьшается выход по току электролизеров, увеличивается износ анодов, образуются хлораты и гиперхлориты натрия, приводящие к усилению коррозии оборудования. Поэтому сульфат натрия необходимо выводить из процесса получения каустической соды.
С целью снижения затрат на производство необходимо получение наибольшего количества поваренной соли без примесей сульфатов. Для этого выпаривание электролитической щелочи ведут в две стадии. После первой стадии выпаривания - до получения так называемой средней щелочи с содержанием едкого натра 23-28% - происходит кристаллизация чистой поваренной соли без сульфатов. Эту соль отделяют от раствора и возвращают на электролиз. В ходе дальнейшего концентрирования раствора до 46-50% NaOH (вторая стадия) из него выделяются как поваренная соль, так и сульфат натрия, который необходимо выделить из возвращаемой на электролиз обратной соли, во избежание указанных выше негативных явлений. Тем самым происходит вывод сульфатов из цикла получения каустической соды. При этом важной проблемой является снижение энергетических затрат на выделение и вывод сульфатов из процесса, а также улучшение качества обратной соли, подаваемой на электролиз.
Известен способ получения каустической соды из электролитической щелочи, описанный в книге: Беньковский С.В., Круглый С.М., Секованов С.К. Технология содопродуктов. - М.: Химия, 1972. - С.306-314. Способ включает выпаривание щелочи в две стадии с промежуточным отделением от упаренного раствора первой стадии поваренной соли, отделение от раствора второй стадии упаривания поваренной соли и сульфата натрия, промывку этих солей от каустической соды и смешение их с обедненным сульфатом рассолом при 18-20°C, с циркуляцией и охлаждением полученной суспензии через теплообменник, отделение поваренной соли от рассола с последующим его подогревом до 80-90°C и выделением из рассола безводного сульфата натрия, который отделяют и выводят из цикла, а обедненный сульфатом рассол охлаждают водой и направляют для смешения с поваренной солью и сульфатом натрия.
Согласно этому способу при упаривании щелочи на первой стадии выпаривания выделяется чистая поваренная соль без сульфатов, которая после отделения от раствора средней щелочи направляется на электролиз. На второй стадии выпаривания выделяются поваренная соль и сульфат натрия, которые отделяют от упаренного раствора каустической соды, промывают электрощелочью и водой, а затем смешивают с обедненным сульфатом рассолом. Температуру полученной суспензии поддерживают равной 18-20°C, при которой растворимость сульфата натрия максимальна, а поваренной соли - минимальна. Для поддержания указанных температур суспензия со смесью солей циркулирует через теплообменник, в котором охлаждается. В результате этого весь сульфат натрия переходит в рассол. Кристаллическую поваренную соль отделяют от рассола и направляют на электролиз, а рассол подогревают до 80-90°C. Вследствие обратного характера зависимости растворимости сульфата от температуры из него выделяется кристаллический безводный сульфат натрия, который отделяют от рассола и выводят из цикла получения каустической соды. Обедненный сульфатом рассол охлаждают водой в отдельном теплообменнике и направляют для смешения с поваренной солью и сульфатом натрия.
Недостатком известного способа является малый выход выделяющегося из рассола сульфата натрия, составляющий всего 30 кг с 1 м3. Причина этого в пологом характере зависимости растворимости сульфата натрия от температуры. Поэтому для выведения из процесса необходимого количества сульфатов требуется обеспечить циркуляцию большого количества рассола, а также расходовать значительное количество энергии, вначале на его охлаждение, а затем на подогрев. В результате этого энергетические затраты на получение каустической соды возрастают.
Другой недостаток известного способа состоит в загрязнении выделяющегося из рассола кристаллического сульфата натрия поваренной солью. Поэтому отделенный от рассола сульфат не находит потребления и является отходом производства, загрязняющим окружающую среду.
Кроме того, недостатком известного способа является высокое содержание сульфатов в обратной соли (возвращаемой на электролиз). Причина этого состоит в малой степени выделения сульфата натрия из рассола вследствие слабого изменения его растворимости. Поэтому количество сульфатов, выделяющихся и выводимых из цикла, невелико.
Известен способ очистки от сульфатов смеси поваренной соли и сульфата натрия, отделенных от упаренного раствора каустической соды после второй стадии выпаривания электролитической щелочи (см. Фурман А.А., Бельды М.П., Соколов И.Д. Поваренная соль. Производство и применение в химической промышленности. - М.: Химия, 1989. - С.213-214). Способ включает последовательную промывку указанных солей от каустической соды электролитической щелочью и водой до содержания 2-3% едкого натра и его отделение от раствора, растворение промытой смеси солей в воде, нейтрализацию оставшейся щелочи соляной кислотой, добавление к полученному рассолу раствора, содержащего 350-400 г/л хлористого кальция, перемешивание и отстаивание рассола с последующим отделением осадка гипса и его промывкой от поваренной соли.
Недостаток известного способа состоит в необходимости применения специальных химических реагентов для вывода сульфатов. Так, для вывода из процесса 1 т сульфата натрия требуется израсходовать 1,6 т хлористого кальция и 0,13 т кальцинированной соды. Это приводит к увеличению эксплуатационных затрат, а также к образованию отходов гипса, направляемых в отвал.
Другим недостатком известного способа является то, что он применяется только для частичного вывода сульфатов при их высоком содержании в рассоле.
Недостаток известного способа состоит также в загипсовывании оборудования, приводящем к частым остановкам и промывкам оборудования. Это вызывает необходимость упаривания промывных вод, что ведет к повышению энергозатрат.
Кроме того, недостатком известного способа являются потери как каустической соды, вследствие нейтрализации ее соляной кислотой, так и поваренной соли, находящейся в осадке гипса, направляемом на сброс.
Наиболее близким по технической сущности к предлагаемому решению является способ получения каустической соды из электролитической щелочи, описанный в книге: Фурман А.А., Шрайбман С.С. Приготовление и очистка рассола. - М.: Химия, 1966. - С.174-176.
Известный способ заключается в выпаривании электролитической щелочи в две стадии с промежуточным отделением от упаренного раствора первой стадии поваренной соли, а от упаренного раствора каустической соды со второй стадии - поваренной соли и сульфата натрия, промывкой этих солей от каустической соды и смешением их с водой при поддержании температуры рассола 18-20°C за счет прокачивания через теплообменник, отделении поваренной соли от рассола с последующим его охлаждением до 7°C посредством самоиспарения при понижении давления и выделением из рассола мирабилита (Na2SO4·10H2O) с добавлением воды и отделением мирабилита фильтрацией от рассола, возвращаемого на электролиз, при откачивании пара от самоиспарения рассола при выделении мирабилита посредством трехступенчатой водоструйной эжекционной установки. Данный способ принят за прототип.
Указанный способ позволяет отказаться от использования химических реагентов и исключить потери каустической соды и поваренной соли.
Согласно описанному способу при смешении смеси поваренной соли и сульфата натрия с водой при 18-20°C происходит выщелачивание сульфата натрия из смеси солей. Поддержание указанных температур, при которых растворимость сульфата натрия максимальная, а поваренной соли - минимальная, дает возможность его полностью перевести в раствор. Для этого необходимо охлаждать получаемый хлорид-сульфатный рассол в специальном теплообменнике.
Выделение сульфата натрия из хлорид-сульфатного рассола при его охлаждении позволяет вывести из цикла получения каустической соды почти в 2 раза больше сульфатов, чем при нагревании. Причина этого заключается в гораздо более резком изменении характера растворимости сульфата натрия при снижении температуры, чем при повышении. При этом исключаются присущие способу вывода сульфатов нагреванием затраты тепла на охлаждение обедненного сульфатом рассола и подогрев его после выщелачивания.
С целью охлаждения хлорид-сульфатного рассола от 18-20°C до 7°C посредством самоиспарения при понижении давления необходимо обеспечить откачивание образующегося низкопотенциального пара, имеющего очень большой объем при высоком вакууме. Для этого применена трехступенчатая водоструйная эжекционная установка. В результате охлаждения рассола из него выделяется сульфат натрия в виде десятиводного кристаллогидрата - мирабилита (Na2SO4·10H2O), который отделяют от раствора и выводят из цикла получения каустической соды. При этом получаемый мирабилит не содержит примесей поваренной соли и по своему качеству пригоден к использованию в промышленности.
Недостаток известного способа состоит в высоких энергетических затратах на создание и поддержание высокого вакуума при самоиспарении рассола, полученного при выщелачивании сульфата натрия из смеси солей. Высокие энергозатраты связаны с необходимостью сжатия вторичного пара, выделяющегося при самоиспарении рассола до температуры 7°C и имеющего остаточное давление около 0,7 кПа. При этом энергетические затраты на компримирование пара достигают 10-18% от общих энергозатрат на выпаривание электролитической щелочи.
Другим недостатком известного способа являются высокие затраты холода на охлаждение рассола при выщелачивании сульфата натрия из смеси солей при 18-20°C.
Недостаток известного способа состоит также в большом расходе промышленной воды, необходимой для водоструйной эжекционной установки.
Кроме того, недостатком известного способа является выделение сульфата натрия из цикла в виде десятиводного кристаллогидрата - мирабилита (Na2SO4·10H2O). При этом для получения товарного сульфата натрия мирабилит необходимо обезвоживать.
Анализ известных решений и их недостатков дал возможность авторам предложить способ получения каустической соды из электролитической щелочи, реализация которого позволит достигнуть желаемого технического результата - снижения энергетических затрат при выводе сульфатов из цикла получения каустической соды и улучшения качества обратной соли, подаваемой на электролиз. Для этого необходимо решить главную задачу: снизить затраты энергии на создание и поддержание высокого вакуума при самоиспарении рассола и выделении из рассола мирабилита. Кроме того, требуется снизить энергозатраты при получении безводного сульфата натрия.
Для достижения отмеченного технического результата путем решения указанной технической задачи заявляется способ получения каустической соды из электролитической щелочи, включающий выпаривание щелочи в две стадии с промежуточным отделением от упаренного раствора первой стадии поваренной соли, а от упаренного раствора второй стадии - поваренной соли и сульфата натрия, промывку этих солей от каустической соды и смешение их с водой при 18-20°C, отделение поваренной соли от рассола с последующим его охлаждением посредством самоиспарения при понижении давления и выделение из рассола мирабилита (Na2SO4·10H2O) с добавлением воды и отделением мирабилита от рассола фильтрацией. Новым в способе является то, что выпаривание щелочи ведут до концентрации, на 0,2-1% превышающей концентрацию продукционного раствора, упаренный раствор второй стадии после отделения солей смешивают с циркулирующим раствором каустической соды, расход которого превышает расход упаренного в 2-5 раз, циркулирующий раствор смешивают с паром от самоиспарения рассола при выделении мирабилита и охлаждают до температуры 30-35°C, а воду, направляемую на смешение с поваренной солью и сульфатом натрия, охлаждают посредством теплообмена с рассолом, полученным после отделения от него мирабилита. В заявленном способе отделенный от рассола мирабилит смешивают с сульфатным раствором, полученную суспензию выпаривают при 45-55°C за счет тепла конденсата вторичного пара, полученного при выпаривании электролитической щелочи, выделившийся сульфат натрия отделяют от раствора и выводят из цикла, а сульфатный раствор направляют для смешения с мирабилитом.
Заявляемое изобретение отвечает всем критериям патентоспособности. Заявляемый способ получения каустической соды из электролитической щелочи является новым, т.к. из уровня техники не известны решения с такой же совокупностью существенных признаков, о чем свидетельствует приведенный выше анализ аналогов.
Способ получения каустической соды из электролитической щелочи имеет изобретательский уровень, т.к. для специалиста он явным образом не следует из известного уровня техники. Ни одно из выявленных технических решений не имеет признаков, совпадающих с отличительными признаками заявляемого решения.
Изобретение промышленно применимо и может быть использовано в химической технологии для получения каустической соды методом диафрагменного электролиза. Все признаки изобретения выполнимы и воспроизводимы. Они используются для достижения ожидаемого технического результата в полном объеме.
Далее рассмотрим подробнее необходимость и достаточность для достижения желаемого технического результата - снижения энергетических затрат при выводе сульфатов из цикла получения каустической соды и улучшения качества обратной соли, подаваемой на электролиз, как каждого из отличительных признаков заявленного решения, так и всей совокупности.
Заявленная совокупность признаков предлагаемых технических решений позволяет создать высокий вакуум для самоиспарения рассола после выщелачивания сульфата натрия из смеси с поваренной солью за счет поглощения выделяющегося при этом пара раствором каустической соды, содержащим 46-50% NaOH. Благодаря этому исключается необходимость в применении водо- или пароэжекторных вакуумных установок для компримирования пара от самоиспарения рассола, потребляющих 10-18% от общих энергозатрат на выпаривание электролитической щелочи.
Поглощение низкопотенциального пара при низком остаточном давлении 0,6-1 кПа раствором каустической соды, содержащим 46-50% NaOH с температурой 30-35°C обусловлено физическими свойствами растворов едкого натра и происходит вследствие того, что упругость водяного пара над данным раствором указанной концентрации и температуры ниже, чем давление пара. Поэтому раствор каустической соды при отмеченных условиях способен абсорбировать пар и тем самым обеспечить охлаждение хлорид-сульфатного рассола с 18-20°C до 5-12°C путем самоиспарения при понижении давления, благодаря чему происходит выделение сульфатов в виде мирабилита.
При поглощении пара самоиспарения хлорид-сульфатного рассола раствором каустической соды с 46-50% NaOH, полученным при выпаривании электролитической щелочи после отделения выделившихся солей, происходит разбавление каустика и снижение концентрации едкого натра в нем. Поэтому для получения продукционного раствора каустической соды заданной концентрации выпаривание электролитической щелочи ведут до достижения концентрации, на 0,2-1% превышающей концентрацию продукционного раствора. Превышение концентрации упаренного раствора более чем на 1% приведет к снижению производительности выпарных аппаратов (вследствие значительного возрастания температурной депрессии раствора) и повышению затрат пара на выпаривание электрощелочи. Переконцентрирование раствора каустической соды при выпаривании менее 0,2% не обеспечивает поглощение всего пара от самоиспарения хлорид-сульфатного рассола при сохранении заданной концентрации продукционного раствора или же сульфаты не будут выводиться из цикла в необходимой степени.
Принципиальное отличие предлагаемой операции поглощения (абсорбции) пара от самоиспарения хлорид-сульфатного рассола раствором каустической соды с 46-50% NaOH с температурой 30-35°C от операции компримирования пара в водо- или пароструйной эжекционной установке заключается в том, что вместо сжатия пара осуществляется его абсорбция (поглощение) специально подготовленным для этой цели раствором каустической соды. При компримировании пара в эжекционных установках происходит его сжатие за счет смешения с гораздо более высокопотенциальной средой, на создание высокого потенциала которой и потребляются основные затраты энергии. В результате абсорбции пара значительно снижаются энергетические затраты, связанные с необходимостью создания высокого вакуума при самоиспарении хлорид-сульфатного рассола. При этом энергозатраты на переконцентрирование раствора каустической соды согласно предлагаемого способа не превышают 1-2% от общих затрат тепла на выпаривание электролитической щелочи, т.е. в 10-15 раз меньше, чем по известному способу.
Переконцентрирование раствора каустической соды на 0,2-1% с последующим разбавлением за счет поглощения вторичного пара от самоиспарения хлорид-сульфатного рассола ведет к повышению качества продукционного раствора, вследствие растворения мелкодисперсных частиц поваренной соли и сульфата натрия, присутствующих в растворе после отделения твердой фазы. Наличие кристаллов соли в продукционном растворе приводит к необходимости периодической очистки баков для его хранения, а также железнодорожных цистерн для его перевозки. Их очистка является трудоемкой операцией и сопровождается образованием дополнительного количества промывных вод, на упаривание которых расходуются энергоресурсы. То есть разбавление продукционного раствора при поглощении пара позволяет как повысить качество продукта, так и снизить энергозатраты на выпаривание промвод.
В процессе поглощения пара от самоиспарения хлорид-сульфатного рассола раствором каустической соды за счет тепла, содержащегося в паре, происходит подогрев раствора. При этом его температура возрастает, что ведет к увеличению упругости водяного пара над раствором. Следствием чего является снижение его абсорбционной способности. В результате давление пара при самоиспарении рассола возрастет, а выделение мирабилита из него - снизится, т.е. вывод сульфатов из цикла получения каустической соды уменьшится. Для сохранения заданной степени вывода сульфатов требуется поддерживать такое давление пара при самоиспарении рассола, которое обеспечит приемлемую чистоту обратной соли. Поэтому необходимо, чтобы количество раствора, поглощающего пар, было бы таким, чтобы его температура не превышала 35-42°C. С целью осуществления изложенного, при поглощении - абсорбции пара необходимо обеспечить циркуляцию большего количества раствора каустической соды, чем получается при выпаривании электролитической щелочи на заданную производительность. Как показал опыт работы, расход циркулирующего раствора каустической соды должен превышать расход упаренного раствора в 2-5 раз. Благодаря этому обеспечивается постоянство давления при самоиспарении рассола, позволяющее с требуемой полнотой выделить из раствора мирабилит, т.е. достигнуть заданную чистоту обратной соли.
Как уже отмечалось, при поглощении пара раствор каустической соды нагревается. Так же нагревается и циркулирующий раствор. Однако его температура будет в 2-5 раз ниже, чем если подогревать только упаренный раствор. Для обеспечения возможности поддерживать такое давление при самоиспарении хлорид-сульфатного рассола, которое позволит в должной мере выделять сульфаты, необходимо охлаждать нагретый циркулирующий раствор до температуры 30-35°C. В этом случае, как показывает опыт работы, будут полностью выдержаны условия для вывода сульфатов из цикла получения каустика.
С целью наиболее полного вывода сульфатов при смешении смеси поваренной соли и сульфата натрия с водой температура полученной суспензии должна быть 18-20°C. При этом растворимость сульфата натрия наибольшая, а поваренной соли - наименьшая. Для снижения энергетических затрат на достижение указанной температуры воду, направляемую на выщелачивание смеси солей, согласно заявленному способу предлагается охлаждать посредством теплообмена с рассолом, полученным после отделения от него мирабилита. Таким образом будет использован холод охлажденного рассола, т.е. энергия, затраченная на самоиспарение хлорид-сульфатного рассола. Благодаря этому будут снижены энергозатраты.
В случае необходимости заявленный способ предусматривает не только выводить сульфаты из цикла получения каустической соды, но и получать сульфат натрия в продукционном виде фиксированного качества. Для этого отделенный от рассола мирабилит смешивают с сульфатным раствором, полученную суспензию выпаривают при 45-55°C за счет тепла конденсата вторичного пара, полученного при выпаривании электрощелочи, выделившийся сульфат натрия отделяют от раствора и выводят из цикла, а сульфатный раствор направляют для смешения с мирабилитом.
Десятиводный кристаллогидрат сульфата натрия - мирабилит имеет температуру плавления 32°C. Смешение мирабилита с сульфатным раствором, имеющим температуру 45-55°C, приносит кристаллам тепло, благодаря которому они нагреваются почти до температуры плавления. Поэтому при выпаривании полученной суспензии и выделении безводного сульфата натрия расход тепла сокращается на 10-15%.
Выпаривание суспензии, содержащей мирабилит, при температуре 45-55°C позволяет сократить до минимума затраты тепла на подогрев сульфатного раствор до кипения. При этом затраты энергии на создание вакуума при выпаривании остаются в приемлемых пределах. Заявленная температура выпаривания 45-55°C позволяет использовать в качестве источника тепла конденсат вторичного пара с выпарной установки для выпаривания электролитической щелочи. Температура конденсата обычно составляет 75-85°C и его тепло, ввиду низкого потенциала, не находит применения. Количество же этого конденсата гораздо больше, чем требуется для получения сульфата натрия. Отметим также, что заявленная температура получения сульфата натрия значительно меньше, чем при получении этого продукта согласно известному способу (80-90°C), когда в качестве источника тепла требуется использование пара и затраты тепла значительно выше. Таким образом, благодаря заявленным признакам предложенного технического решения снижаются энергетические затраты на получение сульфата натрия и вывод его из цикла.
Применение в заявленном способе абсорбции как приема поглощения пара с целью создания высокого вакуума, благодаря чему происходит охлаждение, т.е. создание холода, известно в промышленности. При этом в известных решениях по созданию холода охлаждаемые растворы самоиспаряют при высоком вакууме, а вторичный пар от самоиспарения абсорбируют совершенно посторонним раствором-абсорбентом, который имеет низкую упругость паров растворителя (воды) над собой. Такими абсорбентами, например, являются растворы бромистого лития, нитрата кальция, серной кислоты, едкого натра и др. В заявленном способе в качестве абсорбента при поглощении пара применяется раствор каустической соды, представляющий собой продукционный раствор данного производства, который специально готовится для поглощения пара. Специальная подготовка абсорбента в заявленном способе состоит в переконцентрировании его на 0,2-1% относительно заданной концентрации продукционного раствора, а также в охлаждении его до 30-35°C перед поглощением пара, помимо упаривания раствора до заданной концентрации и отделения кристаллизовавшихся солей. Причем, в отличие от известных способов применения абсорбции, в заявленном способе, во-первых, осуществляется непрерывная подготовка абсорбента - упаренного раствора каустической соды, добавляемого к циркулирующему раствору, а во-вторых, непрерывный отвод раствора, поглотившего пар, и замена его вновь подготовленным раствором. То есть происходит постоянное обновление абсорбирующего пар раствора с корректировкой его температуры, тогда как в известных способах абсорбент является постоянным в течение длительного времени.
Необходимо также отметить, что в качестве широко известных абсорбентов используются растворы только чистых веществ, т.к. наличие примесей ведет к снижению их абсорбционной способности. То есть, если в качестве абсорбента применен раствор едкого натра, то это должен быть только чистый раствор. В заявленном способе для абсорбции пара предлагается применить раствор каустической соды, который от растворов едкого натра отличается наличием примесей поваренной соли и сульфата натрия. Благодаря этому раствор каустической соды не боится загрязнений брызгами и каплями хлорид-сульфатного рассола, которые уносятся с паром при кипении раствора, т.к. эти примеси уже содержатся в каустике. Накопление же этих примесей в продукционном растворе исключается ввиду постоянного его отвода. В отличие от примененного в заявленном способе, известные растворы-абсорбенты, используемые в замкнутом цикле многократно, очень чувствительны к загрязнением. От этого они теряют свои абсорбционные свойства.
Кроме того, использование известных растворов-абсорбентов требует применения специальных установок для концентрирования с целью компенсации разбавления. Эти установки, как правило, содержат только испаритель, в котором удаляют из раствора поглощенную воду. В заявленном способе выпаривание, в том числе переконцентрирование абсорбента - раствора каустической соды, осуществляется в ходе основного процесса получения каустика. Для этого используется выпарная установка для концентрирования электролитической щелочи. Применение такой выпарной установки, имеющей по меньшей мере трех-, четырехкратную степень использования пара, на которой электрощелочь упаривают почти в 5 раз (с 10-11% до 46-50%), позволяет иметь высокую тепловую эффективность и небольшой расход пара. Причем на переконцентрирование раствора каустической соды, необходимого для абсорбции пара, затраты энергии на применяемой выпарной установке также будут небольшими. Вследствие этого заявленный способ приводит к снижению энергетических затрат не только по сравнению со способом-прототипом, но и по сравнению с другими известными способами применения известных абсорбентов.
Таким образом, заявленный в предлагаемом техническом решении прием поглощения - абсорбции пара специально приготовленным раствором каустической соды, полученным при выпаривании электролитической щелочи, существенно отличается от применения известных растворов-абсорбентов, т.к. проявляет другие свойства, приведенные выше и позволяющие снизить потребление энергетических затрат.
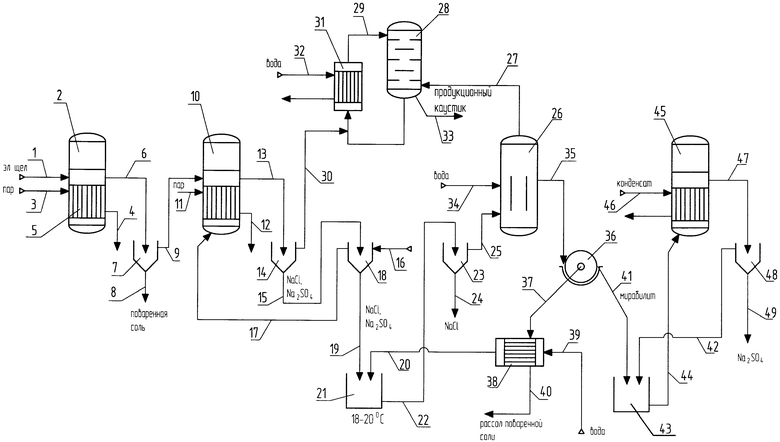
Подтверждением изложенного служит представленное ниже описание выполнения заявленного способа получения каустической соды из электролитической щелочи, которое поясняется схемой установки для получения каустической соды, приведенной на чертеже.
Электролитическую щелочь 1, полученную при диафрагменном электролизе, подают на первую стадию выпаривания выпарной установки 2, которую обогревают паром 3, получая при этом конденсат 4, отводимый из греющей камеры 5. Из упаренного раствора 6 после первой стадии на узле разделения 7 отделяют поваренную соль 8, которую возвращают на электролиз.
Отделенный от соли раствор средней щелочи 9 подают для упаривания на вторую стадию выпаривания выпарной установки 10, которую обогревают паром 11, получая конденсат 12. На этой стадии получают упаренный раствор каустической соды 13. Причем, при заданной концентрации едкого натра в продукционном растворе 46-50%, выпаривание щелочи ведут до концентрации, на 0,2-1% превышающей ее. Данный раствор после охлаждения направляют на узел разделения 14, где от него отделяют смесь поваренной соли и сульфата натрия 15. Указанные соли промывают от каустической соды промывным раствором 16, в качестве которого можно использовать исходную щелочь или воду. Промывной раствор 17, содержащий отмытую от смеси солей щелочь, отделяют от солей на узле разделения 18 и направляют на вторую стадию выпаривания 10.
Отмытую от щелочи смесь поваренной соли и сульфата натрия 19 смешивают с охлажденной водой 20 на узле выщелачивания 21 при температуре 18-20°C. При этом происходит полное выщелачивание сульфата натрия из смеси солей, а жидкая фаза полученной суспензии 22 представляет собой хлорид-сульфатный рассол, содержащий 85-95 г/л Na2SO4 и 270-285 г/л NaCl. Данная суспензия подается на узел разделения 23, где из нее отделяется чистая поваренная соль 24, направляемая на электролиз.
Отделенный от поваренной соли рассол 25 подается в кристаллизатор 26, где он охлаждается до температуры 5-12°С. Охлаждение рассола происходит в результате его самоиспарения при понижении давления в кристаллизаторе 26, которое осуществляется за счет создания и поддержания в аппарате высокого вакуума, соответствующего остаточному давлению 0,6-1 кПа.
Создание столь высокого вакуума в кристаллизаторе 26 происходит вследствие отсасывания из него вторичного пара 27, имеющего температуру 1-8°C в абсорбер 28. В этом аппарате происходит поглощение вторичного пара циркулирующим раствором каустической соды 29. Перед подачей в абсорбер 28 циркулирующий раствор 29 смешивают с переконцентрированным на 0,2-1% упаренным раствором каустической соды 30, полученным после отделения из него смеси поваренной соли и сульфата натрия 15. Расход циркулирующего раствора 29 в 2-5 раз превышает расход упаренного раствора 30. При этом после поглощения пара циркулирующий раствор 29 охлаждается в теплообменнике 31 до 30-35°C водой 32. Часть циркулирующего раствора 29 отводится из абсорбера 28 в виде продукционного раствора каустической соды 33. Причем, за счет поглощения пара, концентрация едкого натра в растворе будет снижена на 0,2-1% в зависимости от количества поглощенного пара.
При охлаждении хлорид-сульфатного рассола 25 в кристаллизаторе 26 с 18-20°C до 5-12°C происходит снижение растворимости сульфата натрия до 20-45 г/л, за счет чего из рассола кристаллизуется мирабилит. Во избежание выделения поваренной соли вместе с мирабилитом в кристаллизатор 26 подают воду 34.
Полученная в кристаллизаторе 26 суспензия с кристаллами мирабилита 35 подается на фильтр 36. На фильтре 36 обедненный сульфатом рассол 37 отделяется от кристаллов. Вследствие выделения из рассола мирабилита концентрация поваренной соли в нем возрастает относительно исходной. Поэтому по своему составу этот рассол вполне подходит для направления на электролиз. Для рационального использования холода, полученного в кристаллизаторе 26, и для снижения энергозатрат обедненный сульфатом рассол 37 с температурой 5-12°C пропускают через теплообменник 38, в котором до 15-18°C охлаждают воду 39, подаваемую затем на узел выщелачивания 21 для смешения со смесью поваренной соли и сульфата натрия 19. Нагретый рассол 40 подают на электролиз.
Отфильтрованный от рассола на фильтре 36 осадок мирабилита 41 смешивают с сульфатным раствором 42 в баке 43. Полученную суспензию 44 направляют на выпаривание в выпарной аппарат 45, в котором суспензию выпаривают при 45-55°C. Обогрев выпарного аппарата осуществляется конденсатом вторичного пара 46, полученным при выпаривании электролитической щелочи на выпарной установке.
Полученная в выпарном аппарате 45 суспензия 47, в которой находится выделившийся из раствора сульфат натрия, направляется на узел разделения 48. Отделенный от раствора сульфат натрия 49 выводится из цикла получения каустика в виде готового продукта, а сульфатный раствор 42 подается для смешения с мирабилитом.
Пример конкретного выполнения заявленного способа.
Электролитическую щелочь, полученную диафрагменным электролизом и содержащую 120 г/л NaOH, 190 г/л NaCl и 10 г/л Na2SO4, подают на выпаривание. Выпаривание ведут в 2 стадии на пятикорпусной выпарной установке. В качестве первой стадии (поз.2 на чертеже) используются первые три корпуса, а в качестве второй стадии (поз.10 на чертеже) - четвертый и пятый корпусы. Выпарную установку обогревают паром ТЭЦ с давлением 1 МПа. Выпариваемая при концентрировании электрощелочи вода конденсируется в греющих камерах выпарных аппаратов, работающих в качестве второго и последующих корпусов и выводится в виде конденсата вторичного пара.
На первой стадии выпаривания электрощелочь упаривают до концентрации едкого натра в растворе 23%. Полученную суспензию с кристаллами поваренной соли отводят из третьего корпуса установки с температурой 90°C для промежуточного отделения соли. Поваренную соль, не содержащую сульфат натрия, отделяют от щелочи и возвращают на электролиз. Количество этой соли составляет 1,11 т на 1 тонну 100% NaOH. Отделенный от соли раствор средней щелочи направляют на вторую стадию для дальнейшего выпаривания - в четвертом, а затем в пятом корпусах для получения каустической соды.
Применение пятикорпусной выпарной установки для выпаривания электрощелочи и получения каустической соды позволяет иметь удельный расход пара на 1 тонну 100% NaOH, равный 2,4 т/т.
Упаренный раствор, отводимый из выпарной установки, представляет собой раствор каустической соды. При заданной концентрации едкого натра в продукционном растворе 50%, выпаривание ведут до концентрации 51%, т.е. поддерживают концентрацию упаренного раствора, на 1% превышающую необходимую. Упаренный раствор вместе с кристаллами поваренной соли и сульфата натрия охлаждают от 85°C до 30°C, после чего от него отделяют соли. Количество кристаллических солей 553 кг на 1 тонну 100% NaOH. Эти соли промывают от каустической соды исходной электрощелочью и водой и отделяют от промывного раствора, который направляют на вторую стадию выпаривания.
Смесь поваренной соли и сульфата натрия смешивают с охлажденной водой на узле выщелачивания 21, представляющем собой бак с мешалкой, температура в котором 20°C. При этом вода полностью растворяет сульфат натрия и частично поваренную соль. Получаемая суспензия содержит хлорид-сульфатный рассол и поваренную соль в твердой фазе. Кристаллическую поваренную соль в количестве 225 кг на 1 тонну 100% NaOH отделяют от рассола и направляют на электролиз.
Хлорид-сульфатный рассол, содержащий 90 г/л Na2SO4 и 280 г/л NaCl, подается в кристаллизатор 26. В этом аппарате происходит охлаждение рассола с 20 до 5°C за счет самоиспарения при понижении давления до 0,7 кПа. При охлаждении рассола из него выделяется сульфат натрия в виде мирабилита. Для предотвращения кристаллизации поваренной соли в кристаллизатор подается вода в количестве 65 кг на 1 тонну 100% NaOH.
Полученная в кристаллизаторе суспензия с кристаллами мирабилита подается на барабанный вакуум-фильтр 36, на котором мирабилит в количестве 126 кг на 1 тонну 100% NaOH отделяется от обедненного сульфатом рассола, содержащего 305 г/л NaCl. Этот рассол с температурой 5°C в количестве 917 кг на 1 тонну 100% NaOH в теплообменнике 38 охлаждает до 18°C оборотную воду, направляемую на узел выщелачивания. Затем рассол подают на электролиз.
Вторичный пар из кристаллизатора с температурой 1-2°C поступает в абсорбер 28, в котором происходит его поглощение раствором каустической соды после отделения солей, содержащим 51% едкого натра. Расход циркулирующего раствора составляет 9,6 т на 1 тонну 100% NaOH, или 4,9 т на тонну упаренного раствора. При поглощении пара циркулирующий раствор подогревается за счет тепла пара до температуры 34°C. Для сохранения абсорбционной способности и с целью поддержания необходимого давления в кристаллизаторе циркулирующий раствор охлаждается в теплообменнике 31 до 30°C водой. После поглощения пара часть циркулирующего раствора отводится из абсорбера 28 в виде продукционного раствора каустической соды. При этом, вследствие поглощения пара, концентрация едкого натра в этом растворе снизится до 50%.
При поглощении вторичного пара кристаллизатора в абсорбере 28 создается вакуум, соответствующий остаточному давлению до 0,6-0,65 кПа. Для поддержания такого вакуума неконденсирующиеся газы из абсорбера, расход которых в 50-100 раз меньше расхода пара, откачиваются пароэжекторным вакуум-насосом, расход пара на который (в пересчете на 1 тонну 100% NaOH) 15 кг и воды 1,2 м3.
Отфильтрованный от рассола осадок мирабилита смешивают с сульфатным раствором с температурой 50°C в специальном баке 43. При этом, за счет тепла сульфатного раствора, полученная суспензия нагревается до 30-31°C, т.е. почти до температуры плавления мирабилита (равной 32°C). Суспензию с мирабилитом подают на выпаривание в отдельный выпарной аппарат 45, в котором при до 50°C происходит плавление мирабилита и выпаривание воды. Вследствие этого происходит выделение безводного сульфата натрия из раствора. Обогрев выпарного аппарата осуществляется конденсатом вторичного пара с температурой 80°C, полученным на выпарной установке при выпаривании электрощелочи. Тепло этого конденсата ввиду низкого потенциала в производстве не используется, а сам конденсат, в основном, применяется для промывки оборудования, его расход составляет 3,8 т на 1 тонну 100% NaOH.
Полученная в выпарном аппарате суспензия с кристаллами сульфата натрия направляется на узел разделения 48. Отделенный от раствора сульфат натрия в количестве 54 кг на 1 тонну 100% NaOH выводится из цикла получения каустика в виде готового продукта. Сульфатный раствор после отделения кристаллов подается для смешения с мирабилитом.
Результаты осуществления заявленного способа получения каустической соды из электролитической щелочи согласно изложенному (Пример 1), а также другим примерам (Примеры 2 и 3), в которых рассмотренная установка работала при других условиях и режимах, приведены в таблице.
Сравнение показателей применения заявленного способа получения каустической соды из электролитической щелочи (приведенных в таблице) и с показателями способа-прототипа показывает, что заявленный способ позволяет снизить энергетические затраты. Так, общие затраты пара по предлагаемому решению (на переконцентрирование раствора и создание вакуума в абсорбере) составляют 31-60 кг на 1 тонну 100% NaOH. Согласно способу-прототипу на создание вакуума при кристаллизации мирабилита необходимо затратить 400-500 кг на 1 тонну 100% NaOH, т.е. в 8-12 раз больше.
Таким образом, предлагаемый способ получения каустической соды из электролитической щелочи позволяет достигнуть желаемого технического результата - снижения энергетических затрат при выделении сульфата натрия из цикла производства каустической соды. Кроме того, применение заявленного способа позволяет выводить сульфат натрия в продукционном виде фиксированного качества с минимальными энергозатратами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНЦЕНТРИРОВАНИЯ ЭЛЕКТРОЛИТИЧЕСКОЙ КАУСТИЧЕСКОЙ ЩЕЛОЧИ | 1990 |
|
SU1835790A1 |
| Способ концентрирования электролитических щелоков | 1982 |
|
SU1139702A1 |
| Способ концентрирования электролитических щелоков | 1980 |
|
SU1006373A1 |
| Способ концентрирования электро-лиТичЕСКОй щЕлОчи | 1977 |
|
SU798041A1 |
| Способ концентрирования электролитических щелоков | 1977 |
|
SU716978A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СУЛЬФАТА И ХЛОРИДА НАТРИЯ ИЗ МИНЕРАЛИЗОВАННЫХ ВОД | 2004 |
|
RU2281258C2 |
| СПОСОБ ОБЕСФТОРИВАНИЯ И ВЫДЕЛЕНИЯ БЕЗВОДНОГО СУЛЬФАТА НАТРИЯ ИЗ ОБОРОТНЫХ РАСТВОРОВ ГАЗООЧИСТКИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2020 |
|
RU2742987C1 |
| Способ концентрирования электро-лиТичЕСКОй щЕлОчи | 1979 |
|
SU814862A1 |
| СПОСОБ ВЫПАРИВАНИЯ КАУСТИЧЕСКОЙ СОДЫ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОНСТРУКЦИЯ ВЫПАРНОГО АППАРАТА | 1997 |
|
RU2137714C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВЫПАРИВАНИЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ЩЕЛОЧИ В МНОГОКОРПУСНОЙ ВЫПАРНОЙ УСТАНОВКЕ (МВУ) | 2001 |
|
RU2209106C1 |
Изобретение может быть использовано при получении каустической соды методом диафрагменного электролиза. Способ получения каустической соды из электролитической щелочи включает выпаривание щелочи в две стадии с промежуточным отделением от упаренного раствора первой стадии поваренной соли, а от упаренного раствора второй стадии - поваренной соли и сульфата натрия. Далее проводят промывку этих солей от каустической соды и смешение их с водой при 18-20°С. Затем отделяют поваренную соль от рассола и охлаждают посредством самоиспарения при понижении давления и выделением из рассола мирабилита Na2SO4·10H2O с добавлением воды и отделением мирабилита от рассола фильтрацией. Выпаривание щелочи ведут до концентрации, на 0,2-1% превышающей концентрацию продукционного раствора. Упаренный раствор второй стадии после отделения солей смешивают с циркулирующим раствором каустической соды, расход которого превышает расход упаренного в 2-5 раз. Циркулирующий раствор смешивают с паром от самоиспарения рассола при выделении мирабилита и охлаждают до температуры 30-35°С. Воду, направляемую на смешение с поваренной солью и сульфатом натрия, охлаждают посредством теплообмена с рассолом, полученным после отделения от него мирабилита. Изобретение позволяет снизить энергетические затраты при выводе сульфатов из цикла получения каустической соды и улучшить качество обратной соли, подаваемой на электролиз. 1 з.п. ф-лы, 1 ил., 1 табл.
1. Способ получения каустической соды из электролитической щелочи, включающий выпаривание щелочи в две стадии с промежуточным отделением от упаренного раствора первой стадии поваренной соли, а от упаренного раствора второй стадии - поваренной соли и сульфата натрия, промывку этих солей от каустической соды и смешение их с водой при 18-20°С, отделение поваренной соли от рассола с последующим его охлаждением посредством самоиспарения при понижении давления, и выделением из рассола мирабилита (Na2SO4·10H2O) с добавлением воды, и отделением мирабилита от рассола фильтрацией, отличающийся тем, что выпаривание щелочи ведут до концентрации, на 0,2-1% превышающей концентрацию продукционного раствора, упаренный раствор второй стадии после отделения солей смешивают с циркулирующим раствором каустической соды, расход которого превышает расход упаренного в 2-5 раз, циркулирующий раствор смешивают с паром от самоиспарения рассола при выделении мирабилита и охлаждают до температуры 30-35°С, а воду, направляемую на смешение с поваренной солью и сульфатом натрия, охлаждают посредством теплообмена с рассолом, полученным после отделения от него мирабилита.
2. Способ получения каустической соды из электролитической щелочи по п.1, отличающийся тем, что отделенный от рассола мирабилит смешивают с сульфатным раствором, полученную суспензию выпаривают при 45-55°С за счет тепла конденсата вторичного пара, полученного при выпаривании электролитической щелочи, выделившийся сульфат натрия отделяют от раствора и выводят из цикла, а сульфатный раствор направляют для смешения с мирабилитом.
| ФУРМАН А.А., ШРАЙБМАН С.С | |||
| Приготовление и очистка рассола | |||
| - М.: Химия, 1966, с.174-176 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГИДРООКИСИ ЩЕЛОЧНОГО МЕТАЛЛА | 1993 |
|
RU2091509C1 |
| ВСЕСОЮЗНАЯ ^ PbTallHO^KXBInr^HAi | 0 |
|
SU361140A1 |
| SU 1736093 A1, 10.04.1996 | |||
| US 5391267 A, 21.02.1995. | |||

