Изобретение oiносится к области зубо- протезирования и может быть использовано для изготовления как отдельных коронок так и зубных протезов.
Цель изобретения - повышение прочности коронки.
Эта цель достигается тем, что коронка содержит металлическую основу и декоративный слой; на наружной поверхности металлической основы выполнены фасонные выступы, сопряженные с декоративным слоем. Фасонные выступы выполнены в виде микросфер размером:Н (0,1-0,5)Hi; радиус кривизны микросферы равен R (0,2-0,8) мм, где Hi - толщина декоративного слоя.
Способ изготовления коронки включает операциихнятие слепка, получение модели протезируемого зуба, формирование металлической основы, получение металлической основы, нанесение на нее декоративного слоя. Фасонные выступы металлической основы получают путем моделирования на модели зуба микросфер, полученных из полимерных пластмасс посредством предварительного просеивания их через сито, затем получения оболочковой форм и последующей деструкции микросфер при температуре 900-950°С.
Способ включает моделирование микросфер из полимерных пластмасс типа (СвНд)п, где п - 500-3000 (полистирол) или (С4Нб02)п, где п « 1000-7000 (полиметилме- такрилат).
Для моделирования микросфер преимущественно используют 60-90% микроча- стиц.объемом 400-500 мк3.
Новых признаков в других источниках информации не обнаружено; значит они отвечают критерию существенные отличия.
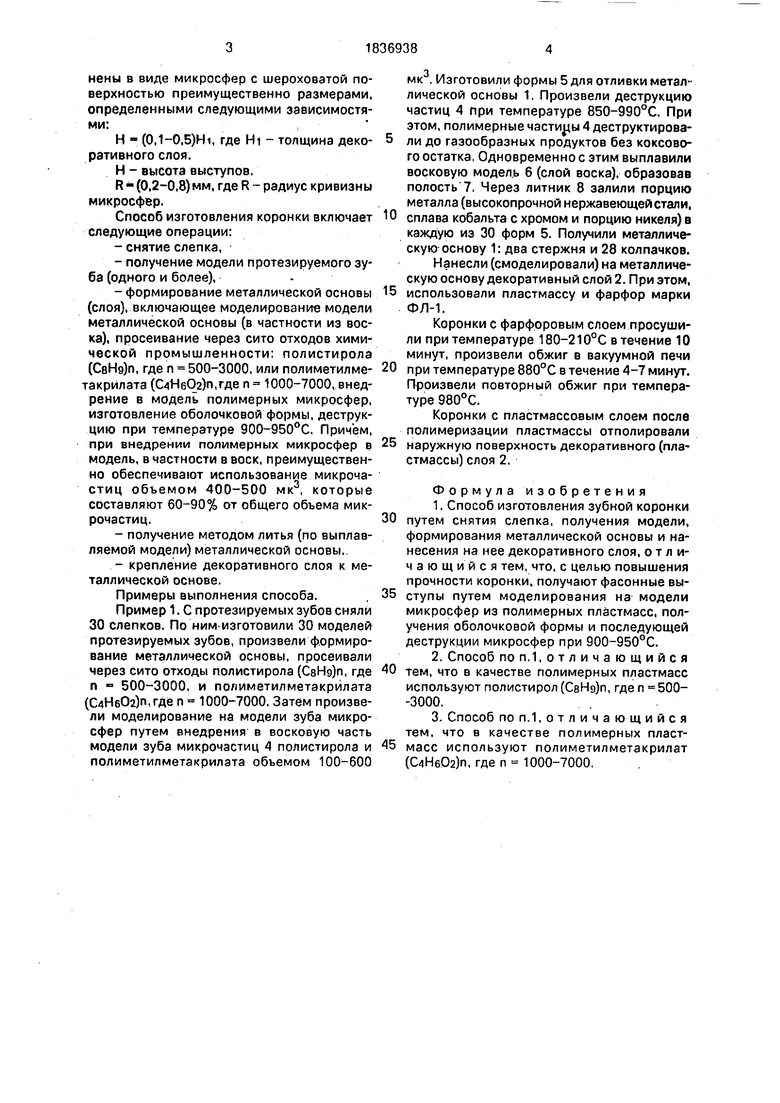
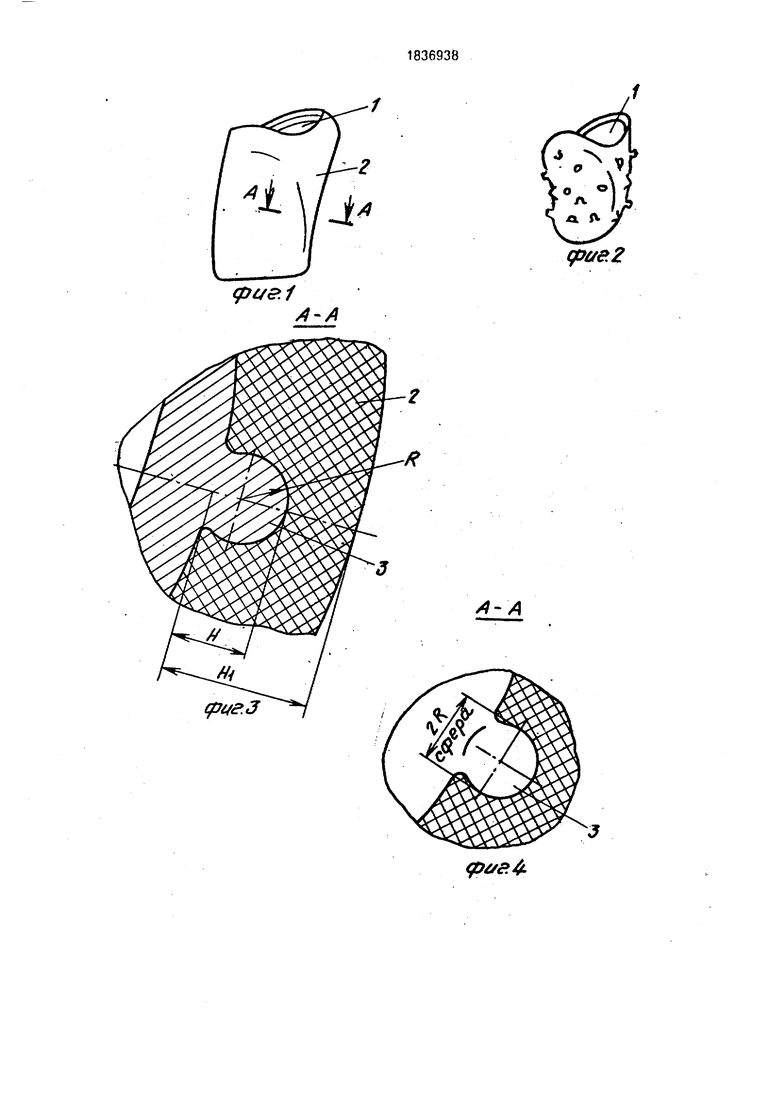
На фиг.1 - изображен общий вид коронки; на фиг.2 - изображена металлическая основа коронки; на фиг.З - изображено сечение А-А (в т.ч. и металлической основы); на фиг.4 - изображено сечение А-А (без сечения основы); на фиг.5 - изображено сечение Б-Б (модели зуба); на фиг.б - изображена форма дЛя получения отливки металлической основы).
Коронка содержит металлическую основу 1 и декоративный слой 2. На поверхности .металлической основы 1 выполнены фасонные выступы 3 Фасонные выступы вьгпол00
СА
ш
tЈ5
йены в виде микросфер с шероховатой поверхностью преимущественно размерами, определенными следующими зависимостями:
Н - (0,1-0.5)Hi, где Hi - толщина декоративного слоя.
Н - высота выступов.
R - (0.2-0,8) мм, где R - радиус кривизны микросфер.
Способ изготовления коронки включает следующие операции:
-снятие слепка,
-получение модели протезируемого зуба (одного и более),
-формирование металлической основы (слоя), включающее моделирование модели металлической основы (в частности из воска), просеивание через сито отходов химической промышленности: полистирола (СвНэ)п, где п 500-3000, или полиметилметакрйлата (С НеОаКгде п 1000-7000, внедрение в модель полимерных микросфер, изготовление оболочковой формы, деструкцию при температуре 900-950°С, Причем, при внедрении полимерных микросфер в модель, в частности в воск, преимущественно обеспечивают использование микрочастиц объемом 400-500 мк , которые составляют 60-90% от общего объема микрочастиц.
-получение методом литья(по выплавляемой модели) металлической основы..
-крепление декоративного слоя к металлической основе.
Примеры выполнения способа. Пример 1. С протезируемых зубов сняли 30 слепков. По ним-изготовили 30 моделей протезируемых зубов, произвели формирование металлической основы, просеивали через сито отходы полистирола (CeHgJn, где п 500-3000, и полиметилметакрйлата (С4НбОг)п,где п 1000-7000. Затем произвели моделирование на модели зуба микросфер путем внедрения в восковую часть модели зуба микрочастиц 4 полистирола и полиметилметакрилата объемом 100-600
мк . Изготовили формы 5 для отливки металлической основы 1. Произвели деструкцию частиц 4 при температуре 850-990°С. При этом, полимерные частицы 4 деструктировали до газообразных продуктов без коксового остатка, Одновременно с этим выплавили восковую модел.ь 6 (слой воска), образовав полость 7. Через литник 8 залили порцию металла (высокопрочной нержавеющей стали,
сплава кобальта с хромом и порцию никеля) в каждую из 30 форм 5. Получили металлическую основу 1: два стержня и 28 колпачков. Нанесли (смоделировали) на металлическую основу декоративный слой 2. При этом,
использовали пластмассу и фарфор марки ФЛ-1.
Коронки с фарфоровым слоем просушили при температуре 180-210°С в течение 10 минут, произвели обжиг в вакуумной печи
при температуре 880°С в течение 4-7 минут. Произвели повторный обжиг при температуре 980°С.
Коронки с пластмассовым слоем после полимеризации пластмассы отполировали
наружную поверхность декоративного (пла- стмассы) слоя 2.
Формула изобретения
1.Способ изготовления зубной коронки путем снятия слепка, получения модели,
формирования металлической основы и нанесения на нее декоративного слоя, отличающийся тем, что, с целью повышения прочности коронки, получают фасонные вы- ступы путем моделирования на модели микросфер из полимерных пластмасс, получения оболочковой формы и последующей деструкции микросфер при 900-950°С.
2.Способ по п.1. отличающийся тем, что в качестве полимерных пластмасс
используют полистирол (CeHg)n, где п 500- -3000.
3.Способ по п.1, о т л и ч а ю щ и и с я тем. что в качестве полимерных пластмасс используют полиметилметакрилат (С4Не02)п, где п 1000-7000.
oo
со o
«о со
оа
ib
ь
6-6
pt/e.6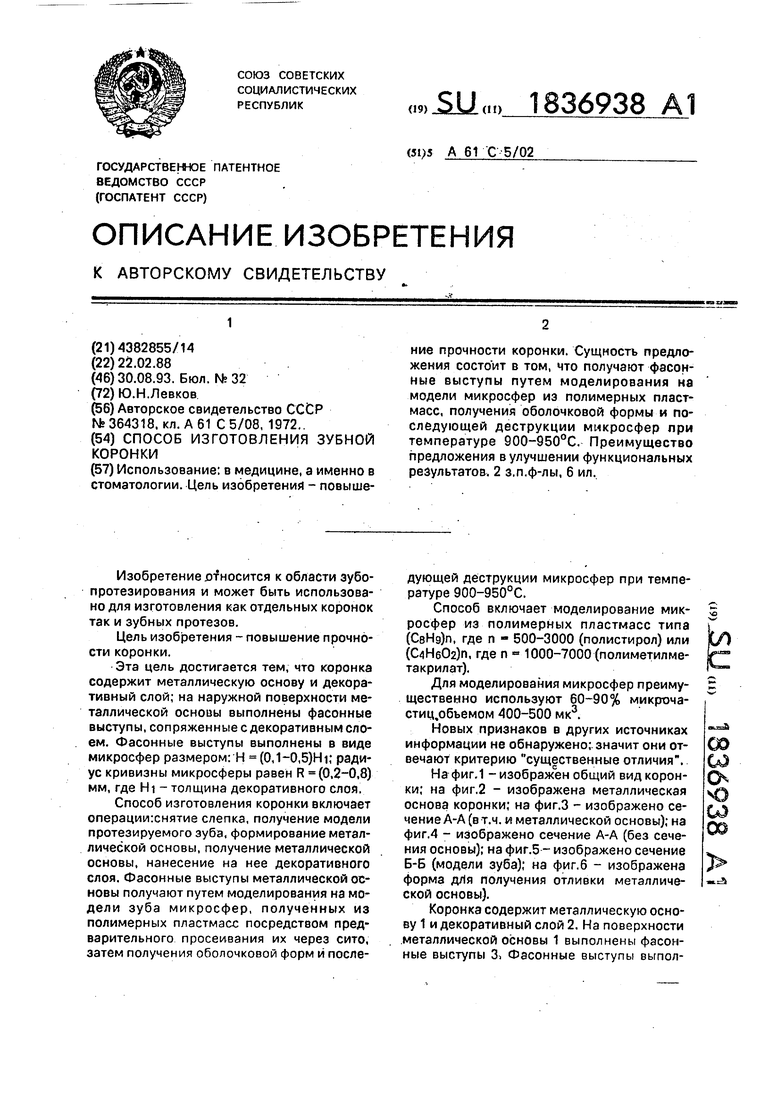
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ СТОМАТОЛОГИЧЕСКИХ КОРОНОК | 1998 |
|
RU2151573C1 |
| Способ изготовления несъемного металлокерамического протеза с использованием имплантированных металлических опор | 1988 |
|
SU1577779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗМЕТАЛЛИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2143865C1 |
| Способ изготовления зубного протеза | 2020 |
|
RU2751745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ЗУБНОГО ПРОТЕЗА | 1996 |
|
RU2098044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВОЙ ЗУБНОЙ КОРОНКИ | 1992 |
|
RU2057491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ КОРОНОК | 1970 |
|
SU260820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| Способ изготовления фарфоровых зубных коронок | 1990 |
|
SU1727807A1 |
| Экспресс-способ изготовления временного съемного протеза на беззубую челюсть | 2022 |
|
RU2804214C1 |
Использование: в медицине, а именно в стоматологии. Цель изобретения - повышение прочности коронки. Сущность предложения состоит в том, что получают фасонные выступы путем моделирования на модели микросфер из полимерных пластмасс, получения оболочковой формы и последующей деструкции микросфер при температуре 900-950°С. Преимущество предложения в улучшении функциональных результатов. 2 з.п.ф-лы, 6 ил.
(pe/&S
| ИСКУССТВЕННАЯ КОРОНКА | 0 |
|
SU364318A1 |
| кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
